耐蚀铁氟龙热缩套管及其制备工艺的制作方法
本申请涉及热缩管,具体涉及耐蚀铁氟龙热缩套管及其制备工艺。
背景技术:
1、热缩套管也叫热缩管是一种特制的聚烯烃材质热收缩套管,可用于低压室内母线铜排、接头、线束的标识、绝缘外包覆,效率高、设备投资少、综合成本小,用于灯饰、led引脚的包覆,及吉他、包装瓶口的包裹,是新一代的包装材料。
2、现有的铁氟龙热缩管生产时,仅有助挤剂和聚四氟乙烯树脂作为原料进行制备,在热缩管成型后,形成铁氟龙热缩管,虽然具有耐磨性,但在高强度下,其耐磨性会降低,进而影响热缩管的保护效果,为此本申请提供了耐蚀铁氟龙热缩套管及其制备工艺来解决该问题。
技术实现思路
1、本申请的目的在于:为解决现有的铁氟龙热缩管生产时,仅有助挤剂和聚四氟乙烯树脂作为原料进行制备,在热缩管成型后,形成铁氟龙热缩管,虽然具有耐磨性,但在高强度下,其耐磨性会降低,进而影响热缩管的保护效果的问题,本申请提供了耐蚀铁氟龙热缩套管及其制备工艺。
2、本申请为了实现上述目的具体采用以下技术方案:
3、耐蚀铁氟龙热缩套管,包括以下重量份的原料:
4、弹性主体40—60份,所述弹性主体为聚四氟乙烯树脂;
5、助挤剂12—23份,所述助挤剂用于降低聚四氟乙烯树脂颗粒与容器之间的摩擦;
6、渗透剂14—22份,所述渗透剂用于降低所述聚四氟乙烯树脂表面张力;
7、补强剂10—16份,所述补强剂用于和聚四氟乙烯树脂连接,减少聚四氟乙烯树脂分子链之间的摩擦;
8、耐磨剂20—27份,所述耐磨剂为碳纤维,碳纤维用于在聚四氟乙烯树脂外表面形成膜,将聚四氟乙烯树脂进行包裹。
9、进一步地,所述助挤剂为石油醚,石油醚与聚四氟乙烯树脂连接时,用于增加聚四氟乙烯树脂分子之间的黏合,减少聚四氟乙烯树脂的内摩擦,石油醚使得聚四氟乙烯树脂与容器之间的黏度降低。
10、进一步地,所述渗透剂为渗透剂oe-35,渗透剂oe-35上具有固定的亲水基团与亲油基团,以使渗透剂oe-35与聚四氟乙烯树脂结合时,在聚四氟乙烯树脂表面固定排序,用于降低聚四氟乙烯树脂表面的张力。
11、进一步地,所述补强剂为炭黑,炭黑上具有多个吸附点与活性点,当炭黑与聚四氟乙烯树脂连接时,吸附点和活性点与聚四氟乙烯树脂分子链连接,减少聚四氟乙烯树脂内分子链之间的连接强度,炭黑用于减少聚四氟乙烯树脂分子链之间的摩擦。
12、进一步地,所述原料重量份的配比为聚四氟乙烯树脂55份,助挤剂16份,渗透剂20份,补强剂14份,碳纤维27份。
13、本申请还提供耐蚀铁氟龙热缩套管的制备工艺,用于制备上述耐蚀铁氟龙热缩套管,包括以下步骤:
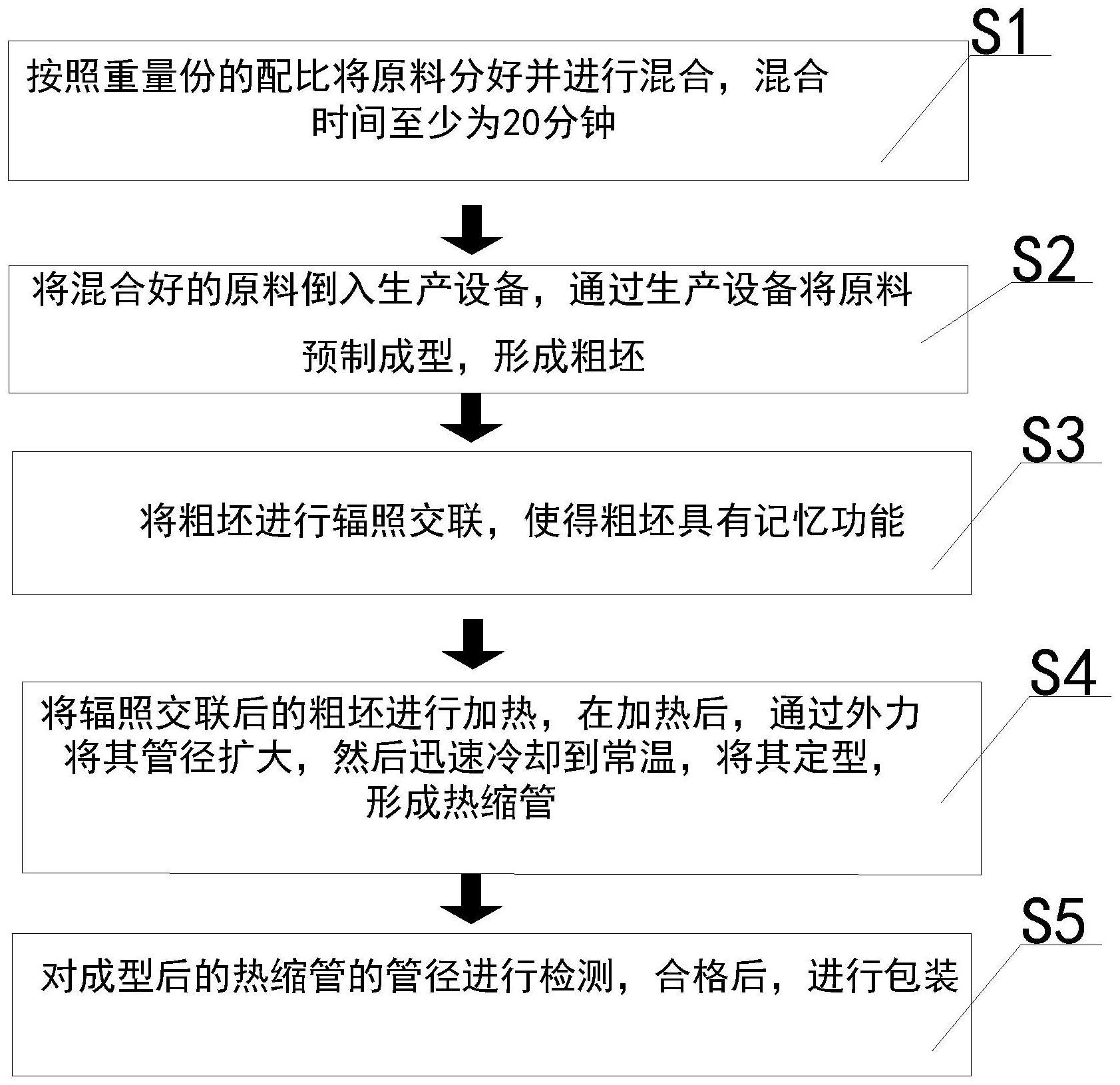
14、s1、按照重量份的配比将原料分好并进行混合,混合时间至少为20分钟;
15、s2、将混合好的原料倒入生产设备,通过生产设备将原料预制成型,形成粗坯;
16、s3、将粗坯进行辐照交联,使得粗坯具有记忆功能;
17、s4、将辐照交联后的粗坯进行加热,在加热后,通过外力将其管径扩大,然后迅速冷却到常温,将其定型,形成热缩管;
18、s5、对成型后的热缩管的管径进行检测,合格后,进行包装。
19、进一步地,步骤s1中,将原料进行混合时,先将炭黑与聚四氟乙烯树脂进行初步硫化,冷却后再进行二次硫化,硫化完毕后,再将其他的原料与二者进行混合。
20、进一步地,步骤s2中,将混合后的原料放置在20-30℃的环境下进行冷却24小时以上,再通过双螺杆挤出机挤出成型或通过模具注塑成型。
21、进一步地,步骤s3中,粗坯成型后将其进行预热,预热的温度为220℃-300℃,再烧结,烧结的温度为380℃-402℃,冷却后进行辐照,辐照的温度为390℃,辐照后进行骤冷,冷却液的温度为-5℃。
22、进一步地,步骤s4中对粗坯进行加热时的温度至少300℃,在温度达到300℃时,通过充入0.98mpa的压缩气体,使得粗坯的管径增大,然后进行冷却,使得热缩管成型。
23、本申请的有益效果如下:
24、1、本申请通过在现有制备原料的基础上添加有渗透剂、补强剂和耐磨剂,通过耐磨剂对成型后的热缩套管外部进行保护,直接地增加了热缩套管的耐磨性,通过渗透剂降低了聚四氟乙烯树脂更好地与其他成分进行混合,通过补强剂减少了聚四氟乙烯树脂分子链之间的摩擦,在受到外力时,通过分子链之间的滑动对外力进行抵消,减少了外力对热缩套管的影响,间接地提高了热缩套管的耐磨性,进而提高了该热缩套管的保护效果。
25、2、本申请通过石油醚作为助挤剂,在使用时,通过石油醚作为有机溶剂,在使用时,与聚四氟乙烯树脂相似相溶,在对聚四氟乙烯树脂与其他的材料进行混合时能够更好地将聚四氟乙烯树脂进行溶解,且与聚四氟乙烯树脂结合后,会通过增加聚四氟乙烯树脂分子之间的黏合,减少了聚四氟乙烯树脂的内摩擦,进而减少了聚四氟乙烯树脂与容器之间的黏度。
26、3、本申请通过渗透剂oe-35为该热缩套管的渗透剂,在制备时,需要对原料进行混合,此时聚四氟乙烯树脂处于液态,通过渗透剂oe-35降低其表面张力,使得其他的原料更好地与聚四氟乙烯树脂进行混合。
技术特征:
1.耐蚀铁氟龙热缩套管,其特征在于,包括以下重量份的原料:
2.根据权利要求1所述的耐蚀铁氟龙热缩套管,其特征在于,所述助挤剂为石油醚,石油醚与聚四氟乙烯树脂连接时,用于增加聚四氟乙烯树脂分子之间的黏合,减少聚四氟乙烯树脂的内摩擦,石油醚使得聚四氟乙烯树脂与容器之间的黏度降低。
3.根据权利要求1所述的耐蚀铁氟龙热缩套管,其特征在于,所述渗透剂为渗透剂oe-35,渗透剂oe-35上具有固定的亲水基团与亲油基团,以使渗透剂oe-35与聚四氟乙烯树脂结合时,在聚四氟乙烯树脂表面固定排序,用于降低聚四氟乙烯树脂表面的张力。
4.根据权利要求1所述的耐蚀铁氟龙热缩套管,其特征在于,所述补强剂为炭黑,炭黑上具有多个吸附点与活性点,当炭黑与聚四氟乙烯树脂连接时,吸附点和活性点与聚四氟乙烯树脂分子链连接,减少聚四氟乙烯树脂内分子链之间的连接强度,炭黑用于减少聚四氟乙烯树脂分子链之间的摩擦。
5.根据权利要求1所述的耐蚀铁氟龙热缩套管,其特征在于,所述原料重量份的配比为聚四氟乙烯树脂55份,助挤剂16份,渗透剂20份,补强剂14份,碳纤维27份。
6.耐蚀铁氟龙热缩套管的制备工艺,其特征在于,用于制备上述权利1-5中任一项所述耐蚀铁氟龙热缩套管,包括以下步骤:
7.根据权利要求6所述的耐蚀铁氟龙热缩套管的制备工艺,其特征在于,步骤s1中,将原料进行混合时,先将炭黑与聚四氟乙烯树脂进行初步硫化,冷却后再进行二次硫化,硫化完毕后,再将其他的原料与二者进行混合。
8.根据权利要求6所述的耐蚀铁氟龙热缩套管的制备工艺,其特征在于,步骤s2中,将混合后的原料放置在20-30℃的环境下进行冷却24小时以上,再通过双螺杆挤出机挤出成型或通过模具注塑成型。
9.根据权利要求6所述的耐蚀铁氟龙热缩套管的制备工艺,其特征在于,步骤s3中,粗坯成型后将其进行预热,预热的温度为220℃-300℃,再烧结,烧结的温度为380℃-402℃,冷却后进行辐照,辐照的温度为390℃,辐照后进行骤冷,冷却液的温度为-5℃。
10.根据权利要求6所述的耐蚀铁氟龙热缩套管的制备工艺,其特征在于,步骤s4中对粗坯进行加热时的温度至少300℃,在温度达到300℃时,通过充入0.98mpa的压缩气体,使得粗坯的管径增大,然后进行冷却,使得热缩管成型。
技术总结
本申请公开了耐蚀铁氟龙热缩套管及其制备工艺,涉及热缩管技术领域。本申请包括以下重量份的原料:弹性主体40—60份,所述弹性主体为聚四氟乙烯树脂;助挤剂12—23份,所述助挤剂用于降低聚四氟乙烯树脂颗粒与容器之间的摩擦。本申请通过在现有制备原料的基础上添加有渗透剂、补强剂和耐磨剂,通过耐磨剂对成型后的热缩套管外部进行保护,直接地增加了热缩套管的耐磨性,通过渗透剂降低了聚四氟乙烯树脂更好地与其他成分进行混合,通过补强剂减少了聚四氟乙烯树脂分子链之间的摩擦,在受到外力时,通过分子链之间的滑动对外力进行抵消,减少了外力对热缩套管的影响,间接地提高了热缩套管的耐磨性及耐腐蚀性,进而提高了该热缩套管的保护效果。
技术研发人员:江卫华
受保护的技术使用者:吴江市黄浦冷热缩制品有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!