用于全息成像的多层复合胶带制备方法与流程
1.本发明涉及多层复合材料技术领域,尤其涉及一种用于全息成像的多层复合胶带制备方法。
背景技术:
2.光学胶带作为一种常用于触摸屏重要组成,其性能在显示设备制造领域得到了长足的发展,作为一种具备优秀光学性能透光膜,其应用场景也随着显示设备的大量生产而被局限在提升耐热或耐腐蚀性上。中国专利申请公开号:cn115246255a公开了一种复合胶带和显示模组,利用设置泡棉层、胶层和铜箔层,铜箔层与胶层相邻,胶层与泡棉层相邻,泡棉层具有缓冲排气结构,使得泡棉层在复合胶带进行贴附时进行排气,降低贴附所产生的气泡,从而降低复合胶带的制作成本;中国专利申请公开号:cn115320209a公开了一种溶胀胶带及其生产工艺,溶胀胶带包括基底膜、设置在所述基底膜两侧的弹性伸缩层,所述弹性伸缩层与基底膜之间设有粘结层,所述弹性伸缩层上均布孔洞,所述基底膜呈波浪形均布在两侧的弹性伸缩层之间。本发明具有如下有益效果:通过均布孔洞的弹性伸缩层配合粘结层与波浪形设置的基底膜,其解决了现有的溶胀胶带膨胀后,因为其形变不可控和容易损坏粘结层,导致在后续使用中,胶带容易发生滑动甚至脱离的技术问题。
3.由此可见,上述技术方案存在以下问题:无法根据显示的刷新率及帧数对全息成像进行辅助,导致光学胶带无法满足屏幕成像需求的问题。
技术实现要素:
4.为此,本发明提供一种用于全息成像的多层复合胶带制备方法,用以克服现有技术中无法根据显示的刷新率及帧数对全息成像进行辅助,导致光学胶带无法满足屏幕成像需求,从而导致无法利用平面设备进行全息3d成像的问题。
5.为实现上述目的,本发明提供一种用于全息成像的多层复合胶带制备方法,包括:步骤s1,根据待制备胶带的目标显示设备的刷新率,确定胶带的第一预设属性以及第二预设属性;步骤s2,根据所述第一预设属性对所述胶带的基底层进行制备,并根据所述第二预设属性对所述胶带的光栅层进行制备;步骤s3,在第一制备完成条件下控制测试模块将所述基底层以及所述光栅层以第一预设方式进行叠加,并通过所述测试模块对叠加后的光栅成像的虚像间隔距离进行测量;步骤s4,根据所述虚像间隔距离与预设对照间隔标准的比对结果调节第一制备间距以及第二制备间距;步骤s5,在第二制备完成条件下以预设涂胶方式制备涂胶层,并将所述基底层以及所述光栅层粘合,以制备所述胶带;其中,所述第一预设属性为所述胶带的基底层厚度,所述第二预设属性为所述胶
带的光栅栅距,所述第一预设方式为在所述基底层与所述光栅层之间填充与所述涂胶层相同折射率的非粘性填料并进行贴合;所述第一制备间距为制备胶带厚度的对应间距,所述第二制备间距为制备光栅的对应栅距;所述预设涂胶方式为将涂胶材料以均匀厚度涂抹在所述基底层上,并静置预设涂胶间隔时长,所述预设间隔涂胶时长为所述涂胶材料达到最大粘结力的对应时长;所述第一制备完成条件为完成对所述基底层以及所述光栅层的制备,所述第二制备完成条件为采用调节后的所述第一制备间距完成基底层的制备且采用调节后的所述第二制备间距完成光栅层的制备,或,判定无需调节第一制备间距以及第二制备间距。
6.进一步地,所述涂胶材料中各物质的组分为:丙烯酸树脂45-55份,金属络合物0.5份,光聚合单体6份,光引发剂2份,且,在所述丙烯酸树脂中,丙烯酸酯共聚物的含量为55%。
7.进一步地,所述光栅层的折射率与所述基底层的折射率相同,且光栅层的光栅折射率与所述涂胶材料的折射率的差值存在最小值,设定最小值为预设最低折射率;其中,所述预设最低折射率为制备所述光栅层所需要的最低折射率,其与所述光栅层的材料有关。
8.进一步地,在所述步骤s1中,中控模块根据所述目标显示设备的刷新率fi确定第i种胶带的预设成像位置区间以确定基底层的厚度,所述中控模块设有第一预设刷新率fα以及第二预设刷新率fβ,其中,i=1,2,3,
…
,n,n≥1且n为整数,0<fα<fβ,中控模块将fi与fα以及fβ进行比较,以确定胶带的预设成像位置区间的种类,若fi<fα,所述中控模块判定所述第i种胶带的所述预设成像位置位于第一区间;若fα≤fi<fβ,所述中控模块判定所述第i种胶带的所述预设成像位置位于第二区间;若fβ≤fi,所述中控模块判定所述胶带的所述预设成像位置位于第三区间;其中,所述预设成像位置为经过所述第i种胶带的散射后,刷新率为fi的所述显示设备显示的虚像距显示设备表面的距离。
9.进一步地,在所述步骤s1中,所述中控模块根据胶带的预设成像位置确定第i种胶带的基底层的厚度hi的计算方式,对于应用于第j个显示设备的所述第i种胶带,将第j个显示设备的光源与屏幕之间的距离记为hj,若所述预设成像位置位于所述第一区间,所述第i种胶带的基底层的厚度计算方式设定为hi=k1
×
hj;若所述预设成像位置位于所述第二区间,所述第i种胶带的基底层的厚度计算方式设定为hi=k2
×
hj;若所述预设成像位置位于所述第三区间,所述第i种胶带的基底层的厚度计算方式设定为hi=k3
×
hj;其中,j=1,2,3,
…
,m,m≥1且m为整数,k1为第一厚度调节系数、k2为第二厚度调节系数,k3为第三厚度调节系数,0<k1<k2<k3<2,且k1、k2以及k3由所述基底层的折射率确定。
10.进一步地,在所述步骤s1中,所述中控模块在基底层定厚条件下根据所述hi的值
确定所述第i种胶带的光栅栅距di,所述中控模块设有第一预设厚度hα以及第二预设厚度hβ,所述中控模块将hi与hα以及hβ进行比较,以确定对第i种胶带光栅栅距di的调节方式,其中,0<hα<hβ,所述中控模块设有预设光栅栅距调整值d0,0<d0<dj,若hi<hα,所述中控模块判定所述第i种胶带的光栅栅距处于第一光栅调整区间,并设定光栅栅距di=dj+d0;若hα≤hi<hβ,所述中控模块判定所述第i种胶带的光栅栅距处于容许栅距范围,并设定光栅栅距di=dj;若hβ≤hi,所述中控模块判定所述第i种胶带的光栅栅距处于第二光栅调整区间,并设定光栅栅距di=dj-d0;其中,dj为所述第j个显示设备的发光单元的间距,所述第一光栅调整区间为将光栅栅距调大的对应区间,所述第二光栅调整区间为将光栅栅距调小的对应区间,所述预设光栅栅距调整值d0与所述第i种胶带折射率相关;所述基底层定厚条件为所述中控模块确定所述第i种胶带的基底层厚度hi完成。
11.进一步地,在所述步骤s2中,所述光栅层的凹印对应的面与所述基底层相互贴合,且,其在凹印范围内不产生形变。
12.进一步地,在所述步骤s3中,所述测试模块将所述第i种胶带与所述第j个显示设备贴合,并根据第j个显示设备的显示内容进行判断,当第j个显示设备透过所述第i种胶带进行显示时,其形成一个实像以及两个虚像,所述测试模块设定虚像分别为第一虚像以及第二虚像,对于第k次测试,测试模块将第一虚像与第二虚像对应点的距离记为qk;在所述步骤s4中,所述中控模块中设有第i种胶带对应的第一虚像间距qα以及第二虚像间距qβ,其中,k=1,2,3,
…
,p,p≥3且p为整数,中控模块将qk与qα以及qβ进行比较,以确定第i种胶带的成像对应的容许区间,若qk<qα,所述中控模块判定所述第i种胶带的成像处于第一预设容许区间,并判定以第一调整方式调整第一制备间距以及第二制备间距;若qα≤qk≤qβ,所述中控模块判定所述第i种胶带的成像处于第二预设容许区间,并进行所述步骤s5;若qβ<qk,所述中控模块判定所述第i种胶带的成像处于第三预设容许区间,并判定以第二调整方式调整第一制备间距以及第二制备间距;其中,所述第一调整方式为将所述第i中胶带对应的hi调整为hi+δ并将di调整为dj,所述第二调整方式为将所述第i中胶带对应的hi调整为hi-δ并将di调整为dj,δ为最小调节基准,其与所述第i种胶带的光栅厚度有关;所述第一预设容许区间为成像间距小于预设容许成像范围的对应区间,所述第二预设容许区间为成像间距属于预设容许成像范围的对应区间,所述第三预设容许区间为成像间距大于预设容许成像范围的对应区间;所述预设容许成像范围为能够在所述预设成像位置区间形成叠加图像的对应成像范围。
13.进一步地,所述显示设备为平面设备,且其各位置的光源与显示设备表面的间距相同;显示设备的基底层颜色与显示设备发光单元的像素点颜色占比相关。
14.进一步地,若所述胶带应用于屏幕内侧,则所述制备方法还包括:所述光栅层中远离所述基底层的一面涂抹与光栅层相同折射率的第二涂胶层,并以所述预设涂胶方式对光栅层进行涂胶。
15.与现有技术相比,本发明的有益效果在于,利用将光栅印制在胶带上的方式,将显示设备的颜色进行衍射,从而形成全息3d画面,在有效提升了胶带的应用范围的同时,提升了利用胶带进行全息3d成像的普适性。
16.进一步地,利用将光栅与胶带相结合的方式,进行全息3d成像,在不改变设备本身运行的前提下,进一步提升了利用胶带进行全息3d成像的普适性。
17.进一步地,通过将显示设备进行分类的方式,对应制作合理范围的胶带,在有效提升了对显示设备的针对性的同时,进一步提升了利用胶带进行全息3d成像的普适性。
18.进一步地,通过对设备的判断制作对应的厚度胶带,在有效提升了胶带进行光学成像的精确度的同时,进一步提升了利用胶带进行全息3d成像的普适性。
19.进一步地,通过对胶带进行测试的方式,调整制备参数,在有效提升了胶带制备的可控性的同时,进一步提升了利用胶带进行全息3d成像的普适性。
附图说明
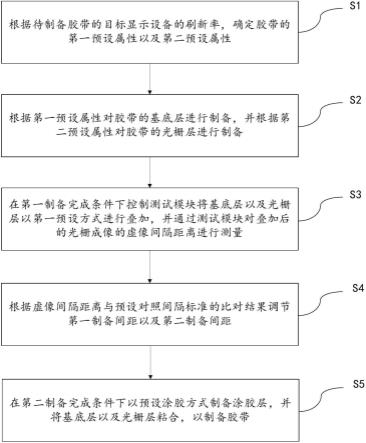
20.图1为本发明用于全息成像的多层复合胶带制备方法的流程图;图2为本发明实施例用于全息成像的多层复合胶带的结构示意图;图3为本发明实施例用于全息成像的多层复合胶带的全息3d成像原理图;其中:1,发光单元;2,屏幕;3,基底层;4,光栅层;5,光栅栅距;6,第一散射光;7,第二散射光;8,第一焦点;9,第二焦点;10,实像;11,第一虚像;12,第二虚像。
实施方式
21.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
22.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
23.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
24.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
25.请参阅图1所示,其为本发明用于全息成像的多层复合胶带制备方法的流程图,本发明用于全息成像的多层复合胶带制备方法,包括:步骤s1,根据待制备胶带的目标显示设备的刷新率,确定胶带的第一预设属性以
及第二预设属性;步骤s2,根据第一预设属性对胶带的基底层进行制备,并根据第二预设属性对胶带的光栅层进行制备;步骤s3,在第一制备完成条件下控制测试模块将基底层以及光栅层以第一预设方式进行叠加,并通过测试模块对叠加后的光栅成像的虚像间隔距离进行测量;步骤s4,根据虚像间隔距离与预设对照间隔标准的比对结果调节第一制备间距以及第二制备间距;步骤s5,在第二制备完成条件下以预设涂胶方式制备涂胶层,并将基底层以及光栅层粘合,以制备胶带;其中,第一预设属性为胶带的基底层厚度,第二预设属性为胶带的光栅栅距,第一预设方式为在基底层与光栅层之间填充与涂胶层相同折射率的非粘性填料并进行贴合;第一制备间距为制备胶带厚度的对应间距,第二制备间距为制备光栅的对应栅距;预设涂胶方式为将涂胶材料以均匀厚度涂抹在基底层上,并静置预设涂胶间隔时长,预设间隔涂胶时长为涂胶材料达到最大粘结力的对应时长;第一制备完成条件为完成对基底层以及光栅层的制备,第二制备完成条件为采用调节后的第一制备间距完成基底层的制备且采用调节后的第二制备间距完成光栅层的制备,或,判定无需调节第一制备间距以及第二制备间距。
26.利用将光栅印制在胶带上的方式,将显示设备的颜色进行衍射,从而形成全息3d画面,在有效提升了胶带的应用范围的同时,提升了全息3d成像的普适性。
27.具体而言,涂胶材料中各物质的组分为:丙烯酸树脂45-55份,金属络合物0.5份,光聚合单体6份,光引发剂2份,且,在丙烯酸树脂中,丙烯酸酯共聚物的含量为55%。
28.其中,丙烯酸树脂可以是甲基苯氧基丙烯酸乙酯、甲基丙烯酸乙酯以及甲基丙烯酸异丁酯中的任意一种;金属络合物可以是乙酰丙酮铝、乙酰丙酮亚镍以及乙酰丙酮锌中的至少一种;光聚合单体可以是丙烯酰吗啉、甲氧基聚乙二醇丙烯酸酯中的任意一种;光引发剂可以是α-羟基酮类光引发剂和酰基膦氧化物类光引发剂中的至少一种;请参阅图2所示,其为本发明实施例用于全息成像的多层复合胶带的结构示意图;其中,显示设备的光源具备发光单元1,单个发光单元1中包含红、黄、蓝三种颜色的像素点,其上为屏幕2,各发光单元1与屏幕2中间隔有一段距离,本发明的复合胶带的基底层3位于屏幕2上,且具备足够的厚度,其上设有光栅层4,光栅层4中均匀排列若干光栅,且其与胶带上方具有一定距离。
29.具体而言,光栅层的折射率与基底层的折射率相同,且光栅层的光栅折射率与涂胶材料的折射率的差值存在最小值,设定最小值为预设最低折射率;其中,预设最低折射率为制备光栅层所需要的最低折射率,其与光栅层的材料有关。
30.利用将光栅与胶带相结合的方式,进行全息3d成像,在不改变设备本身运行的前提下,进一步提升了全息3d成像的普适性。
31.具体而言,在步骤s1中,中控模块根据目标显示设备的刷新率fi确定第i种胶带的
预设成像位置区间以确定基底层的厚度,中控模块设有第一预设刷新率fα以及第二预设刷新率fβ,其中,i=1,2,3,
…
,n,n≥1且n为整数,0<fα<fβ,中控模块将fi与fα以及fβ进行比较,以确定胶带的预设成像位置区间的种类,若fi<fα,中控模块判定第i种胶带的预设成像位置位于第一区间;若fα≤fi<fβ,中控模块判定第i种胶带的预设成像位置位于第二区间;若fβ≤fi,中控模块判定胶带的预设成像位置位于第三区间;其中,预设成像位置为经过第i种胶带的散射后,刷新率为fi的显示设备显示的虚像距显示设备表面的距离。
32.通过将显示设备进行分类的方式,对应制作合理范围的胶带,在有效提升了对显示设备的针对性的同时,进一步提升了利用胶带进行全息3d成像的普适性。
33.具体而言,在步骤s1中,中控模块根据胶带的预设成像位置确定第i种胶带的基底层的厚度hi的计算方式,对于应用于第j个显示设备的第i种胶带,将第j个显示设备的光源与屏幕之间的距离记为hj,若预设成像位置位于第一区间,第i种胶带的基底层的厚度计算方式设定为hi=k1
×
hj;若预设成像位置位于第二区间,第i种胶带的基底层的厚度计算方式设定为hi=k2
×
hj;若预设成像位置位于第三区间,第i种胶带的基底层的厚度计算方式设定为hi=k3
×
hj;其中,j=1,2,3,
…
,m,m≥1且m为整数,k1为第一厚度调节系数、k2为第二厚度调节系数,k3为第三厚度调节系数,0<k1<k2<k3<2,且k1、k2以及k3由基底层的折射率确定。
34.通过对设备的判断制作对应的厚度胶带,在有效提升了胶带进行光学成像的精确度的同时,进一步提升了全息3d成像的普适性。
35.具体而言,在步骤s1中,中控模块在基底层定厚条件下根据hi的值确定第i种胶带的光栅栅距di,中控模块设有第一预设厚度hα以及第二预设厚度hβ,中控模块将hi与hα以及hβ进行比较,以确定对第i种胶带光栅栅距di的调节方式,其中,0<hα<hβ,中控模块设有预设光栅栅距调整值d0,0<d0<dj,若hi<hα,中控模块判定第i种胶带的光栅栅距处于第一光栅调整区间,并设定光栅栅距di=dj+d0;若hα≤hi<hβ,中控模块判定第i种胶带的光栅栅距处于容许栅距范围,并设定光栅栅距di=dj;若hβ≤hi,中控模块判定第i种胶带的光栅栅距处于第二光栅调整区间,并设定光栅栅距di=dj-d0;其中,dj为第j个显示设备的发光单元的间距,第一光栅调整区间为将光栅栅距调大的对应区间,第二光栅调整区间为将光栅栅距调小的对应区间,预设光栅栅距调整值d0与第i种胶带折射率相关;基底层定厚条件为中控模块确定第i种胶带的基底层厚度hi完成。
36.具体而言,在步骤s2中,光栅层的凹印对应的面与基底层相互贴合,且,其在凹印范围内不产生形变。
37.具体而言,在步骤s3中,测试模块将第i种胶带与第j个显示设备贴合,并根据第j个显示设备的显示内容进行判断,当第j个显示设备透过第i种胶带进行显示时,其形成一个实像以及两个虚像,测试模块设定虚像分别为第一虚像以及第二虚像,对于第k次测试,测试模块将第一虚像与第二虚像对应点的距离记为qk。
38.具体而言,在步骤s4中,中控模块中设有第i种胶带对应的第一虚像间距qα以及第二虚像间距qβ,其中,k=1,2,3,
…
,p,p≥3且p为整数,中控模块将qk与qα以及qβ进行比较,以确定第i种胶带的成像对应的容许区间,若qk<qα,中控模块判定第i种胶带的成像处于第一预设容许区间,并判定以第一调整方式调整第一制备间距以及第二制备间距;若qα≤qk≤qβ,中控模块判定第i种胶带的成像处于第二预设容许区间,并进行步骤s5;若qβ<qk,中控模块判定第i种胶带的成像处于第三预设容许区间,并判定以第二调整方式调整第一制备间距以及第二制备间距;其中,第一调整方式为将第i中胶带对应的hi调整为hi+δ并将di调整为dj,第二调整方式为将第i中胶带对应的hi调整为hi-δ并将di调整为dj,δ为最小调节基准,其与第i种胶带的光栅厚度有关;第一预设容许区间为成像间距小于预设容许成像范围的对应区间,第二预设容许区间为成像间距属于预设容许成像范围的对应区间,第三预设容许区间为成像间距大于预设容许成像范围的对应区间;预设容许成像范围为能够在预设成像位置区间形成叠加图像的对应成像范围。
39.具体而言,光栅层的热压工艺的温度范围是170℃,印刷工艺的温度范围是50℃。
40.具体而言,显示设备为平面设备,且其各位置的光源与显示设备表面的间距相同;显示设备的基底层颜色与显示设备发光单元的像素点颜色占比相关。
41.以a显示器、b显示器为例,其中:a显示器中单个发光单元的像素点颜色占比为:r:g:b=1:1:1,b显示器中单个发光单元的像素点颜色占比为:r:g:b=1:1:2,对于a显示器,基底层的颜色为无色,对于b显示器,基底层的颜色为黄色,以平衡蓝光,其中,黄色指代颜色区间,其具体色号可由试验得出。
42.具体而言,若胶带应用于屏幕内侧,则制备方法还包括:光栅层中远离基底层的一面涂抹与光栅层相同折射率的第二涂胶层,并以预设涂胶方式对光栅层进行涂胶。
43.请参阅图3所示,其为本发明实施例用于全息成像的多层复合胶带的全息3d成像原理图;其中,显示设备在进行显示时,发光单元1形成实像10,其光线经由屏幕2、基底层3以及光栅层4抵达观察点,当存在光栅层4时,因发光单元1中的各颜色的波长不同,导致其产生不同程度的散射;以实像10的左端点和右端点为例,对于左端点,其对于第一焦点8因为距离较近,其散射能够忽略,对于第二焦点9,其因与实像10的左端点距离过远,实像10的左端点随第
一散射光6才能到达第二焦点9处;对于右端点其对于第二焦点9因为距离较近,其散射能够忽略,对于第一焦点8,其因与实像10的右端点距离过远,实像10的右端点随第二散射光7才能到达第一焦点8处;此时,第一焦点8产生第一虚像11,第二焦点9产生第二虚像12,第一虚像11与第二虚像12中存在一个间距,此时,该间距在合理的距离上即能够受到光栅栅距5的遮挡时,能够产生对应的厚度,以此形成全息3d成像。
44.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
45.以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1