一种高硬度陶瓷白皱纹粉末涂料及其制备工艺的制作方法
本发明属于粉末涂料领域,具体地说是一种高硬度陶瓷白皱纹粉末涂料及其制备工艺。
背景技术:
1、粉末涂料是将固体的树脂、颜料、填料和助剂等原料通过加热熔融的方式混合均匀,再冷却粉碎成至微米级颗粒而成的涂料产品。油漆是将树脂、颜料、填料和助剂通过分散在溶剂中实现均匀混合而成的涂料产品。在很多领域,粉末涂料是完全可以并且已经替代油漆产品的,例如家电、家具、汽车、防盗门、集装箱、彩钢板等等,它具有无溶剂污染,100%成膜,能耗低的特点。粉末涂料有热塑性和热固性两大类。热塑性粉末涂料的涂膜外观(光泽和流平性)较差,与金属之间的附着力也差,所以在汽车涂装领域中应用极少,汽车涂装一般采用热固性粉末涂料,热固性粉末涂料是以热固性合成树脂为成膜物质,在烘干过程中树脂先熔融,再经化学交联后固化成平整坚硬的涂膜;
2、传统的粉末涂料其耐冲击时间通常在1-2小时,而如果要做到6小时的话,需要使用聚氨酯,成本高。
3、综上,因此本发明提供了一种高硬度陶瓷白皱纹粉末涂料及其制备工艺,以解决上述问题。
技术实现思路
1、为了解决上述技术问题,本发明提供一种高硬度陶瓷白皱纹粉末涂料及其制备工艺,以解决现有技术中采用聚氨酯成本较高等问题。
2、一种高硬度陶瓷白皱纹粉末涂料,包括以下组成:聚酯树脂45~55份、固化剂4~6份、增硬填料13~20份、花纹剂0.1~0.5份、聚四氟蜡0.5~1份、增硬助剂0.5~1份、固化剂0.5~2份、填料15~40份和颜料0.1~1份。
3、进一步的,包括以下组成:聚酯树脂50份、固化剂5.5份、增硬填料16.2份、花纹剂0.1份、聚四氟蜡0.8份、增硬助剂0.8份、固化剂1份、填料25份和颜料0.6份。
4、进一步的,所述填料采用钛白粉。
5、进一步的,所述颜料采用进口群青。
6、进一步的,所述固化剂采用异氰脲酸三缩水甘油酯。
7、进一步的,所述增硬填料为石英粉,且石英粉的平均粒径为7μm。
8、进一步的,所述增硬助剂由滑石粉和碳酸钙混合组成,所述滑石粉和碳酸钙的比例为17∶3。
9、进一步的,所述花纹剂采用经过高温裂解的醋酸支撑的醋酐。
10、一种高硬度陶瓷白皱纹粉末涂料的制备方法,包括以下步骤:
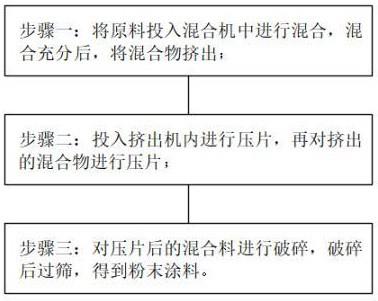
11、步骤一:将原料投入混合机中进行混合,混合充分后,将混合物挤出;
12、步骤二:投入挤出机内进行压片,再对挤出的混合物进行压片;
13、步骤三:对压片后的混合料进行破碎,破碎后过筛,得到粉末涂料。
14、进一步的,所述挤出机的挤出温度控制在30~80℃。
15、与现有技术相比,本发明具有如下有益效果:
16、本发明通过将传统的聚氨酯换成聚酯树脂,这样可以降成本,又能达到使用的要求,同时其硬度通过添加硬度填料以及助剂进行性能的弥补,对材料进行润色,操作方便,有利于生产,从而提高生产效率,降低生产成本,减少环境污染。
技术特征:
1.一种高硬度陶瓷白皱纹粉末涂料,其特征在于:包括以下组成:聚酯树脂45~55份、固化剂4~6份、增硬填料13~20份、花纹剂0.1~0.5份、聚四氟蜡0.5~1份、增硬助剂0.5~1份、固化剂0.5~2份、填料15~40份和颜料0.1~1份。
2.如权利要求1所述高硬度陶瓷白皱纹粉末涂料,其特征在于:包括以下组成:聚酯树脂50份、固化剂5.5份、增硬填料16.2份、花纹剂0.1份、聚四氟蜡0.8份、增硬助剂0.8份、固化剂1份、填料25份和颜料0.6份。
3.如权利要求1所述高硬度陶瓷白皱纹粉末涂料,其特征在于:所述填料采用钛白粉。
4.如权利要求1所述高硬度陶瓷白皱纹粉末涂料,其特征在于:所述颜料采用进口群青。
5.如权利要求1所述高硬度陶瓷白皱纹粉末涂料,其特征在于:所述固化剂采用异氰脲酸三缩水甘油酯。
6.如权利要求1所述高硬度陶瓷白皱纹粉末涂料,其特征在于:所述增硬填料为石英粉,且石英粉的平均粒径为7μm。
7.如权利要求1所述高硬度陶瓷白皱纹粉末涂料,其特征在于:所述增硬助剂由滑石粉和碳酸钙混合组成,所述滑石粉和碳酸钙的比例为17∶3。
8.如权利要求1所述高硬度陶瓷白皱纹粉末涂料,其特征在于:所述花纹剂采用经过高温裂解的醋酸支撑的醋酐。
9.一种高硬度陶瓷白皱纹粉末涂料的制备方法,应用于制备如权利要求1-8所述的高硬度陶瓷白皱纹粉末涂料,其特征在于:包括以下步骤:
10.如权利要求9所述高硬度陶瓷白皱纹粉末涂料的制备方法,其特征在于:所述挤出机的挤出温度控制在30~80℃。
技术总结
本发明属于粉末涂料领域,提供一种高硬度陶瓷白皱纹粉末涂料及其制备工艺,包括以下组成:聚酯树脂45~55份、固化剂4~6份、增硬填料13~20份、花纹剂0.1~0.05份、聚四氟蜡0.5~1份、增硬助剂0.5~1份、固化剂0.5~2、填料15~40份和颜料0.1~1份;本发明通过将传统的聚氨酯换成聚酯树脂,这样可以降成本,又能达到使用的要求,同时其硬度通过添加硬度填料以及助剂进行性能的弥补,对材料进行润色,操作方便,有利于生产,从而提高生产效率,降低生产成本,减少环境污染。
技术研发人员:李晋,沈建富
受保护的技术使用者:厦门唯丽固新材料科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!