一种芳香油自动化生产线及生产工艺的制作方法
本发明属于精油提取,具体涉及一种芳香油自动化生产线及生产工艺。
背景技术:
1、水蒸气蒸馏法提取植物芳香油过程中,油水混合蒸汽冷凝后得到的馏分经油水分离器分离后分成油层和水层,其中油层为成品油;而水层还含有一定量的芳香油,一般叫做芳香水,现有的收油方法是把含油芳香水返回蒸馏锅底部进行重复蒸馏来回收,重复蒸馏流程,即对植物进行压榨后通水蒸气加热,通过水蒸气带走芳香植物中的芳香油,然后对混合有芳香油的水蒸气进行冷却,再对油水进行分离。
2、目前在芳香植物提取物蒸馏过程中存在以下的问题:水蒸气自身的流量难以控制,作用在芳香植物上时与芳香植物表面的摩擦力较小,容易导致蒸馏效果降低;蒸馏过程中芳香植物堆积在一起容易导致上层的芳香植物与水蒸气接触不充分,同样会降低蒸馏效果;蒸馏罐中的水会冒泡,并向一侧翻滚,使得蒸馏罐中植物的花和叶随着水的翻滚而聚集到蒸馏罐内的一侧,水蒸气和植物的花、叶的接触面积变小,使水蒸气携带芳香油变少,进而使得蒸馏的时间变长。
技术实现思路
1、本发明的目的在于提供一种芳香油自动化生产线及生产工艺,旨在解决蒸馏过程中蒸馏时间过长、蒸馏效率低、蒸馏罐中蒸汽流量难以控制,以及产出效率低、得油率低的问题。
2、为实现上述技术目的,达到上述技术效果,本发明通过以下技术方案实现:
3、本发明提供了一种芳香油自动化生产线,包括:
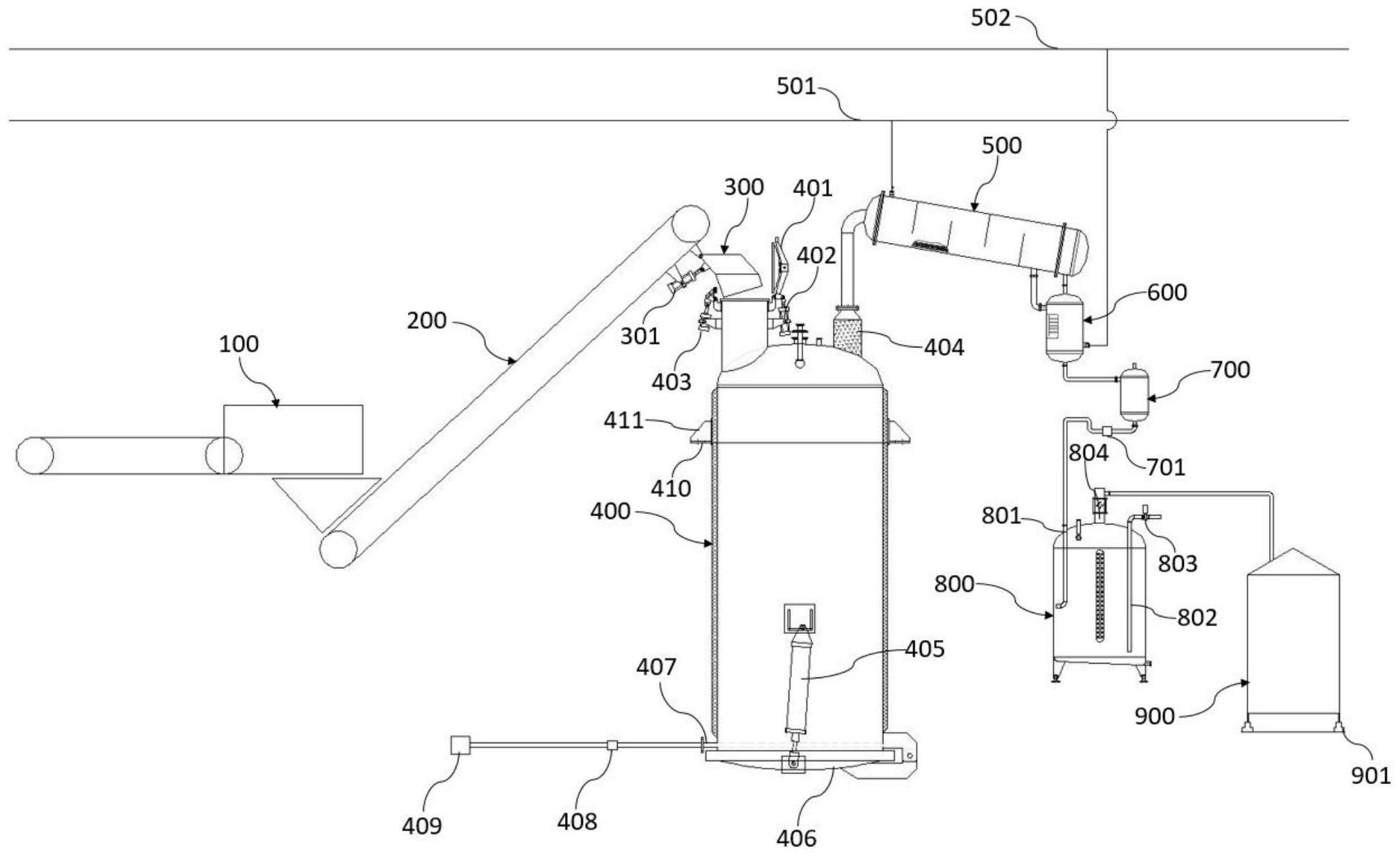
4、切碎机、胶带运输机、自动进料机构、蒸馏罐、冷凝器、冷却器、气液分离器、电子流量计、油水分离器和产品储罐;所述切碎机的出口端置于胶带运输机的起始端的上方用于将切碎后的物料落入胶带运输机上,所述自动进料机构布置在胶带运输机的末端下方,用于将物料输送至自动进料机构,所述自动进料机构的出料板延展至蒸馏罐的进料口上方;所述蒸馏罐的出料口通过管道与冷凝器的冷凝入口连通,所述冷凝器的冷凝出口通过管道与冷却器的冷却入口连通,所述冷却器的冷却出口与气液分离器的气液入口连通,所述气液分离器的气液出口与电子流量计的入口连通,所述电子流量计的出口与油水分离器的进油口连通,所述油水分离器的出油口与产品储罐的入口连通;所述油水分离器布置的水平位置高于产品储罐的水平位置;
5、plc控制系统、第一气动阀、第一气缸、空气压缩机、气动薄膜阀、蒸汽发生器、电子温度仪、电子压力计、第一电子称重仪、第二气动阀、第二气缸、第三气动阀、第三气缸、气动蝶阀和第二电子称重仪;所述切碎机、胶带运输机的控制端与plc控制系统连接,用于接收控制信号;所述第一气动阀的一端通过管路与第一气缸连接,所述第一气动阀的另一端与空气压缩机通过管路连接,所述第一气缸布置在自动进料机构的出料板上,所述第一气动阀通过控制第一气缸实现自动进料机构的出料板的开闭,所述第一气动阀的控制端还与plc控制系统连接,用于接收控制信号;
6、所述第二气动阀的一端通过管路与第二气缸连接,所述第二气动阀的另一端与空气压缩机通过管路连接,所述第二气缸布置在蒸馏罐的进料口密封盖上,所述第二气动阀通过控制第二气缸实现蒸馏罐的进料口密封盖的开闭,所述第二气动阀的控制端还与plc控制系统连接,用于接收控制信号;
7、所述气动薄膜阀的一端与蒸馏罐连通,所述气动薄膜阀的另一端与蒸汽发生器通过管路连通,所述气动薄膜阀用于控制蒸汽发生器中的蒸汽输送至蒸馏罐的启停,所述气动薄膜阀的控制端还与plc控制系统连接,用于接收控制信号;
8、所述电子温度仪布置在蒸馏罐的外壁上用于检测蒸馏罐的温度,所述电子压力计布置在蒸馏罐的内部用于检测蒸馏罐的压力,所述蒸馏罐的外壁上还设有支撑块;所述第一电子称重仪的上端布置在支撑块的底端,下端布置在地面上,用于对蒸馏罐中的物料称重;
9、所述第三气动阀的一端通过管路与第三气缸连接,所述第三气动阀的另一端与空气压缩机通过管路连接,所述第三气缸布置在蒸馏罐的出料口密封盖上,所述第三气动阀通过控制第三气缸实现蒸馏罐的出料口密封盖的开闭,所述第三气动阀的控制端还与plc控制系统连接,用于接收控制信号;
10、所述油水分离器上还设有纯露出口,所述纯露出口与气动蝶阀的一端连通,所述气动蝶阀的另一端连接排出管;所述气动蝶阀的控制端还与plc控制系统连接,用于接收控制信号;
11、所述第二电子称重仪布置在产品储罐的底部用于对产品储罐中的物料称重;所述电子温度仪、电子压力计、第一电子称重仪、第二电子称重仪均与plc控制系统连接。
12、作为本发明的进一步改进,所述蒸馏罐的进料口密封盖上还设有锁紧气缸,用于锁紧进料口密封盖;所述蒸馏罐的出料口密封盖上设有第一限位装置,所述蒸馏罐的外壁上还设有第二限位装置,所述第一限位装置与第二限位装置通过限位销锁紧,第一限位装置与第二限位装置用于锁紧出料口密封盖。
13、作为本发明的进一步改进,所述蒸馏罐的内部底端还设有喷淋环和蒸汽入口,所述喷淋环与蒸汽入口连通,所述喷淋环上开设有喷淋孔,所述蒸汽入口与气动薄膜阀的一端连通,用于将蒸汽吸入后通过喷淋孔喷出。
14、作为本发明的进一步改进,所述冷凝器的轴线方向与管路的夹角为锐角,所述冷凝器内设有用于流入蒸汽的冷凝管以及用于接入冷却水的水冷腔。
15、作为本发明的进一步改进,所述冷凝器上还开设有第一进水口和第一回水口,所述冷却器上还开设有第二进水口和第二回水口,所述第一进水口与第二回水口连通,所述第一回水口与回水管路连通,所述第二进水口与进水管路连通。
16、作为本发明的进一步改进,所述油水分离器上还设有纯露出口,所述纯露出口与气动蝶阀的一端连通,所述气动蝶阀的另一端连接排出管。
17、本发明还提供一种利用如上所述的芳香油自动化生产线的生产工艺,包括如下步骤:
18、步骤s1:通过切碎机将芳香油原料加工成小段碎料,碎料经胶带运输机落入自动进料机构,第一气动阀接收到plc控制系统发出的出料信号后,第一气动阀驱动第一气缸打开自动进料机构的出料板,碎料经自动进料机构的出料板落入运输带上;同时,第二气动阀接收到plc控制系统发出的进料信号后,第二气动阀驱动第二气缸打开蒸馏罐的进料口密封盖,碎料从自动进料机构经过运输带进入蒸馏罐;
19、步骤s2:预设物料重量,当蒸馏罐物料达到设定的重量时,布置在蒸馏罐上的第一电子称重仪将信号传输给plc控制系统,plc控制系统向第一气动阀、胶带运输机及切碎机发出停止信号,使胶带运输机及切碎机停止工作,第一气动阀驱动第一气缸关闭自动进料机构的出料板,plc控制系统向第二气动阀发出停止信号使第二气动阀驱动第二气缸关闭蒸馏罐的进料口密封盖,停止进料;
20、步骤s3:蒸馏,plc控制系统向气动薄膜阀发送开启信号打开气动薄膜阀,使蒸汽发生器中的蒸汽流向蒸馏罐;
21、步骤s4:预设蒸馏罐中蒸汽的目标压力和目标温度,以及气液分离器流出的目标流量;plc控制系统实时检测蒸馏罐中蒸汽的压力和温度,以及通过电子流量计检测气液分离器流出的流量,当实时检测的压力、温度以及流量有读数后,plc控制系统根据蒸馏罐中蒸汽的压力和温度、以及气液分离器流出的流量来调节气动薄膜阀的开度,进一步控制蒸汽流量;预设蒸馏时间,plc控制系统在到达预设蒸馏时间后进入步骤s9,否则进入步骤s5;
22、步骤s5:冷凝冷却,碎料中的芳香油被蒸馏罐中的蒸汽蒸发后依次经过冷凝器、冷却器和气液分离器后,形成馏出液进入油水分离器;
23、步骤s6:经油水分离器分离出芳香油和纯露,纯露通过气动蝶阀排出,芳香油存在油水分离器内,提升得油率;
24、步骤s7:芳香油经过油水分离器的出油口以及管道进入产品储罐;
25、步骤s8:储存装罐,预设产品储罐内芳香油的重量,在产品储罐底部的第二电子秤重仪将重量数据反馈给plc控制系统,达到设定重量后,进入步骤s9,否则进入步骤s4;
26、步骤s9:plc控制系统向气动薄膜阀发送停止信号关闭气动薄膜阀,蒸汽流动停止,停止蒸馏,完成芳香油存储。
27、作为本发明的进一步改进,步骤s9还包括如下步骤:
28、处理残渣,停止蒸馏后,plc控制系统向第三气动阀发出开启信号使第三气动阀驱动第三气缸打开蒸馏罐的卸料口密封盖,卸下蒸馏残渣,清洁卸料口密封盖后,关闭密封盖。
29、作为本发明的进一步改进,步骤s4中所述调节气动薄膜阀的开度按下式计算:
30、θ=10%*(q0/q+t0/t+p0/p);
31、式中,θ为开度,q0为预设目标流量,q为电子流量计的检测值,t0为预设目标温度,t为电子温度仪的检测值,p0为预设目标压力,p为电子压力计的检测值。
32、本发明的优点:
33、本发明提供的芳香油自动化生产线及生产工艺,在蒸馏过程中,切碎的物料能够更充分的与蒸馏罐中的蒸汽接触,提升蒸馏效果;利用气动薄膜阀控制蒸汽输送的启停,提升了生产同步率;控制系统可以根据蒸馏罐中蒸汽的压力和温度、以及气液分离器流出的流量来调节气动薄膜阀的开度,进一步控制蒸汽流量,同时还预设有蒸馏时间对蒸馏过程进行进一步控制;蒸馏罐罐体悬空,下端可打开用于排出残渣。
- 还没有人留言评论。精彩留言会获得点赞!