导热片及其制造方法与流程
1.本发明涉及一种导热片及其制造方法。
背景技术:
2.近年来,对电子设备或车辆用头灯、车载电池等发热部件进行散热成为当务之急。例如存在如下趋势,即,因计算机的中央运算处理装置(cpu)、图像处理用运算处理器(gpu)、智能型手机的soc(system on chip,单芯片系统)、组装设备的dsp(digital signal processor,数字信号处理器)及微电脑、或者晶体管等半导体元件、发光二极管(led)及电致发光(el)、液晶等发光体等电子元器件的小型化、高集成化,使得发热量变大。由这些电子元器件的发热而引起的装置或系统的寿命下降、误动作逐渐构为问题,对电子元器件的散热对策的需求逐年变高。
3.作为针对像这样的发热体的散热对策,除使用空气冷却风扇进行的强制冷却以外,还使用金属制的散热片或珀尔帖元件等散热部件。对于像这样的散热部件,一直以来在与发热体热连接的面上涂布润滑脂以防止在界面形成成为隔热层的空气层。然而,普通的润滑脂的导热性并不高。因此,也可使用分散有导热率比较高的金刚石的金刚石润滑脂(例如,参照专利文献1)。
4.然而,金刚石润滑脂的价格较高。另外,在使用金刚石润滑脂的情况下,也难以获得充分的导热性。
5.现有技术文献
6.专利文献
7.专利文献1:日本特表2017-530220号公报
技术实现要素:
8.本发明的目的之一在于,提供一种厚度方向上的导热性优异,且柔软性也优异的导热片及其制造方法。
9.根据本发明的第1方面的导热片,其具备:多个导热部,它们分别自一主表面连续地设置至另一主表面;以及接合部,其将在主表面方向上所层叠的上述多个导热部的邻接的界面彼此接合,该导热片整体上呈片状,上述导热部包含空隙部,上述接合部由包含具有柔软性的树脂材料的材料构成并且局部地形成有空隙层,上述树脂材料的一部分能够局部地渗入至上述导热部的上述空隙部。根据上述构成,借助导热部的空隙部及接合部的空隙层而提高导热片的柔软性、可挠性,并且通过使树脂材料渗入至导热部的空隙部的一部分,能够在导热部彼此之间形成空隙层,并且确保使这些导热部彼此接合的强度。
10.另外,根据本发明的第2方面的导热片,除上述构成以外,在上述导热片的厚度方向上以0.2n/mm2的面压按压该导热片时,将上述导热片的厚度方向上的导热率设为λ
0.2
[w/m
·
k],在上述导热片的厚度方向上以0.8n/mm2的面压按压该导热片时,将上述导热片的厚度方向上的导热率设为λ
0.8
[w/m
·
k],此时,可满足1.5≤λ
0.8
/λ
0.2
≤3.5的关系。
[0011]
进而,根据本发明的第3方面的导热片,除上述任一构成以外,上述空隙层在上述接合部中所占的比率可为2体积%以上且30体积%以下。
[0012]
另外,根据本发明的第4方面的导热片,除上述任一构成以外,上述导热部可由包含呈鳞片状的石墨、及树脂纤维的材料构成。
[0013]
另外,根据本发明的第5方面的导热片,除上述任一构成以外,上述树脂纤维可为芳香族聚酰胺纤维。
[0014]
另外,根据本发明的第6方面的导热片,除上述任一构成以外,上述石墨可为膨胀化石墨。
[0015]
另外,根据本发明的第7方面的导热片,除上述任一构成以外,使用激光闪光法对上述导热片的主表面测定的上述导热片的厚度方向上的导热率可为10w/m
·
k以上且200w/m
·
k以下。
[0016]
另外,根据本发明的第8方面的导热片,除上述任一构成以外,上述导热片的面内方向上的上述导热部的宽度可为50μm以上且300μm以下。
[0017]
另外,根据本发明的第9方面的导热片,除上述任一构成以外,上述导热片的厚度可为0.2mm以上且5mm以下。
[0018]
另外,根据本发明的第10方面的导热片,除上述任一构成以外,在上述导热片的厚度方向上以0.2n/mm2的面压按压该导热片时,上述导热片的厚度可为0.1mm以上且5mm以下。
[0019]
另外,根据本发明的第11方面的导热片,除上述任一构成以外,上述导热片的表面粗糙度ra可为0.1μm以上且100μm以下。
[0020]
另外,根据本发明的第12方面的导热片,除上述任一构成以外,上述树脂材料可包含:具有环状分子、第一聚合物及封端基的聚轮烷;以及第二聚合物,上述聚轮烷与上述第二聚合物借助上述环状分子而键合,上述第一聚合物具有直链状的分子结构且将上述环状分子呈穿刺状地包合,上述封端基设置于上述第一聚合物的两端附近。
[0021]
另外,根据本发明的第13方面的导热片,除上述任一构成以外,上述导热片的法线与上述导热部的法线所成的角可为25
°
以上且90
°
以下。
[0022]
另外,根据本发明的第14方面的导热片,除上述任一构成以外,可将上述导热部与接合部的界面形成为曲面状。根据上述构成,在厚度方向上按压导热片时,因导热部与接合部层叠成曲面状而变得更易于变形,例如变得易于以与发热体面接触时不会形成间隙的方式密接,从而可提高导热性。
[0023]
另外,根据本发明的第15方面的导热片,除上述任一构成以外,可在上述导热片的主表面方向上,使彼此层叠的上述导热部与接合部的膜厚分别局部地不同。
[0024]
另外,根据本发明的第16方面的导热片的制造方法,其是在主表面方向上层叠有分别自一主表面连续地设置至另一主表面的多个导热部的导热片的制造方法,其可以包括:将未固化的树脂材料含浸于构成导热部的导热部形成用片的步骤;将含浸有未固化的树脂材料的上述导热部形成用片卷取成辊状的步骤;以所卷取的上述卷取体的状态使上述未固化的树脂材料固化的步骤;以及将上述树脂材料固化的卷取体在与上述辊状的轴向垂直、平行或倾斜的平面裁切的步骤。据此,通过将含浸有树脂材料的导热部形成用片卷取成辊状,能够容易地获得层叠状态。另外,通过制成卷取体,也变得易于容易地进行此后的处
理或裁断,以低成本获得导热片。
[0025]
另外,根据本发明的第16方面的导热片的制造方法,除上述内容以外,在将未固化的树脂材料含浸于上述导热部形成用片的步骤前,可还包括以辊状的卷取体形式准备上述导热部形成用片的步骤。据此,获得如下优点:通过对预先以辊状准备的导热部形成用片含浸树脂材料后再次卷取至另一辊,既能够准备长条的导热部形成用片,也能够省空间且高效率地含浸树脂材料,与准备多片裁断好的矩形的导热部形成用片并使其含浸上述树脂材料的方法相比,能够提高生产效率。
[0026]
另外,根据本发明的第17方面的导热片的制造方法,除上述任一内容以外,上述未固化的树脂材料可为热固性树脂。据此,获得如下优点:即便为在卷取体含浸有热固性树脂的树脂材料的状态,也能够通过加热来容易地使该树脂材料固化,能够提高生产效率。
附图说明
[0027]
图1是表示使用本发明的实施方式1的导热片的散热装置的示意剖视图。
[0028]
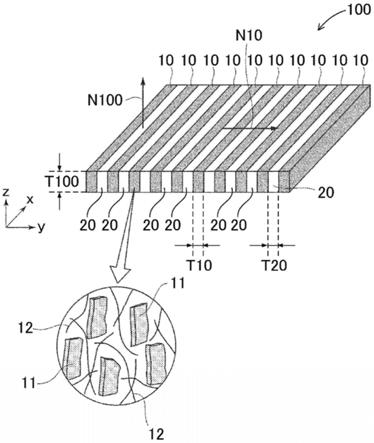
图2是表示本发明的实施方式1的导热片的附有局部放大图的示意俯视图。
[0029]
图3是表示本发明的实施方式1的导热片的附有局部放大图的示意立体图。
[0030]
图4是表示本发明的实施方式1的导热片的示意侧视图。
[0031]
图5中,图5a及图5b是构成接合部的树脂材料的一例的概念图。
[0032]
图6是表示实施方式2的导热片的附有局部放大图的示意立体图。
[0033]
图7是表示实施方式2的导热片的示意侧视图。
[0034]
图8是表示实施方式3的导热片的示意俯视图。
[0035]
图9中,图9a~图9c是表示实施方式1的导热片的制造方法的示意剖视图。
[0036]
图10是表示实施方式1的导热片的层叠步骤的另一例的示意剖视图。
[0037]
图11是表示实施方式1的导热片的层叠步骤的另一例的示意剖视图。
[0038]
图12中,图12a~图12d是表示实施方式2的导热片的制造方法的示意剖视图。
[0039]
图13中,图13a~图13b是示意性地表示实施方式2的导热片的按压步骤前后的导热片的厚度的变化、及导热部的倾斜度的变化的纵剖视图。
[0040]
图14中,图14a~图14d是表示实施方式3的导热片的制造方法的示意剖视图。
[0041]
图15是表示实施方式4的导热片的制造方法的示意图。
[0042]
图16是表示使图15的卷绕体的树脂材料固化的状态的示意剖视图。
[0043]
图17是表示层叠体的裁断位置的示意立体图。
[0044]
图18是表示层叠体的裁断位置的另一例的示意立体图。
[0045]
图19中,图19a~图19c是表示层叠体的裁断位置的又一例的示意剖视图。
[0046]
图20是实施例4的导热片的放大剖面照片。
[0047]
图21是实施例1的导热片的放大剖面照片。
[0048]
图22是图23的主要部分的放大剖面照片。
[0049]
图23是实施例1的导热片的主要部分的放大剖面照片。
具体实施方式
[0050]
以下,基于附图,对本发明的实施方式进行说明。但是,以下所示的实施方式是用
于使本发明的技术思想具体化的示例,本发明并不限定于以下内容。另外,本说明书并不一定将权利要求书所示的部件特定为实施方式的部件。特别是实施方式中所记载的构成零部件的尺寸、材质、形状、其相对配置等只要无特定记载,则仅为说明例而并非旨在将本发明的范围仅限定于此。应予说明,各附图所示的部件的大小或位置关系等有时为了明确地说明而进行了夸张。进而,在以下的说明中,相同的名称、符号表示相同或者同质的部件,并适当地省略详细说明。进而,构成本发明的各要素可设为由同一部件构成多个要素而以一个部件兼作多个要素的形态,相反地,也可由多个部件分担一个部件的功能来实现。
[0051]
[实施方式1]
[0052]
导热片可用作各种发热体的散热部件。发热体例如可优选地列举:cpu或gpu、dsp、微电脑等运算元件;晶体管等驱动元件;led、o-led(organic light emitting diode,有机发光二极管)、液晶等发光元件;卤素灯等光源;马达等驱动零部件等。此处,作为实施方式1,对将散热片应用于cpu的例子进行说明。此处,如图1的示意剖视图所示,构成在作为发热体hg的cpu与作为散热器hs的冷却翅片之间热连结导热片100而成的散热装置1000。
[0053]
(导热片100)
[0054]
首先,基于图2~图4,对实施方式1的导热片100进行说明。在这些图中,图2是表示实施方式1的导热片100的示意俯视图,图3是表示导热片100的示意立体图,图4是表示导热片100的示意侧视图,图5表示构成接合部的树脂材料的一例的概念图。
[0055]
如图2~图4所示,实施方式1的导热片100具备呈层状的多个导热部10、以及将各导热部10接合的接合部20,且整体上呈片状。导热部10由包含呈鳞片状的石墨(鳞片状石墨)11、及树脂纤维12的材料构成,且自导热片100的一主表面设置至另一主表面,换言之,导热部10在导热片100的两个主表面露出。接合部20由具有柔软性的树脂材料构成,石墨11以其厚度方向沿着层状导热部10的厚度t10的方向的方式取向。在本实施方式的导热片100中,导热片100的法线n100与导热部10的法线n10所成的角θ1为25
°
以上且90
°
以下。
[0056]
换言之,在将沿导热片100的面方向彼此交叉的轴设定为x轴及y轴并将与x轴及上述y轴交叉的轴设定为z轴时,导热片100具备:多个导热部10,它们在x轴方向上延伸;以及接合部20,其由具有柔软性的树脂材料构成,且在y轴方向上将各导热部10接合。并且,导热部10由包含呈鳞片状的多个石墨(鳞片状石墨)11、及树脂纤维12的材料构成。并且,在导热部10中,石墨(鳞片状石墨)11以其厚度方向沿y轴方向的方式取向。
[0057]
进而换言之,本实施方式的导热片100具备:多个导热部10,它们优先在导热片100的厚度t100的方向即第1方向上传递热,并且在与第1方向交叉的第2方向上延伸;以及接合部20,其由具有柔软性的树脂材料构成,且在与第1方向及第2方向交叉的第3方向上将各导热部10接合,导热部10由包含石墨11及树脂纤维12的材料构成,该石墨呈鳞片状且具有如其厚度方向沿第3方向这样的取向。
[0058]
根据像这样的构成,对于导热片100,相对于呈片状的导热片100的面内的规定方向而言,厚度方向上的导热性较高,换言之,z轴方向上的导热性高于y轴方向,能够优先在z轴方向(即,导热片100的厚度方向)上传递热,从而能够使得导热片100整体的厚度方向上的导热性优异,并且能够使得柔软性也优异。其结果,能够较佳地追随例如发热体hg的表面形状,较佳地导热、散热。更具体而言,与发热体hg的密接性提高,能够有效地防止因在导热片100与发热体hg之间残留空气层而引起的导热性下降。特别是,从导热片100的厚度方向
上的导热性优异方面考虑,可以使与发热体hg接触的面积变大,使整体上的导热性、散热性优异。另外,即便发热体hg具有复杂形状、或表面的凹凸较大,也能够较佳地追随该部件的表面形状,能够有效地发挥如上所述的功能。
[0059]
认为获得像这样的优异的效果的原因如下。即,导热部10包含鳞片状石墨11作为导热性较高的材料,该鳞片状石墨11在导热部10中沿规定的方向取向,并且导热部10自导热片100的一主表面连续地设置至另一主表面,据此,即便不使鳞片状石墨11的含有率极高,也能够在导热片100的厚度方向上缩短鳞片状石墨11彼此的距离,有效地提高相互接触的鳞片状石墨11的比率。其结果,能够确保充分的柔软性,并且使厚度方向上的导热性特别优异。
[0060]
另外,除导热部10以外,具备由具有柔软性的树脂材料构成的接合部20,据此,能够使导热片100的柔软性特别优异。并且,由于导热片100的柔软性优异,因此对发热体hg的表面形状的追随性提高,即便上述部件具有复杂形状或在表面具有比较大的凹凸,也能够有效地防止在导热片100与上述部件之间产生意外的间隙。其结果,能够较佳地进行上述部件的散热等。
[0061]
另外,导热部10除包含鳞片状石墨11以外,还包含树脂纤维,据此,鳞片状石墨11在导热部10中的含有率比较高的情况下,也能够在导热部10中较佳地保持鳞片状石墨11,且能够使导热部10的柔软性、导热片100整体的柔软性较高。
[0062]
与此相对,若不满足如上所述的条件,则无法获得令人满意的结果。例如,仅由与导热部对应的部位构成而不具有与接合部对应的部位的片材中,该片材整体的柔软性变得不足,因应用该片材的部件的形状等而无法发挥充分的导热性。另外,仅由与接合部对应的部位构成而不具有与导热部对应的部位的片材中,导热性变低。进而,在导热部不含树脂纤维的情况下,例如变得难以使片材整体的柔软性足够优异。另外,在导热部中,由熔融的树脂、熔解的树脂等形成致密的树脂层来代替树脂纤维的情况下,例如变得难以使片材整体的柔软性足够优异。另外,在导热部不含石墨的情况下,导热性变低。除此以外,在导热部中的石墨(鳞片状石墨)具有除上述取向以外的取向的情况下或不具有取向性的情况下,变得难以使片材的厚度方向上的导热性足够优异。另外,即便具有由包含呈鳞片状的石墨、及树脂纤维的材料构成的导热部,在该导热部未自导热片的一主表面设置至另一主表面的情况下、例如导热部仅在一个面露出的情况下或在两面均未露出的情况下,在使用导热片时,自与导热片接触的部件的散热也变得不充分。另外,在使用普通的石墨粒子(大致球状、不规则形状的粒子等)来代替鳞片状的石墨(鳞片状石墨)的情况下,也难以使片材的厚度方向上的导热性足够优异。另外,若导热片的法线与导热部的法线所成的角θ1未达上述下限值,则导热片的厚度方向上的传热变得不充分,在使用导热片时,自与导热片接触的部件的散热变得不充分。
[0063]
应予说明,在导热部10中,导热部10中所包含的多个鳞片状石墨11中的大量石墨表现出如上所述的取向即可,所有鳞片状石墨11也可以不以鳞片状石墨11的厚度方向沿层状的导热部10的厚度方向(特别是,在图3、图4所示的构成中为y轴方向)的方式取向。在像这样的情况下,也充分地发挥如上所述的效果。
[0064]
导热部10中所包含的鳞片状石墨11中的表现出上述取向的鳞片状石墨11的比率以个数基准计优选为50%以上,更优选为60%以上,进一步优选为70%以上。
[0065]
另外,上述取向并非是指鳞片状石墨11的厚度方向(法线方向)与层状的导热部10的厚度方向(特别是,在图3、图4所示的构成中为y轴方向)完全一致,例如,鳞片状石墨11的厚度方向(法线方向)与层状的导热部10的厚度方向所成的角θ为20
°
以下即可,特别是,优选为10
°
以下。
[0066]
另外,如上所述,导热片100的法线n100与导热部10的法线n10所成的角θ1为25
°
以上且90
°
以下即可,优选为30
°
以上且90
°
以下,更优选为35
°
以上且90
°
以下,进一步优选为40
°
以上且90
°
以下。据此,更明显地发挥上述效果。
[0067]
(导热部)
[0068]
导热片100具备自导热片的一主表面设置至另一主表面的多个导热部10。在本实施方式中,在俯视导热片100时,各导热部10在x轴方向上延伸。导热部10是有助于导热片100整体的导热性(特别是,导热片100的厚度方向(z轴方向)上的导热性)的主要部位。
[0069]
导热部10包含多个鳞片状的石墨(鳞片状石墨)11、及树脂纤维12。在像这样的导热部10的内部具有作为树脂纤维12或石墨(鳞片状石墨)11等的间隙的微小的空隙部。下文中详述的接合部20的构成材料的一部分进入至像这样的微小的空间,据此能够使导热部10与接合部20的密接性提高,从而能够使导热片100的耐久性提高。另外,通过排除上述微小的空间内的空气而使导热率大于空气的接合部20的构成材料渗入,也能够有助于进一步提高导热片100的导热性。
[0070]
(鳞片状石墨)
[0071]
各导热部10中所包含的多个鳞片状石墨11在规定的方向上取向。即,鳞片状石墨11以其厚度方向沿层状的导热部10的厚度方向(特别是,在图3、图4所示的构成中为y轴方向)的方式取向。
[0072]
据此,对于导热片100,导热片100的厚度方向(与y轴正交的z轴方向)上的导热性优异。
[0073]
在本说明书中,所谓鳞片状,主表面的大小相对于厚度而言足够大即可,例如可以为平板状,也可以为弯曲板状。
[0074]
鳞片状石墨11的扁平度的算术平均值(平均扁平度)优选为2以上,更优选为3以上且100以下,进一步优选为5以上且50以下。
[0075]
应予说明,鳞片状石墨11的扁平度是指:鳞片状石墨11的主表面的短轴长ly[μm]相对于鳞片状石墨11的厚度t[μm]的比率(ly/t)。作为鳞片状石墨11的平均扁平度,例如可以采用借助扫描式电子显微镜进行观察而随机抽选的100个鳞片状石墨11的扁平度的算术平均值。以下说明的鳞片状石墨11的主表面的短轴长ly的算术平均值(平均短轴长度)、鳞片状石墨11的厚度t的算术平均值(平均厚度)也能够同样地求出。
[0076]
鳞片状石墨11的主表面的短轴长ly的算术平均值(平均短轴长)优选为0.2μm以上且50μm以下,更优选为0.3μm以上且30μm以下,进一步优选为0.5μm以上且10μm以下。
[0077]
鳞片状石墨11为呈鳞片状的石墨即可,作为鳞片状石墨11,可优选使用膨胀化石墨。据此,能够使导热片100的强度、可靠性、导热性进一步优异。
[0078]
膨胀化石墨可通过如下方式获得:例如,以具有层状结晶结构的石墨为原料,利用氧化剂进行酸处理而形成层间化合物,之后进行清洗,于高温进行加热处理而使层间化合物膨胀,由此得到膨胀化石墨。
[0079]
作为膨胀化石墨的原料,并无特别限定,例如可列举:天然石墨、集结(kish)石墨等具有层状结晶结构的石墨粒子。
[0080]
作为上述氧化剂,并无特别限定,例如可列举:硫酸、硝酸、磷酸、过氯酸等酸、及铬酸、过锰酸、过碘酸、过氧化氢等。
[0081]
上述加热处理的温度优选为400℃以上且1000℃以下。
[0082]
鳞片状石墨11在导热部10中的含有率并无特别限定,优选为10质量%以上且90质量%以下,更优选为30质量%以上且85质量%以下,进一步优选为50质量%以上且80质量%以下。
[0083]
据此,能够以更高的水平兼顾导热部10的导热性及柔软性。
[0084]
(树脂纤维)
[0085]
各导热部10包含树脂纤维12。据此,能够在导热部10内较佳地保持上述鳞片状石墨11。另外,与设置致密的树脂层的情形相比,能够提高柔软性。另外,在使导热片100变形的情况下,导热片100整体也能够确保鳞片状石墨11彼此较佳地接触的状态。
[0086]
作为树脂纤维12的构成材料,例如可列举:聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二醇酯、聚乳酸等聚酯;聚乙烯、聚丙烯等聚烯烃;聚对亚苯基对苯二甲酰胺等芳香族聚酰胺(芳香族聚酰胺树脂)、尼龙6、尼龙6,6等脂肪族聚酰胺等聚酰胺;聚醚醚酮等聚醚酮;丙烯酸树脂、聚乙酸乙烯酯、聚乙烯醇、聚苯硫醚、聚对亚苯基苯并噁唑、聚酰亚胺、聚碳酸酯、聚苯乙烯、丙烯腈-丁二烯-苯乙烯系树脂(abs树脂)、聚氯乙烯系树脂、苯氧树脂等热塑性树脂;环氧树脂、酚醛树脂、三聚氰胺树脂、不饱和聚酯等热固性树脂、或这些各种树脂的构成单体的共聚物(例如,乙烯-乙烯醇共聚物)、改性树脂(例如,顺丁烯二酸改性树脂等)、聚合物合金等,可使用选自这些树脂纤维中的1种、或组合2种以上而使用。
[0087]
其中,树脂纤维12优选由芳香族聚酰胺树脂构成。据此,能够使导热部10的强度、导热片100整体的强度更优异。另外,能够使导热片100的耐热性更优异。另外,能够有效地防止在导热片100成型等时,树脂纤维12意外地熔融、变形等,更确切而言,能够使导热片100的柔软性更优异。应予说明,作为树脂纤维12,也可以使用组成彼此不同的多种纤维。
[0088]
树脂纤维12的平均长度并无特别限定,优选为1.5mm以上且20mm以下,更优选为2.0mm以上且18mm以下,进一步优选为3.0mm以上且16mm以下。据此,在导热部10中,能够更佳地保持鳞片状石墨11,能够更可靠地防止鳞片状石墨11意外地脱落。其结果,能够使导热片100的耐久性、可靠性更优异。另外,能够使导热片100的柔软性更优异。
[0089]
应予说明,在本实施方式的导热片中,作为纤维的平均长度,例如可以采用借助扫描式电子显微镜进行观察而随机抽选的100根纤维的长度的算术平均值。
[0090]
树脂纤维12的平均宽度优选为1.0μm以上且50μm以下,更优选为2.0μm以上且40μm以下,进一步优选为3.0μm以上且30μm以下。据此,在导热部10中,能够更佳地保持鳞片状石墨11,能够更可靠地防止鳞片状石墨11意外地脱落。其结果,能够使导热片100的耐久性、可靠性更优异。另外,能够使导热片100的柔软性更优异。
[0091]
应予说明,在本实施方式的导热片中,作为纤维的平均宽度,例如可以采用借助扫描式电子显微镜进行观察而随机抽选的100根纤维的宽度的算术平均值。
[0092]
树脂纤维12在导热部10中的含有率并无特别限定,优选为7质量%以上且90质量%以下,更优选为12质量%以上且70质量%以下,进一步优选为18质量%以上且50质
量%以下。据此,能够以更高的水平兼顾导热部10的导热性及柔软性。
[0093]
据此,能够以更高的水平兼顾导热部10的导热性及柔软性。
[0094]
(其他成分)
[0095]
导热部10也可以包含除上述成分以外的成分。作为像这样的其他成分,例如可列举:粘合剂、凝聚剂、增塑剂、着色剂、抗氧化剂、紫外线吸收剂、光稳定剂、软化剂、改性剂、防锈剂、填充剂、表面润滑剂、防腐剂、耐热稳定剂、润滑剂、引子、抗静电剂、阻聚剂、交联剂、催化剂、流平剂、增粘剂、分散剂、抗老化剂、阻燃剂、抗水解剂、防腐剂、碳纤维、碳纳米管、碳纳米纤维、纤维素纳米纤维、富勒烯、金属纤维、金属粒子等。
[0096]
于20℃的导热部10在导热片100的厚度方向(z轴方向)上的导热率优选为10w/m
·
k以上且200w/m
·
k以下,更优选为15w/m
·
k以上且180w/m
·
k以下,进一步优选为20w/m
·
k以上且160w/m
·
k以下。应予说明,在本实施方式的导热片中,作为导热率,可采用如下的值:依据jis(japanese industrial standard,日本工业标准)r1611,借助激光闪光法求出热扩散率(mm2/s),计算出热扩散率与热容量(密度
×
比热)的乘积。
[0097]
导热部10的厚度(导热部10的厚度方向上的长度。在图3、图4所示的构成中为y轴方向上的长度。)并无特别限定,优选为50μm以上且300μm以下,更优选为55μm以上且270μm以下,进一步优选为60μm以上且250μm以下。据此,能够以更高的水平兼顾导热部10的导热性及柔软性。另外,能够使导热片100的生产率更优异。
[0098]
应予说明,导热片100所具备的多个导热部10可以具有相同的厚度,也可以具有不同的厚度,在具有厚度彼此不同的导热部10的情况下,导热片100所具备的多个导热部10的总个数中的厚度包含在上述范围内的导热部的比率优选为50%以上,更优选为70%以上,进一步优选为90%以上。
[0099]
导热部10在导热片100整体中所占的体积率优选为30体积%以上且90体积%以下,更优选为40体积%以上且85体积%以下,进一步优选为50体积%以上且82体积%以下。据此,能够以更高的水平兼顾导热部10的导热性及柔软性。
[0100]
(接合部)
[0101]
导热片100具备多个接合部20,该接合部20以将上述各导热部10与导热部10的主表面接触的方式将各导热部10接合。特别是,在本实施方式中,接合部20在x轴方向上延伸。
[0102]
导热片100具备至少1个接合部20即可,但在图示的构成中,具备多个接合部20。更具体而言,在图示的构成中,导热片100具备:多个接合部20以及多个接合部20,导热部10与接合部20沿y轴方向交替地配置,在y轴方向上的两端部配置有导热部10。换言之,在将导热片100所具备的导热部10的个数设为n个时,导热片100所具备的接合部20的个数为(n-1)个。
[0103]
另外,接合部20由具有柔软性的树脂材料构成。进而,接合部局部地形成空隙层。在空隙层中包含空气或树脂材料固化时产生的气体。另外,树脂材料的一部分渗入于导热部的空隙部。空隙层在接合部中所占的比率优选为2体积%以上且30体积%以下。
[0104]
(树脂材料)
[0105]
构成接合部20的树脂材料(具有柔软性的树脂材料)具有将相邻的导热部10接合的功能。构成接合部20的树脂材料具有柔软性。因此,导热片100例如能够较佳地追随于该发热体hg的表面形状。其结果,例如能够凭借与上述部件的关系而较佳地进行导热、散热。
另外,在导热片100发生变形时,能够较佳地防止导热片100破损等。
[0106]
构成接合部20的树脂材料与构成上述导热部10的树脂纤维12不同,其足够致密。如下文中所详述,可使用呈液态的树脂材料20'、或呈片状的树脂材料20'(将呈液态的组合物成型为片状而得到的)而较佳地形成像这样的接合部20。
[0107]
构成接合部20的树脂材料并无特别限定,可较佳地使用除硬质树脂以外的树脂材料、例如柔软性环氧树脂、聚氨酯系树脂、橡胶系树脂、氟系树脂、硅系树脂、热塑性弹性体等。
[0108]
另外,作为构成接合部20的树脂材料,优选为,如图5所示,包含:具有环状分子41、第一聚合物42及封端基43的聚轮烷40、以及第二聚合物50,聚轮烷40与第二聚合物50借助环状分子41而键合,上述第一聚合物42具有直链状的分子结构且将环状分子41呈穿刺状地包合,上述封端基43设置于第一聚合物42的两端附近。
[0109]
据此,能够使借助接合部20将导热部10彼此接合的接合强度、导热片100的耐久性足够优异,并且使导热片100的耐热性(例如也能够耐受200℃以上的使用环境的耐热性)、柔软性特别优异。另外,在制造导热片100时,像这样的树脂材料易于渗入至存在于导热部10中的微小空隙部。因此,也有利于进一步提高导热片100的耐久性或导热性。
[0110]
特别是,箭头方向上的变形的应力负载于如图5a所示的状态的树脂材料(接合部20)的情况下,树脂材料可采用如图5b所示的形态。即,环状分子41能够沿第一聚合物42移动(换言之,第一聚合物42能够在环状分子41内移动),因此能够在树脂材料内(接合部20中)较佳地吸收变形的应力。因此,在施加有较大变形力(例如,扭转的外力等)的情况下,也能够有效地防止接合部20破损、或接合部20自导热部10剥离等。
[0111]
以下,对包含聚轮烷40和第二聚合物50的树脂材料详细地进行说明。构成聚轮烷40的环状分子41能够沿第一聚合物42移动即可,优选为可经取代的环糊精分子,该环糊精分子优选选自由α-环糊精、β-环糊精、γ-环糊精及它们的衍生物组成的组。
[0112]
如上所述,聚轮烷40中的环状分子41的至少一部分与第二聚合物50的至少一部分键合。
[0113]
作为环状分子41所具有的官能团(与第二聚合物50键合的官能团),例如可列举:-oh基、-nh2基、-cooh基、环氧基、乙烯基、硫醇基、光交联基团等。应予说明,作为光交联基团,例如可列举:肉桂酸、香豆素、查耳酮、蒽、苯乙烯基吡啶、苯乙烯基吡啶鎓盐、苯乙烯基喹啉鎓盐等。
[0114]
在将环状分子41借助第一聚合物42呈穿刺状地包合时能够最大限度地包合的环状分子41的量设为1的情况下,由第一聚合物42呈穿刺状地包合的环状分子41的量优选为0.001以上且0.6以下,更优选为0.01以上且0.5以下,进一步优选为0.05以上且0.4以下。应予说明,也可使用2种以上不同的环状分子41。
[0115]
作为构成聚轮烷40的第一聚合物42,例如可列举:聚乙烯醇、聚乙烯吡咯烷酮、聚(甲基)丙烯酸、纤维素系树脂(羧甲基纤维素、羟乙基纤维素、羟丙基纤维素等)、聚丙烯酰胺、聚环氧乙烷、聚乙二醇、聚丙二醇、聚乙烯醇缩醛系树脂、聚乙烯基甲基醚、聚胺、聚乙烯亚胺、酪蛋白、明胶、淀粉等和/或它们的共聚物、与聚乙烯、聚丙烯及其他烯烃系单体的共聚树脂等聚烯烃系树脂、聚酯树脂、聚氯乙烯树脂、聚苯乙烯或丙烯腈-苯乙烯共聚树脂等聚苯乙烯系树脂、聚甲基丙烯酸甲酯或(甲基)丙烯酸酯共聚物、丙烯腈-丙烯酸甲酯共聚树
脂等丙烯酸系树脂、聚碳酸酯树脂、聚氨酯树脂、氯乙烯-乙酸乙烯酯共聚树脂、聚乙烯醇缩丁醛树脂等;以及它们的衍生物或改性体、聚异丁烯、聚四氢呋喃、聚苯胺、丙烯腈-丁二烯-苯乙烯共聚物(abs树脂)、尼龙等聚酰胺类、聚酰亚胺类、聚异戊二烯、聚丁二烯等聚二烯类、聚二甲基硅氧烷等聚硅氧烷类、聚砜类、聚亚胺类、聚乙酸酐类、聚脲类、聚硫化物类、聚膦腈类、聚酮类、聚苯类、聚卤代烯烃类或它们的衍生物,特别优选为聚乙二醇。
[0116]
第一聚合物42的重均分子量优选为1万以上,更优选为2万以上,进一步优选为3.5万以上。应予说明,也可使用2种以上不同的第一聚合物42。
[0117]
作为环状分子41与第一聚合物42的组合,优选为,环状分子41为可经取代的α-环糊精,第一聚合物42为聚乙二醇。
[0118]
构成聚轮烷40的封端基43为具有防止环状分子41脱离第一聚合物42的功能的基团即可,并无特别限定,例如可列举:二硝基苯基类、环糊精类、金刚烷基类、三苯甲基类、荧光素类、芘类、取代苯类(作为取代基,可列举:烷基、烷氧基、羟基、卤素、氰基、磺酰基、羧基、氨基、苯基等。取代基可存在1个或多个)、可经取代的多核芳香族类、类固醇类等。作为构成取代苯类、取代多核芳香族类的取代基,例如可列举:烷基、烷氧基、羟基、卤素、氰基、磺酰基、羧基、氨基、苯基等。取代基可存在1个或多个。应予说明,也可使用2种以上不同的封端基43。
[0119]
在树脂材料(接合部20)中,至少一部分的聚轮烷40借助环状分子41而与第二聚合物50键合,不过,树脂材料(接合部20)中,也可以包含未与第二聚合物50键合的聚轮烷40,聚轮烷40彼此也可以键合。
[0120]
第二聚合物50借助环状分子41而与聚轮烷40键合。作为第二聚合物50所具有的与环状分子41键合的官能团,例如可列举:-oh基、-nh2基、-cooh基、环氧基、乙烯基、硫醇基、光交联基团等。应予说明,作为光交联基团,例如可列举:肉桂酸、香豆素、查耳酮、蒽、苯乙烯基吡啶、苯乙烯基吡啶鎓盐、苯乙烯基喹啉鎓盐等。
[0121]
作为第二聚合物50,例如可列举具有如下各种树脂的骨架且具有上述官能团的物质,该树脂为:聚乙烯醇、聚乙烯吡咯烷酮、聚(甲基)丙烯酸、纤维素系树脂(羧甲基纤维素、羟乙基纤维素、羟丙基纤维素等)、聚丙烯酰胺、聚环氧乙烷、聚乙二醇、聚丙二醇、聚乙烯醇缩醛系树脂、聚乙烯基甲基醚、聚胺、聚乙烯亚胺、酪蛋白、明胶、淀粉等和/或它们的共聚物、与聚乙烯、聚丙烯及其他烯烃系单体的共聚树脂等聚烯烃系树脂、聚酯树脂、聚氯乙烯树脂、聚苯乙烯或丙烯腈-苯乙烯共聚树脂等聚苯乙烯系树脂、聚甲基丙烯酸甲酯或(甲基)丙烯酸酯共聚物、丙烯腈-丙烯酸甲酯共聚树脂等丙烯酸系树脂、聚碳酸酯树脂、聚氨酯树脂、氯乙烯-乙酸乙烯酯共聚树脂、聚乙烯醇缩丁醛树脂等;以及它们的衍生物或改性体、聚异丁烯、聚四氢呋喃、聚苯胺、丙烯腈-丁二烯-苯乙烯共聚物(abs树脂)、尼龙等聚酰胺类、聚酰亚胺类、聚异戊二烯、聚丁二烯等聚二烯类、聚二甲基硅氧烷等聚硅氧烷类、聚砜类、聚亚胺类、聚乙酸酐类、聚脲类、聚硫化物类、聚膦腈类、聚酮类、聚苯类、聚卤代烯烃类。
[0122]
另外,第二聚合物50与环状分子41也可以借助交联剂而化学键合。
[0123]
交联剂的分子量优选为未达2000,更优选为未达1000,进一步优选为未达600,最优选为未达400。
[0124]
作为交联剂,例如可列举:三聚氯氰、均苯三甲酰氯、对苯二甲酰氯、表氯醇、二溴苯、戊二醛、苯二异氰酸酯、甲苯二异氰酸酯、二乙烯基砜、1,1'-羰基二咪唑、烷氧基硅烷类
等。应予说明,也可以使用2种以上不同的交联剂。
[0125]
另外,第二聚合物50可以为均聚物,也可以为共聚物。在树脂材料(接合部20)中,至少一部分的第二聚合物50借助环状分子41而与聚轮烷40键合,不过,树脂材料(接合部20)中,也可以包含未与聚轮烷40键合的第二聚合物50,第二聚合物50彼此也可以键合。应予说明,也可以使用2种以上不同的第二聚合物50。
[0126]
树脂材料(接合部20)中的聚轮烷40的含量相对于第二聚合物50的含量的比率以重量比计优选为1/1000以上。
[0127]
(其他成分)
[0128]
接合部20也可以包含除上述成分以外的成分(其他成分)。作为像这样的成分,例如可列举:增塑剂、着色剂、抗氧化剂、紫外线吸收剂、光稳定剂、软化剂、改性剂、防锈剂、填充剂、表面润滑剂、防腐剂、耐热稳定剂、润滑剂、引子、抗静电剂、阻聚剂、交联剂、催化剂、流平剂、增粘剂、分散剂、抗老化剂、阻燃剂、抗水解剂、防腐剂等。
[0129]
本实施方式的导热片100呈层状。接合部20的厚度t20(呈层状的接合部20的厚度方向上的长度。在图3、图4所示的构成中为y轴方向上的长度)并无特别限定,优选为0.1μm以上且200μm以下,更优选为0.1μm以上且100μm以下,进一步优选为0.1μm以上且50μm以下。据此,能够以更高的水平兼顾导热部10的导热性及柔软性。另外,可使导热片100的生产率更优异。
[0130]
应予说明,在导热片100具备多个接合部20的情况下,这些多个接合部20可以具有相同的厚度,也可以具有不同的厚度,在具有厚度彼此不同的接合部20的情况下,导热片100所具备的多个导热部10的总个数中的厚度包含在上述范围内的导热部的比率优选为50%以上,更优选为70%以上,进一步优选为90%以上。
[0131]
在图示的构成中,在导热片100的两面,导热部10与接合部20为同一平面,但设置有导热部10的部位的导热片100的厚度t100和设置有接合部20的部位的导热片100的厚度t100可以不同。例如,在图示的构成中,各接合部20在导热片100的两个主表面露出,但接合部20中的至少1者可仅在导热片100的一个面露出,也可以不在导热片100的两个主表面中的任一者露出。
[0132]
接合部20在导热片100整体中所占的体积率优选为10体积%以上且70体积%以下,更优选为15体积%以上且60体积%以下,进一步优选为18体积%以上且50体积%以下。据此,能够以更高的水平兼顾导热部10的导热性及柔软性。
[0133]
应予说明,在图示的构成中,导热部10与接合部20的交界明确,但导热部10与接合部20的交界也可因例如导热部10、接合部20中的至少一者的构成材料扩散、相溶等而变得不明确。在像这样的情况下,导热部10为鳞片状石墨11的含有率及树脂纤维12的含有率高于接合部20中的该鳞片状石墨及树脂纤维的含有率的区域,接合部20为上述树脂材料的含有率高于导热部10中的上述树脂材料的含有率的区域,也能够将两者区分开。
[0134]
另外,导热片100的用途并无特别限定,例如可用作各种散热片等。
[0135]
导热片100的厚度t100(z轴方向上的长度)优选为0.2mm以上且5mm以下,更优选为0.3mm以上且4mm以下,进一步优选为0.5mm以上且3mm以下。据此,能够更佳地追随发热体hg的表面形状,能够更佳地导热、散热。另外,能够以更高的水平兼顾导热片100的柔软性及耐久性。
[0136]
导热片100的两个主表面的表面粗糙度ra优选为0.1μm以上且100μm以下,更优选为0.2μm以上且80μm以下,进一步优选为0.3μm以上且60μm以下。据此,能够防止导热片100的生产率明显地下降,并且更佳地追随发热体hg的表面形状,能够更佳地导热、散热。
[0137]
应予说明,导热片100的表面粗糙度ra例如可依据jis b 0601-2013来测定。另外,导热片100的表面粗糙度ra可借助研磨处理等来调整。
[0138]
(导热片100的厚度方向上的导热率)
[0139]
在导热片100的厚度方向上以0.2n/mm2的面压按压该导热片时,将导热片100的厚度方向上的导热率设为λ
0.2
[w/m
·
k],在导热片100的厚度方向上以0.8n/mm2的面压按压该导热片时,将导热片100的厚度方向上的导热率设为λ
0.8
[w/m
·
k],此时,优选满足1.5≤λ
0.8
/λ
0.2
≤3.5的关系,更优选满足1.7≤λ
0.8
/λ
0.2
≤3.2的关系,进一步优选满足1.9≤λ
0.8
/λ
0.2
≤3.0的关系。
[0140]
若λ
0.8
/λ
0.2
的值过小,则根据与导热片接触的部件的条件,有可能导热片与发热体hg或散热体的密接性变得不充分而无法充分地发挥导热性。另一方面,若λ
0.8
/λ
0.2
过大,则有可能形状的稳定性下降,从而导热片的耐久性下降、或各批次的性能差异变大而无法维持稳定的性能。因此,λ
0.8
/λ
0.2
较理想的是设为上述范围内。
[0141]
使用激光闪光法对导热片100的主表面测定的导热片100的厚度方向上的导热率优选为10w/m
·
k以上且200w/m
·
k以下,更优选为15w/m
·
k以上且180w/m
·
k以下,进一步优选为20w/m
·
k以上且160w/m
·
k以下。
[0142]
据此,获得如下效果:确保导热片的高导热性,能够更佳地导热、散热。
[0143]
在导热片100的厚度方向上以0.2n/mm2的面压按压该导热片时,该导热片100的厚度优选为0.1mm以上且5mm以下,更优选为0.2mm以上且4mm以下,进一步优选为0.3mm以上且3mm以下。
[0144]
据此,以具有高追随性的导热片的厚度,吸收发热体hg及散热体表面的凹凸,充分地确保密接性,据此获得将界面热阻抑制地较低,能够更佳地导热、散热的效果。
[0145]
[实施方式2]
[0146]
接下来,基于图6~图7,对实施方式2的导热片进行说明。在这些图中,图6是表示实施方式2的导热片200的示意立体图,图7是表示实施方式2的导热片200的示意侧视图。在以下的说明中,以与上述实施方式1的不同点为中心进行说明,适当地省略相同事项的说明。
[0147]
在上述实施方式中,导热片100的法线n100与导热部10的法线n10正交(这些法线所成的角为90
°
),与此相对,在实施方式2的导热片200中,导热片200的法线n100与导热部10的法线n10不正交。如上所述,在本实施方式的导热片200中,导热片200的法线n100与导热部10的法线n10所成的角θ1为25
°
以上且90
°
以下即可,如本实施方式,导热片200的法线n100与导热部10的法线n10可以不正交。在像这样的情况下,也获得如上所述的效果。
[0148]
另外,通过导热片200的法线n100与导热部10的法线n10不正交,使得针对导热片200的厚度方向上的压力的耐久性提高。认为其原因在于:在导热片200的法线n100与导热部10的法线n10正交的情况下,在导热片200的厚度方向上施加压力时,因导热部10与接合部20的刚性不同等而使得导热部10屈曲,导热部10与接合部20容易剥离,与此相对,在导热片200的法线n100与导热部10的法线n10不正交的情况下,在导热片200的厚度方向上施加
压力时,该压力包含将导热部10与接合部20压紧的方向上的力的成分,该成分有助于使导热部10与接合部20密接。
[0149]
如本实施方式,在导热片200的法线n100与导热部10的法线n10不正交的情况下,导热片200的法线n100与导热部10的法线n10所成的角θ1优选为30
°
以上且85
°
以下,更优选为35
°
以上且80
°
以下,进一步优选为40
°
以上且75
°
以下。据此,更明显地发挥上述效果。
[0150]
[实施方式3]
[0151]
接下来,基于图8,对实施方式3的导热片进行说明。图8是表示实施方式3的导热片300的示意俯视图。在以下的说明中,以与上述实施方式的不同点为中心进行说明,适当地省略相同事项的说明。
[0152]
本实施方式的导热片300具备:片主体100',其具有与上述实施方式的导热片100相同的构成;以及壳体30,其与该片主体的外周接触而设置。即,除具备壳体30以外,具有与上述实施方式相同的构成。
[0153]
根据像这样的构成,在导热部10与接合部20的接合强度比较低的情况下、或导热部10本身的强度较低的情况下、接合部20本身的强度较低等情况下,也能够较佳地防止导热片300破损。特别是,在使导热片300追随应用其的发热体hg的表面时使导热片300比较大地变形等情况下,也能够较佳地防止导热片300破损。另外,在制造导热片300时,能够有效地防止发生意外的变形,能够更佳地制造所期望的形状的导热片300。特别是,能够更佳地制造如上所述的厚度(z轴方向上的长度)比较小的导热片300。
[0154]
作为壳体30的构成材料,例如可列举:聚乙烯、聚丙烯、聚甲基戊烯等聚烯烃、聚氯乙烯、聚偏二氯乙烯(pvdc)、聚对苯二甲酸乙二醇酯等聚酯、或它们的共聚物等各种树脂材料、或铝、铜、铁、不锈钢等各种金属材料等,可使用选自它们中的1种、或组合2种以上而使用,特别优选为聚偏二氯乙烯。聚偏二氯乙烯针对各种树脂材料等的密接性优异,并且也具有自粘性,因此能够有效地防止意外地自片主体100'脱落,能够更明显地发挥如上所述的效果。另外,聚偏二氯乙烯的拉伸弹性模量也较大,因此,制造导热片300时的处理容易性变得特别优异。
[0155]
壳体30的宽度w优选为3μm以上且2000μm以下,更优选为5μm以上且150μm以下,进一步优选为30μm以上且1000μm以下。据此,使导热片100的柔软性足够优异,并且更明显地发挥由设置壳体30而实现的效果。应予说明,壳体30的宽度w可以在各部位恒定,也可以不同。
[0156]
壳体30的z轴方向上的长度并无特别限定,优选为0.2mm以上且5mm以下,更优选为0.3mm以上且4mm以下,进一步优选为0.5mm以上且3mm以下。
[0157]
应予说明,在下文叙述的图14c的构成中,壳体30设置于片主体100'的外周整体,但也可以仅设置于片主体100'的外周的一部分。例如,壳体30也可以仅设置于片主体100'的与y轴平行的边、以及与这些边连接的与x轴平行的边的一部分。在像这样的情况下,也充分地发挥如上所述的效果。另外,能够抑制壳体30的材料的使用量,就节省资源、减少成本等观点而言也是有利的。
[0158]
(导热片的使用形态)
[0159]
接下来,对本实施方式的导热片的使用形态进行说明。本实施方式的导热片的导热性、特别是厚度方向上的导热性优异,且柔软性也优异。因此,能够较佳地用于冷却作为
发热体hg的高温部件。本实施方式的导热片通常是以与高温部件的表面的至少一部分接触的方式使用。另外,本实施方式的导热片也可以根据应用的高温部件的大小、形状等而视需要来切断使用。另外,也可以在单个高温部件中应用多片导热片。
[0160]
作为高温部件,只要为较放置该高温部件的环境变为更高温的部件即可,无特别限定。例如,可列举:计算机的中央运算处理装置(cpu)、图像处理用运算处理器(gpu)、fpga(field programmable gate array,现场可编程门阵列)、asic(application specific integrated circuit,专用集成电路)等电子元器件、发光二极管(led)、液晶、电致发光(el)等电子元器件等。
[0161]
作为应用导热片的高温部件,其表面的最高到达温度(在未应用导热片的情况下到达的最高温度)优选为40℃以上且250℃以下,更优选为50℃以上且200℃以下,进一步优选为60℃以上且180℃以下。作为像这样的高温部件,例如可列举:计算机的中央运算处理装置(cpu)、图像处理用运算处理器(gpu)等电子元器件、或发光二极管(led)、液晶、电致发光(el)等电子元器件、锂离子电池等各种电池等。
[0162]
[实施方式1的导热片的制造方法]
[0163]
接下来,对实施方式的导热片的制造方法进行说明。首先,参照图9a~图11,对上述实施方式1的导热片100的制造方法进行说明。在这些图中,图9a~图9c是表示实施方式1的导热片的制造方法的示意剖视图,图10、图11分别是表示层叠步骤的另一例的示意剖视图。
[0164]
实施方式1的导热片的制造方法包括:
[0165]
·
导热部形成用片准备步骤,该步骤中,如图9a所示,准备用于形成导热部10的导热部形成用片10';
[0166]
·
层叠步骤,该步骤中,如图9b所示,隔着树脂材料20'将导热部形成用片10'层叠,获得层叠体60;
[0167]
·
切断步骤,该步骤中,如图9c所示,将层叠体60在导热部形成用片10'的层叠方向上切断。
[0168]
据此,能够提供一种导热片的制造方法,其能够较佳地制造厚度方向上的导热性优异且柔软性也优异的导热片。以下,对各步骤详细地进行说明。
[0169]
(导热部形成用片准备步骤)
[0170]
在导热部形成用片准备步骤中,如图9a所示,准备用于形成导热部10的导热部形成用片10'。作为导热部形成用片10',例如可使用通过将鳞片状的石墨(鳞片状石墨)11与树脂纤维12进行混抄得到的片材。通过混晶得到的导热部形成用片10'以鳞片状石墨11的厚度方向沿该导热部形成用片10'的厚度方向的方式较佳地取向。
[0171]
优选在通过混抄而成型为片状后,实施干燥处理。据此,能够去除混抄时所使用的水分,处理变得容易。另外,导热部形成用片10'的形状的稳定性、强度提高。
[0172]
优选在通过混抄而成型为片状后,在该片的厚度方向上实施加热加压处理。据此,能够使鳞片状石墨11更佳地取向。另外,导热部形成用片10'的形状的稳定性、强度提高。另外,能够去除混抄时所使用的水分,处理变得容易。
[0173]
特别是,导热部形成用片10'优选使用具有以下各步骤的方法来制造。即,导热部形成用片10'优选利用具有如下步骤的方法来制造:混抄步骤,该步骤中,将鳞片状的石墨
(鳞片状石墨)11与树脂纤维12混抄;第一加压步骤(第一冲压步骤),该步骤中,在混抄物的厚度方向上进行加压;干燥步骤;以及第二加压步骤(第二冲压步骤),该步骤中,一边在混抄物的厚度方向上进行加压一边进行加热。
[0174]
第一加压步骤可于室温(例如10℃以上且35℃以下)较佳地进行。另外,第一加压步骤的冲压压力例如可设为1mpa以上且30mpa以下。
[0175]
干燥步骤可利用减压、加热、自然干燥而进行,在利用加热而进行的情况下,加热温度可设为40℃以上且100℃以下。
[0176]
第二加压步骤的加热温度(热冲压表面温度)例如可设为100℃以上且400℃以下。另外,第二加压步骤的冲压压力例如可设为10mpa以上且40mpa以下。
[0177]
作为导热部形成用片10'的构成材料(鳞片状石墨11、树脂纤维12等),可列举与上述壳体30的构成材料相同的材料,优选满足与上述导热部10中所说明的构成材料相同的条件。据此,获得与上述效果相同的效果。
[0178]
导热部形成用片10'的厚度通常与上述导热部10的厚度相同。在本步骤中,通常准备多片导热部形成用片10',例如也可以仅准备1片带状(布匹状)的导热部形成用片10'。在像这样的情况下,也能够在之后的层叠步骤中较佳地获得层叠体。
[0179]
(层叠步骤)
[0180]
在层叠步骤中,如图9b所示,隔着树脂材料20'将导热部形成用片10'层叠,获得层叠体60。树脂材料20'应当在导热片100中成为接合部20。本步骤中所使用的树脂材料20'可呈液态,也可呈片状(例如,预浸体等)。
[0181]
树脂材料20'是与构成上述接合部20的树脂材料对应的材料。更具体而言,树脂材料20'可以为满足与构成上述接合部20的树脂材料相同的条件的材料,也可以为其前驱物。作为前驱物,除聚合度更低的单体、二聚物、低聚物或预聚物等以外,可列举交联度更低的树脂材料等。
[0182]
树脂材料(树脂材料组合物)20'也可以包含除上述成分以外的成分。作为像这样的成分,例如可列举:聚合引发剂、交联剂、溶剂等。在本步骤中所使用的树脂材料20'呈液态的情况下,在本步骤中,通常将树脂材料20'涂敷于导热部形成用片10'的表面。树脂材料20'的涂敷量在导热部形成用片10'的各部位可以相同,也可以不同。另外,树脂材料20'可以赋予至导热部形成用片10'的整个表面,也可以仅赋予至导热部形成用片10'的表面的一部分。
[0183]
在图9a~图9b所示的构成中,将多片所准备的单片的导热部形成用片10'隔着树脂材料20'进行层叠,例如也可以如图10所示的层叠体60b那样,对被赋予树脂材料20'的导热部形成用片10'(特别是,带状的导热部形成用片10')进行卷绕。另外,也可通过如下方式获得层叠体60c:如图11所示的层叠体60c那样,将被赋予树脂材料20'的导热部形成用片10'(特别是,带状的导热部形成用片10')折叠成蛇腹状,由此获得层叠体60c。
[0184]
在本步骤中,至少进行隔着树脂材料20'将导热部形成用片10'层叠的处理即可,但也可视需要进行其他处理。例如,也可以进行使树脂材料20'软化或熔融的加热处理,在树脂材料20'包含溶剂的情况下,也可以利用减压、加热、风干等而进行干燥处理,也可以进行用于提高树脂材料20'的聚合度、交联度的聚合处理、交联处理,也可以进行用于提高导热部形成用片10'与树脂材料20'的密接性(导热部10与接合部20的密接性)的加压处理(压
接处理)。
[0185]
另外,在本步骤中,也可以通过如下方式获得目标层叠体60:预先准备利用树脂材料20'将多个导热部形成用片10'接合而成的单元,进而将该单元层叠、接合。
[0186]
(切断步骤)
[0187]
在切断步骤中,如图9c所示,将层叠体60在导热部形成用片10'的层叠方向(层叠体60的厚度方向)上切断。据此,获得上述导热片100。特别是,通过进行多次切断,获得多片导热片100。此时,通过调整切断时的厚度,能够获得所期望的厚度的导热片100。在获得多片导热片100的情况下,各导热片100可以具有相同的厚度,也可以具有彼此不同的厚度。另外,也可以以1片导热片100的各部位的厚度不同的方式将层叠体60切断。
[0188]
另外,本步骤也可以在将层叠体60冷却后的状态下进行。据此,例如能够更有效地抑制树脂材料20'在本步骤中弹性变形,能够更高效率地进行本步骤。另外,在切断厚度(导热片100的厚度t100)比较薄的情况下,也能够较佳地进行本步骤,能够高效率地防止成品率下降。在将层叠体60冷却后的状态下进行本步骤的情况下,本步骤的层叠体60的温度优选为10℃以下,更优选为0℃以下,进一步优选为-10℃以下。据此,更明显地发挥如上所述的效果。
[0189]
[实施方式2的导热片的制造方法]
[0190]
接下来,基于图12a~图13b,对实施方式2的导热片的制造方法进行说明。图12a~图12d是表示实施方式2的导热片的制造方法的示意剖视图。图13a~图13b是示意性地表示按压步骤前后的导热片的厚度的变化及导热部的倾斜度的变化的纵剖视图,图13a是表示按压步骤前的状态的图,图13b是表示按压步骤后的状态的图。在以下的说明中,以与上述实施方式的不同点为中心进行说明,适当地省略相同事项的说明。
[0191]
实施方式2的导热片的制造方法包括:
[0192]
·
导热部形成用片准备步骤,该步骤中,如图12a所示,准备用于形成导热部10的导热部形成用片10';
[0193]
·
层叠步骤,该步骤中,如图12b所示,隔着树脂材料20'将导热部形成用片10'层叠,获得层叠体60;
[0194]
·
切断步骤,该步骤中,如图12b所示,以相对于导热部形成用片10'的层叠方向倾斜规定角度的方向将层叠体60切断;以及
[0195]
·
按压步骤,该步骤中,如图12c所示,在通过切断而获得的片部件200的厚度方向上按压该片部件。
[0196]
在图12c所示的切断步骤中,以相对于导热部形成用片10'的层叠方向(层叠体60的厚度方向)倾斜规定角度θ2的方向将层叠体60切断。换言之,除了层叠体60的切断方向不同且还具有按压步骤以外,与上述实施方式1的制造方法相同。根据像这样的构成,如图6所示,能够较佳地制造导热片200的法线n100与导热部10的法线n10不正交的导热片100。
[0197]
另外,在如上所述的切断步骤后,具有如图12c所示的按压步骤,由此,与按压步骤前相比,进一步提高导热部10与接合部20的密接性,从而能够使导热片的耐久性更优异。另外,能够较佳地制造更薄型的导热片200,并且能够更佳地调整导热片200中的导热片200的法线n100与导热部10的法线n10所成的角(参照图13a、图13b)。
[0198]
切断步骤中的层叠体60的切断方向优选满足以下的条件。即,导热部形成用片10'
的层叠方向(导热部形成用片10'的法线方向、层叠体60的厚度方向)与切断方向所成的角θ2优选为5
°
以上且85
°
以下,更优选为7
°
以上且60
°
以下,进一步优选超过10
°
且为50
°
以下,最优选为超过15
°
且为40
°
以下。据此,更明显地发挥上述效果。
[0199]
另外,按压步骤中的压力并无特别限定,优选为0.01mpa以上且1mpa以下,更优选为0.03mpa以上且0.7mpa以下,进一步优选为0.05mpa以上且0.5mpa以下。据此,更明显地发挥上述效果。
[0200]
[实施方式3的导热片的制造方法]
[0201]
接下来,基于图14a~图14d,对实施方式3的导热片的制造方法进行说明。图14a~图14d是表示实施方式3的导热片300的制造方法的示意剖视图。在以下的说明中,以与上述实施方式的不同点为中心进行说明,适当地省略相同事项的说明。
[0202]
实施方式3的导热片300的制造方法包括:
[0203]
·
导热部形成用片准备步骤,该步骤中,如图14a所示,准备用于形成导热部10的导热部形成用片10';
[0204]
·
层叠步骤,该步骤中,如图14b所示,隔着树脂材料20'将导热部形成用片10'层叠,获得层叠体60;
[0205]
·
壳体形成用膜设置步骤,该步骤中,如图14c所示,在层叠体60设置壳体形成用膜30';以及
[0206]
·
切断步骤,该步骤中,如图14d所示,将设置有壳体形成用膜30'的层叠体60在导热部形成用片10'的层叠方向上切断。
[0207]
换言之,除了在层叠步骤与切断步骤之间还包括壳体形成用膜设置步骤以外,与上述实施方式1的制造方法相同。
[0208]
根据像这样的构成,例如能够在导热片300中发挥如上所述的壳体30的功能。另外,例如能够抑制层叠体60在之后的切断步骤中意外地变形,能够更有效地防止在导热片300中产生意外的厚度差异。
[0209]
应予说明,在图14d中示出如下情形,即,在切断步骤中,将层叠体60在导热部形成用片10'的层叠方向(层叠体60的厚度方向)上切断,但也可以如上述实施方式2那样,将层叠体60以自相对于导热部形成用片10'的层叠方向(层叠体60的厚度方向)倾斜规定角度的方向切断。另外,在实施方式3的导热片300的制造方法中,也可以在切断步骤后,还具有如上述实施方式2中所说明的按压步骤。
[0210]
(壳体形成用膜设置步骤)
[0211]
图14c所示的壳体形成用膜设置步骤中,在层叠体60设置壳体形成用膜30'。壳体形成用膜30'可以以任意形态设置,优选设置在层叠体60的对置的两个侧面(厚度方向上的面)以及与这些侧面连接的上表面及下表面(层叠体60的层叠方向上的上表面及下表面)的至少一部分。根据像这样的构成,例如能够在导热片300中更有效地发挥如上所述的壳体30的功能。另外,例如能够更有效地抑制层叠体60在之后的切断步骤中意外地变形,能够进一步有效地防止在导热片300中产生意外的厚度差异。
[0212]
特别是,在图示的构成中,除层叠体60的对置的两个侧面以外,在上表面及下表面的整体,连续地设置有壳体形成用膜30'。据此,更明显地发挥如上所述的效果。
[0213]
另外,实施方式3的导热片300中,通过将壳体形成用膜30'卷绕于层叠体60来进行
壳体设置步骤。据此,在本步骤中,能够更有效地防止壳体形成用膜30'意外地剥离、或脱落,更可靠地发挥如上所述的效果。另外,切断步骤中的层叠体60的形状稳定性变得特别优异。
[0214]
在将壳体形成用膜30'卷绕于层叠体60的情况下,壳体形成用膜30'的厚度优选为3μm以上且100μm以下,更优选为5μm以上且80μm以下,进一步优选为7μm以上且50μm以下。据此,使导热片300的柔软性足够优异,并且更明显地发挥如上所述的效果。
[0215]
作为壳体形成用膜30'的构成材料,可列举与上述壳体30的构成材料相同的材料,优选满足与上述壳体30中所说明的构成材料相同的条件。据此,获得如上所述的效果。
[0216]
[实施方式4的导热片的制造方法]
[0217]
在以上的例子中,对隔着树脂材料20'将导热部形成用片10'层叠的方法进行了说明,但本发明并不将获得导热部与接合部的层叠结构的方法限定于上述方法。例如,也可以通过如下方式获得导热部与接合部的层叠结构:以使树脂材料20'含浸于导热部形成用片10'的状态进行层叠,针对层叠状态的导热部形成用片10'使树脂材料20'固化。另外,层叠方法除将多片切断成片状的导热部形成用片10'层叠以外,也可通过使预先形成的一个导热部形成用片10'卷取或折弯来设为层叠状态。
[0218]
例如,如图15所示,预先准备将所制作的导热部形成用片10'卷取成辊状所得的卷取体rl1。接着,将导热部形成用片10'的一端自卷取体rl1拉出而使其含浸于液体状的树脂材料20'。例如,使自辊拉出的导热部形成用片10'浸渍于蓄积有液体状的树脂材料20'的树脂槽bt。或者,也可以使用接触涂布或模嘴涂布等类型的涂布机、或利用喷雾进行涂布。
[0219]
将以此方式含浸或者涂布有树脂材料20'的导热部形成用片10'再次卷取于另一辊ro2。在该状态下,使树脂材料20'固化,由此能够获得层叠体60d。例如,通过使用热塑性树脂或紫外线固化性树脂,能够以卷取体rl2的形式获得层叠体60d,该层叠体是通过对含浸有未固化的树脂材料20'的呈层叠状态的导热部形成用片10'进行加热或紫外线照射等处理来使树脂材料20'固化而成的。在使树脂材料20'固化时,例如一边如图16所示使放置于闭塞空间cs内的卷取体rl2旋转,一边利用加热器ht进行加热、或者照射紫外线。
[0220]
另外,如果是该方法,则能够以树脂材料20'未固化的状态调整树脂的含浸量。通过预先测定卷取体rl1的重量,只要测定含浸有树脂材料20'的卷取体rl2的重量,即可根据该差量计算树脂材料20'的含浸量。在该树脂材料20'的含浸量相对于导热部形成用片10'过多的情况下,可使卷取体rl2旋转,借助离心分离来甩落树脂材料20'而调整为所期望的含浸量。另外,在树脂材料20'的含浸量过少的情况下,可送回至含浸步骤,以再次使树脂材料20'含浸于导热部形成用片10'。另外,也能够以如下方式调整含浸量:以液体状的树脂材料20'未固化的状态放置卷取体rl2,使树脂材料20'的一部分自然滴落。然而,在该情况下,也优选使卷取体rl2以恒定的速度旋转,以便树脂材料20'均匀地分布于卷取体rl2。
[0221]
可针对以此方式含浸有所期望的量的树脂材料20'的卷取体rl2,使树脂材料20'固化,获得层叠体60d。进而,对该层叠体60d进行切断步骤。如图17的剖视图所示,切断如下进行:以与卷取体rl2的卷取轴方向垂直的平面为切断面,使切断面间彼此平行,并使该切断面的间隔与导热片100的厚度对应地进行裁切。据此,获得切断的导热片的原纸。进而,视需要而将所获得的导热片的原纸切断成所期望的大小(例如图17中以虚线表示的矩形)来获得导热片100。应予说明,所获得的导热片100中的导热部10与接合部20的界面没有成为
图3所示的直线状,而是弯曲成圆弧状。另外,根据导热片原纸的切断位置,该导热片原纸的图案也略微不同。
[0222]
另外,层叠体60d的切断位置并不限定于图17所示的与辊ro2正交的平面,例如,如图18的侧视图所示,也可以在相对于辊ro2倾斜的平面进行切断。若为该切断方法,则可将所切断的导热片原纸的导热部10与接合部20的界面设为图7的剖视图所示的倾斜状态。
[0223]
或者,如图19a~图19c的剖视图所示,也可以将与卷取体rl2的辊ro2平行的平面设为切断面。在该情况下,也使切断面间彼此平行,并使该切断面的间隔与导热片100的厚度对应地进行裁切。据此,获得切断的导热片的原纸。进而,视需要而将所获得的导热片的原纸切断成所期望的大小来获得导热片100。应予说明,所获得的导热片100中的导热部10与接合部20的图案并非如图3所示在各位置成为相等的宽度或角度,而是略微倾斜。另外,根据导热片原纸的切断位置,该导热片原纸的宽度或角度也略微不同。在图19a的例子中,将切断位置设为不经过辊ro2的位置,但并不限定于该例,例如,如图19a的剖视图所示,也可以设为沿经过辊ro2的半径的剖面。若为该切断方法,则能够与切断位置无关地将所切断的导热片原纸的导热部10与接合部20的图案设为大致恒定,能够自一个层叠体60d获得均质的导热片100。或者,如图19c的剖视图所示,也可以在以辊ro2为中心的一定的区域内,使切断面彼此平行而进行切断,并且剩余区域设定为与该切断面正交的方向。若为该方法,则可以不像图19b的剖视图那样使切断面倾斜,而是在图19c中仅设为垂直方向与水平方向两个方向,因此获得能够容易地进行切断的优点。
[0224]
应予说明,在如上卷取导热部形成用片10'的构成中,并非必须限定于如图15所示卷取成剖视时为正圆状的构成,也可以设为椭圆状或轨道形状等。另外,在上述例中,示出了使用辊ro2作为芯体来卷取的构成,但也可以设为无芯体的无芯式卷取体。
[0225]
进而,在以上的例子中,以俯视时为矩形的例子对导热片100进行了说明,然而,当然可根据发热体hg或散热件的形状来适当地设定导热片100的形状。
[0226]
以上,对本发明的较佳的实施方式进行了说明,但本发明并不限定于这些实施方式。例如,在导热片的制造方法中,除上述步骤以外,也可以还具有其他步骤(预处理步骤、中间处理步骤、后处理步骤等)。例如,作为切断步骤的后处理,也可以具有对片材的表面进行研磨的步骤。据此,能够使导热部更佳地露出在外部,并且能够更佳地调整表面粗糙度ra。另外,在上述实施方式2的导热片的制造方法中,也可以省略按压步骤。
[0227]
另外,本发明的导热片并不限定于借助上述方法制造的导热片,可以为借助任意方法制造的导热片。另外,本发明的导热片也可以具有除上述导热部、接合部、壳体以外的构成。
[0228]
以下,基于实施例及比较例,对本发明详细地进行说明,但本发明并不限定于此。应予说明,特别是未示出温度条件的处理、测定于20℃进行。
[0229]
(1)导热片的制造
[0230]
按照以下方式制造各实施例及各比较例的导热片。
[0231]
(实施例1)
[0232]
(导热部形成用片的制造)
[0233]
首先,将作为树脂纤维的芳香族聚酰胺树脂、与作为鳞片状石墨的膨胀化石墨混抄(混抄步骤),此后,于20℃进行冲压压力1mpa的加压处理(第一加压步骤),进而,于140℃
实施干燥处理,之后,以冲压压力5mpa进行2分钟180℃的加压处理(第二加压步骤),进而,切断成150mm
×
150mm的正方形,据此获得多片导热部形成用片。在所获得的导热部形成用片中,鳞片状石墨以其厚度方向沿导热部形成用片的厚度方向的方式取向。另外,所获得的导热部形成用片的厚度为65μm。
[0234]
(层叠体的制造)
[0235]
接下来,将导热部形成用片中的1片导热部形成用片载放于玻璃板,在该导热部形成用片的一主表面(上表面)整体上涂敷3g无溶剂一液型的弹性体质地的serm elastomer(advanced soft materials株式会社制)作为树脂材料。该serm elastomer包含:聚轮烷,其具有环状分子、具有直链状的分子结构且将环状分子呈穿刺状地包合的第一聚合物、以及设置于第一聚合物的两端附近的封端基;以及第二聚合物分子,聚轮烷与第二聚合物借助环状分子而键合,且该serm elastomer满足上述较佳的条件。
[0236]
接下来,在以上述方式涂敷有树脂材料的导热部形成用片上载放未涂敷树脂材料的上述导热部形成用片。反复进行如上述般对最上层的导热部形成用片涂敷serm elastomer(advanced soft materials株式会社制)、及在其上载放未涂敷树脂材料的上述导热部形成用片,据此获得具备25片导热部形成用片与25层树脂材料层的层叠体。
[0237]
接下来,将该层叠体用2片玻璃板夹住,使用夹具进行加压而将上述各层压接。以该状态进行150℃
×
3小时的加热处理而使作为树脂材料的serm elastomer固化。
[0238]
(导热片的制造)
[0239]
接下来,将以此方式获得的层叠体(作为树脂材料的serm elastomer固化的状态的层叠体)在其厚度方向上切断(切断步骤),进而,将表面利用纸或研磨具进行研磨(研磨步骤),据此获得如图2~图4所示的导热片。
[0240]
以此方式获得的导热片具备呈层状的多个导热部、及将上述各导热部接合的接合部,整体上呈片状。并且,导热部由包含呈鳞片状的石墨、及树脂纤维的材料构成,且自上述导热片的一主表面设置至另一主表面,上述接合部由具有柔软性的树脂材料构成,石墨以其厚度方向沿层状的上述导热部的厚度方向的方式取向,导热片的法线与导热部的法线所成的角为90
°
。
[0241]
换言之,本实施例中所获得的导热片构成为:在将沿该导热片的面方向而彼此交叉的轴设定为x轴及y轴并将与x轴及y轴交叉的轴设定为z轴时,z轴方向上的导热性高于y轴方向,且具备在x轴方向上延伸的多个导热部、及由树脂材料构成且在y轴方向上将各导热部接合的接合部20,导热部由包含石墨及树脂纤维的材料构成,该石墨呈鳞片状,具有如该鳞片的厚度方向沿y轴方向这样的取向。
[0242]
以此方式获得的导热片的厚度为0.3mm。导热片的两面的表面粗糙度ra为50μm。另外,在导热片中,由导热部形成用片形成的导热部的厚度为65μm,由作为树脂材料的serm elastomer的固化物构成的接合部20的厚度为100μm。另外,导热部中的树脂纤维的含有率为25质量%,鳞片状石墨的含有率为75质量%。
[0243]
(实施例2~5)
[0244]
对导热部形成用片制造用的树脂纤维、鳞片状石墨的条件进行变更,并且对接合部形成用的树脂材料的种类、涂布条件、导热部形成用片与树脂材料的层叠条件进行调整,据此成为如表1所示的构成,除此以外,与上述实施例1同样地制造导热片。
[0245]
(实施例6)
[0246]
在切断步骤中,将导热部形成用片的层叠方向(导热部形成用片的法线方向)与切断方向所成的角设为19
°
,并且在切断步骤与研磨步骤之间设置将切断步骤中所获得的片部件在其厚度方向上进行按压的按压步骤,除此以外,与上述实施例1同样地制造导热片(参照图2、图6、图7)。按压步骤中的压力设为0.2mpa。
[0247]
(实施例7~10)
[0248]
对导热部形成用片制造用的树脂纤维、鳞片状石墨的条件进行变更,并且对接合部形成用的树脂材料的种类、涂布条件、导热部形成用片与树脂材料的层叠条件、切断步骤中的导热部形成用片的层叠方向(导热部形成用片的法线方向)与切断方向所成的角进行调整,据此设为如表1所示的构成,除此以外,与上述实施例6同样地制造导热片。
[0249]
(实施例11)
[0250]
首先,与上述实施例1同样地获得具备25片导热部形成用片与25层树脂材料层的层叠体(作为树脂材料的serm elastomer固化的状态的层叠体)。
[0251]
接下来,利用11μm的聚偏二氯乙烯制的膜卷绕该层叠体的对置的两个侧面、上表面及下表面的整体,设置平均宽度为100μm的壳体形成用膜。
[0252]
此后,将以此方式获得的设置有壳体形成用膜的状态的层叠体在其厚度方向上切断(切断步骤),进而,利用纸或研磨具对表面进行研磨(研磨步骤),据此获得具备片主体及壳体的导热片,该片主体具备导热部与接合部,该壳体以与该片主体的外周接触的方式设置(参照图8)。
[0253]
(实施例12~15)
[0254]
对导热部形成用片制造用的树脂纤维、鳞片状石墨的条件进行变更,并且对接合部形成用树脂材料的涂布条件、导热部形成用片与树脂材料的层叠条件、壳体形成用膜的条件进行调整,据此设为如表2所示的构成,除此以外,与上述实施例6同样地制造导热片。
[0255]
(实施例16)
[0256]
首先,与上述实施例1同样地获得具备25片导热部形成用片与25层树脂材料层的层叠体(作为树脂材料的serm elastomer固化的状态的层叠体)。
[0257]
接下来,利用11μm的聚偏二氯乙烯制的膜卷绕该层叠体的对置的两个侧面、上表面及下表面的整体,设置平均厚度为100μm的壳体形成用膜。
[0258]
此后,将以此方式获得的设置有壳体形成用膜的状态的层叠体切断(切断步骤),并将在切断步骤中获得的片部件在其厚度方向上按压(按压步骤),进而,利用纸或研磨具对表面进行研磨(研磨步骤),据此获得具备片主体及壳体的导热片,该片主体具备导热部与接合部,该壳体以与该片主体的外周接触的方式设置(参照图8)。在切断步骤中,将导热部形成用片的层叠方向(导热部形成用片的法线方向)与切断方向所成的角调整为19
°
。
[0259]
(比较例1)
[0260]
在本比较例中,将上述实施例1中所制造的导热部形成用片直接用作导热片。即,在本比较例的导热片中,鳞片状石墨以其厚度方向沿导热片的厚度方向的方式取向。
[0261]
(比较例2)
[0262]
在导热部形成用片制造时,使用球状的石墨(石墨粒子)来代替鳞片状石墨,除此以外,与上述实施例6同样地制造导热片。石墨粒子的平均粒径为20μm。
[0263]
将上述各实施例及比较例的导热片的构成汇总示于表1、表2。另外,任一导热片均在两个主表面露出有各导热部及各接合部。应予说明,在表1、表2中,将serm elastomer(advanced soft materials株式会社制)的固化物以“serm公表示,将柔软性酚醛树脂(dic公司制,j-325)的固化物以“ph3表示。另外,在表1、表2中,将导热片的法线与导热部的法线所成的角以θ1表示,将导热部形成用片的层叠方向与切断方向所成的角以θ2表示。另外,上述各实施例中所使用的鳞片状石墨的平均扁平度均为3以上且100以下,平均短轴长均为0.2μm以上且50μm以下。另外,在上述各实施例的导热片中,构成导热部的全部鳞片状石墨中,鳞片状石墨的厚度方向(法线方向)与y轴方向所成的角为10
°
以下的鳞片状石墨的比率以个数基准计均为80%以上。
[0264]
[表1]
[0265][0266]
[表2]
[0267][0268]
(2)评价
[0269]
首先,使用激光闪光法,对实施例1~16及比较例1~2的各导热片的导热率进行测定。将其结果示于表3。应予说明,在使用激光闪光法测定导热率时,使用netzsch公司制造的导热率测定装置lfa447 nanoflash。
[0270]
[表3]
[0271][0272]
接下来,将借助润滑脂固定于市售的个人计算机(富士通公司制,fmvd13002)的主板上的cpu上的冷却片卸除,仔细地擦拭cpu上的润滑脂。接下来,在cpu上设置切割成其大小的上述实施例1的导热片,在该导热片上重新固定冷却片。此后,在将温度管理为20℃的室内启动个人计算机,借助speccy(piriform ltd公司制)测定进行规定的处理时的cpu温度。
[0273]
对上述实施例2~16及各比较例的导热片也进行相同的测定。在进行上述测定时,依据以下的基准对自开始上述规定的处理起30分钟后的cpu温度进行评价。可以说:cpu温度越低,则导热片的厚度方向上的导热性越优异。
[0274]
a:cpu温度未达60℃。
[0275]
b:cpu温度为60℃以上且未达65℃。
[0276]
c:cpu温度为65℃以上且未达70℃。
[0277]
d:cpu温度为70℃以上且未达75℃。
[0278]
e:cpu温度为75℃以上。
[0279]
将上述实施例1~16及比较例1~2的各导热片的评价结果示于以下的表4。
[0280]
[表4]
[0281] 评价
实施例1a实施例2b实施例3a实施例4a实施例5b实施例6a实施例7a实施例8b实施例9b实施例10b实施例11a实施例12b实施例13a实施例14a实施例15a实施例16a比较例1e比较例2d
[0282]
根据表3可知,本实施方式的导热片的厚度方向上的导热性均优异。另外,本实施方式的导热片的柔软性均优异,对作为高温部件的cpu的表面的形状追随性均优异。另外,将上述评价用的各导热片自个人计算机卸除,对其外观进行观察,结果,在实施例6~10及16的导热片中,导热部的屈曲得到防止,导热部与接合部在导热片整体保持密接状态。另外,本实施方式的导热片能够较佳地制造具有像这样的优异的特性的导热片。特别是,在使用了壳体形成用膜的上述实施例11~16中,能够更容易地进行层叠体的切断。与此相对,各比较例的导热片未能获得令人满意的结果。
[0283]
应予说明,使用金刚石润滑脂来代替导热片而进行了与上述评价相同的评价,结果,cpu温度成为83℃。
[0284]
另外,将导热部的厚度t10在50μm以上且300μm以下的范围内进行变更,将接合部的厚度t20在0.1μm以上且200μm以下的范围内进行变更,将鳞片状石墨在导热部中的含有率在10质量%以上且90质量%以下的范围内进行变更,将树脂纤维在导热部中的含有率在10质量%以上且90质量%以下的范围内进行变更,将树脂纤维的平均长度在1.5mm以上且20mm以下的范围内进行变更,将树脂纤维的平均宽度在1.0μm以上且50μm以下的范围内进行变更,将导热部中的鳞片状石墨的含有率xg[质量%]相对于树脂纤维的含有率xf[质量%]的比率(xg/xf)在0.10以上且9.0以下的范围内进行变更,将导热部在导热片整体中所占的体积率在30体积%以上且90体积%以下的范围内进行变更,将接合部在导热片整体中所占的体积率在10体积%以上且70体积%以下的范围内进行变更,将壳体的宽度w在30μm以上且1000μm以下的范围内进行变更,除此以外,与上述各实施例及各比较例同样地制造导热片,与上述评价同样地进行评价,结果,确认到与上述内容相同的趋势。
[0285]
另外,使用带状的导热部形成用片来代替使用单片的导热部形成用片,对该带状
的导热部形成用片赋予树脂材料,采用了卷绕的方法及弯折成蛇腹状的方法,除此以外,与上述各实施例及各比较例同样地制造导热片,与上述评价同样地进行评价,结果,获得与上述内容相同的结果。
[0286]
(层叠体的剖面照片)
[0287]
进而,将上述实施例的导热片的剖面的放大照片示于图20~图23。在这些图中,图20表示实施例4的导热片,图21表示实施例1的导热片,图22表示图23的主要部分的放大剖面照片,图23表示实施例1的导热片的主要部分的放大剖面照片。另外,各图的上下方向相当于导热片的厚度方向。进而,图20相当于高密度品,图21相当于低密度品。如图22所示,判断出:在高密度品中,导热部10的厚度为约65μm,在层状的导热部10彼此之间存在树脂材料作为接合部20。如上所述,接合部20无需必须以实心的层状的形态存在,而以局部地或者离散地由树脂材料接合的部件的形式存在。换言之,在导热部10彼此之间以比较大的比率存在空隙层。像这样的层状的导热部10间的间隙局部地形成为层状,以层间的间隙的形式存在。因存在像这样的空隙层,使得导热片的柔软性或可挠性提高,变得易于追随与导热片面接触的发热体hg或散热器的表面的形状或凹凸而在这些界面密接。另外,在导热部10也设置空隙部,据此像这样的导热片的柔软性提高。另一方面,使树脂材料渗入至导热部10的空隙部的一部分,据此既能够在导热部10彼此之间形成空隙层,也能够确保使这些导热部10彼此接合的强度。
[0288]
另外,图23的低密度品表现出像这样的导热部10间的空隙层更大的倾向。即,获得更轻量且富有变形性的导热片。另外,接合部20不仅形成空隙层,而且也局部地由树脂材料接合,因此,维持层状的导热片。
[0289]
如上所述,根据本发明的实施方式的导热片及其制造方法,能够提供一种厚度方向上的导热性优异,且柔软性也优异的导热片。
[0290]
产业上的可利用性
[0291]
在本发明的导热片及其制造方法中,该导热片能够作为计算机中内置的cpu或mpu(message processing unit,信息处理装置)、gpu、soc等电子元器件、或led、液晶、pdp(plasma display panel,电浆显示器)、el、移动电话等的发光元件等电子元器件的散热片等较佳地加以利用。另外,也能够作为介于车辆用头灯、用作电动汽车或混合动力汽车等电动车辆用电源的电池块、半导体驱动元件或mcu(micro control unit,微控制器)等发热体与散热器之间的缓冲片较佳地加以利用。
[0292]
符号说明
[0293]
1000
…
散热装置
[0294]
100、200、300
…
导热片
[0295]
100'
…
片主体
[0296]
200
…
片部件
[0297]
10
…
导热部
[0298]
10'
…
导热部形成用片
[0299]
11
…
石墨(鳞片状石墨)
[0300]
12
…
树脂纤维
[0301]
20
…
接合部
[0302]
20'
…
树脂材料
[0303]
30
…
壳体
[0304]
30'
…
壳体形成用膜
[0305]
40
…
聚轮烷
[0306]
41
…
环状分子
[0307]
42
…
第一聚合物
[0308]
43
…
封端基
[0309]
50
…
第二聚合物
[0310]
60、60b、60c、60d
…
层叠体
[0311]
hs
…
冷却器
[0312]
hg
…
发热体
[0313]
t100
…
厚度
[0314]
t10
…
厚度
[0315]
t20
…
厚度
[0316]
n100
…
法线
[0317]
n10
…
法线
[0318]w…
宽度
[0319]
rl1、rl2
…
卷取体
[0320]
ro2
…
辊
[0321]
bt
…
树脂槽
[0322]
cs
…
闭塞空间
[0323]
ht
…
加热器
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1