一种环保防水耐磨功能性PVC软质高韧性粒料及其制备方法与流程
本发明属于pvc粒料领域,具体涉及一种环保防水耐磨功能性pvc软质高韧性粒料及其制备方法。
背景技术:
1、传统的pvc热稳定性差,受热易降解、软质增塑剂易迁移,对温度敏感,变形后不能完全复原,物理性能差,低温硬度高,易老化。
技术实现思路
1、发明目的:为了解决现有技术的不足,本发明提供了一种环保防水耐磨功能性pvc软质高韧性粒料及其制备方法。
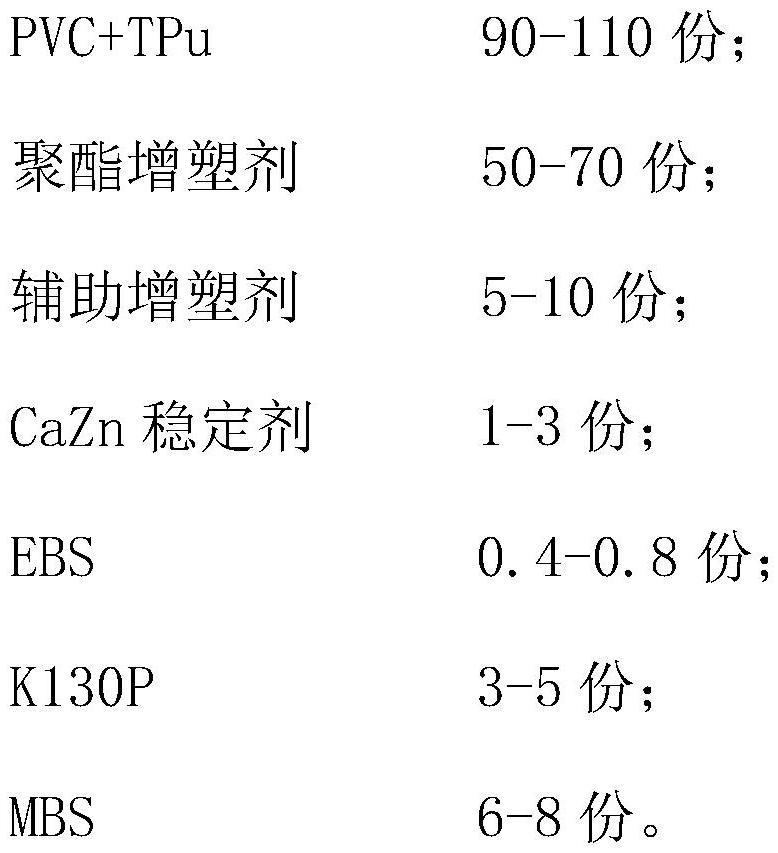
2、技术方案:一种环保防水耐磨功能性pvc软质高韧性粒料,所述的环保防水耐磨功能性pvc软质高韧性粒料由下列组份按照重量份数组成:
3、
4、作为优化:所述的cazn稳定剂为2份。
5、作为优化:所述的pvc+tpu为100份。
6、一种环保防水耐磨功能性pvc软质高韧性粒料的制备方法,包括如下步骤:
7、步骤一、分别对如下各原料按质量组成份数进行计量装置计量,具体为:pvc+tpu90-110份;聚酯增塑剂50-70份;辅助增塑剂5-10份;cazn稳定剂1-3份;ebs 0.4-0.8份;k130p 3-5份;mbs 6-8份;
8、步骤二、将pvc粉放入高搅混合机中进行混合,高搅的混合加工温度为70℃;将30%的增塑剂,低速排至高搅混合机中,并将cazn稳定剂、k130p排至高搅混合机中高搅,高搅的混合加工温度为80℃;再低速加入30%增塑剂+ebs、k130p,高速运行,混合至90℃;再低速加入40%增塑剂+mbs,混合至115℃,将tpu低速排入高混,混合至125℃,排入冷搅;
9、步骤三、在粉冷搅拌机中进行冷搅时,通入冷冻水,充分冷却均匀至60℃后,排入中间桶中;
10、步骤四、将上述中桶中的混合物加入主机中,采用往复式挤出机挤出,螺杆与螺筒将混合物往复充分剪切,塑化混合均匀,物料之间相互摩擦挤压相容加强塑化,并通过主机抽真空将混合物中低分子量抽出排空,降低成品气味;塑化均匀的物料经过滤挤出,切粒冷却,自动包装。
11、作为优化:所述的步骤四中的往复式挤出机分为如下六区,温度分配如下:一区105℃、二区115℃、三区145℃、四区155℃、颈部145℃、模头150℃。
12、有益效果:本发明的具体优势如下:
13、1.本发明的生产过程中,高混将物料的不同属性,分段式添加,保证物料充分吸收;依据物料的不同特性,如果同时添加会对物料间相互冲突,成品品质影响混料的均匀度差异大。
14、2.本发明的制备方法中采用分段式加入不同物质,相互吸收均匀,不影响pvc粉对增塑剂完全吸收,塑化均匀;本发明中的增塑剂添加量大,吸收更佳,对产品的物理性有较大的提升。
15、3.本发明的pvc+tpu共混改性,改善了pvc低温变硬,提高了pvc部分性能,提高了pvc物理性能,共混形成的合金材料,弥补了单一聚合物的缺陷。
16、4.本发明的pvc+tpu改性后,混合材料是有优异的耐磨性、抗冲击性能、耐化学腐蚀,同时添加聚酯增塑剂,可同时控制pvc+tpu的相容性,优化性能,容易加工,增加回弹性、韧性,增加阻燃效果。
17、5.本发明的高混设备中,加大了导流板长度和宽度,同时调整了叶浆旋转时,相对应导流板的角度,由1个改为2个;增加了混料装置的测温点,精准;高混的叶浆加高、加宽,变换了角度。
18、具体实施方式
19、下面将对本发明实施例中的技术方案进行清楚、完整地描述,以使本领域的技术人员能够更好的理解本发明的优点和特征,从而对本发明的保护范围做出更为清楚的界定。本发明所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
技术特征:
1.一种环保防水耐磨功能性pvc软质高韧性粒料,其特征在于:所述的环保防水耐磨功能性pvc软质高韧性粒料由下列组份按照重量份数组成:
2.根据权利要求1所述的环保防水耐磨功能性pvc软质高韧性粒料及其制备方法,其特征在于:所述的cazn稳定剂为2份。
3.根据权利要求1所述的环保防水耐磨功能性pvc软质高韧性粒料及其制备方法,其特征在于:所述的pvc+tpu为100份。
4.一种根据权利要求1所述的环保防水耐磨功能性pvc软质高韧性粒料的制备方法,其特征在于:包括如下步骤:
5.根据权利要求4所述的环保防水耐磨功能性pvc软质高韧性粒料的制备方法,其特征在于:所述的步骤四中的往复式挤出机分为如下六区,温度分配如下:一区105℃、二区115℃、三区145℃、四区155℃、颈部145℃、模头150℃。
技术总结
本发明公开了一种环保防水耐磨功能性PVC软质高韧性粒料及其制备方法,所述的环保防水耐磨功能性PVC软质高韧性粒料由下列组份按照重量份数组成:PVC+TPu 90‑110份;聚酯增塑剂50‑70份;辅助增塑剂5‑10份;CaZn稳定剂1‑3份;EBS 0.4‑0.8份;K130P 3‑5份;MBS 6‑8份。本发明的生产过程中,高混将物料的不同属性,分段式添加,保证物料充分吸收,不影响PVC粉对增塑剂完全吸收,塑化均匀;依据物料的不同特性,如果同时添加会对物料间相互冲突,成品品质影响混料的均匀度差异大。本发明中的增塑剂添加量大,吸收更佳,对产品的物理性有较大的提升。
技术研发人员:郭洪春,陈卫华,丁丽华,曹菊,秦莉
受保护的技术使用者:江苏大海塑料股份有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!