一种侧壁强化的自行车轮圈及其制作方法与流程
本发明涉及自行车轮圈,具体涉及一种侧壁强化的自行车轮圈及其制作方法。
背景技术:
1、目前的自行车的轮圈为了达到轻量化的目的,通常采用碳纤维材质制成,同时为了保证自身强度,通常在轮圈本体的两侧壁内埋设发泡体,使得该本体可以借由两发泡体来达到轻量化与高强度的结构特性,但这种结构其埋设的发泡体将两侧壁内的强化碳纤维层隔离开来,只是发泡体周边的强化碳纤维层才结合在一起,从而使埋设发泡体的两强化碳纤维层之间不会互相结合,该结构设计使得当轮圈热膨胀或受到外部撞击时,强化碳纤维层与发泡体之间容易发生连续分层现象,导致发泡体与轮圈内侧壁之间的强化料脱层,从而无法达到加强效果,可靠稳定性差,且发泡体的整体结构使得其体积较大,重量会较重,也不足够硬,存在较大的改善空间。
技术实现思路
1、本发明旨在提供一种侧壁强化的自行车轮圈,以解决上述存在的技术问题。
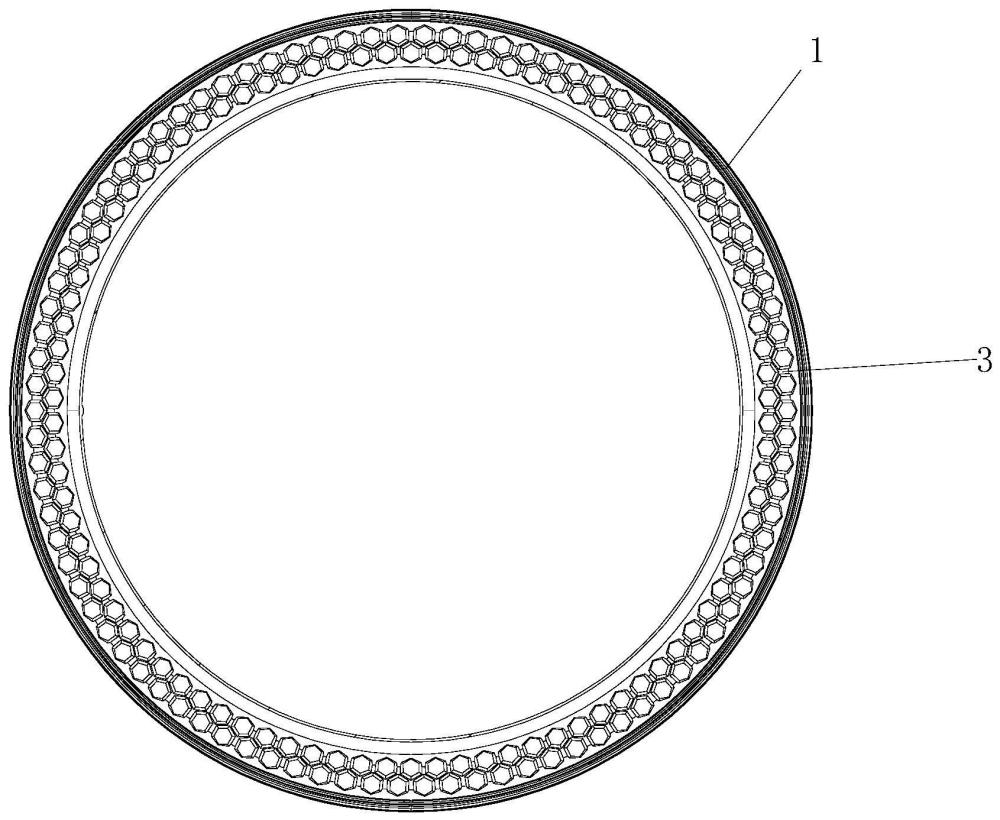
2、为实现上述目的,本发明的技术方案为:一种侧壁强化的自行车轮圈,包括具有空腔的轮圈本体,轮圈本体对应空腔的两侧内壁上分别埋设有侧壁强化件,侧壁强化件包括发泡体以及贴合在发泡体两侧的强化碳纤维层,发泡体为凸棱网结构,发泡体内形成有多个镂空孔,两侧的强化碳纤维层在镂空孔处紧密贴合。
3、优选地,多个镂空孔分成内环镂空孔组与外环镂空孔组,内环镂空孔组与外环镂空孔组同环心设置,且内环镂空孔组与外环镂空孔组上的镂空孔相互交错排布。
4、优选地,镂空孔呈正六边形。
5、优选地,侧壁强化件呈环形。
6、优选地,侧壁强化件包括多个呈弧形的侧壁强化片段,多个侧壁强化片段首尾依序拼接形成环形的侧壁强化件。
7、优选地,发泡体为连续的凸棱网结构。
8、优选地,发泡体为pmi层或蜂窝薄板层。
9、优选地,发泡体的密度范围为0.05~0.3g/cm3。
10、优选地,轮圈本体为碳纤维轮圈本体。
11、本发明还提供一种用于制作如上述任一项所述的侧壁强化的自行车轮圈的制作方法,包括以下步骤:
12、s1.制作一个弧形的成型模具,其成型面一侧设置有两组交错排布的正六边形凹槽孔;
13、s2.先将第一个强化碳纤维层贴合压制在成型面内,之后再将发泡体贴合压制在第一个强化碳纤维层上,之后再将第二个强化碳纤维层贴合压制在发泡体上;
14、s3.两个强化碳纤维层在对应正六边形凹槽孔的位置相互贴合形成六边形凹面,发泡体则对应形成连续的正六边形的凸棱网结构,从而得到弧形的侧壁强化片段;
15、s4.将多个弧形的侧壁强化片段的表面进行毛边料、光滑度处理和清洁,多个经过处理和清洁后的弧形的侧壁强化片段首尾依序拼接成环形的侧壁强化件,用强化碳纤维层将侧壁强化件贴合在预成型的轮圈本体的两侧内壁上,最后侧壁强化件与轮圈本体一起再放入所述成型模具进行成型得到完整的强化轮圈。
16、本发明具有以下有益效果:
17、本发明包括具有空腔的轮圈本体,轮圈本体对应空腔的两侧内壁上分别埋设有侧壁强化件,侧壁强化件包括发泡体以及贴合在发泡体两侧的强化碳纤维层,发泡体为凸棱网结构,发泡体内形成有多个镂空孔,两侧的强化碳纤维层在镂空孔处紧密贴合,当轮圈热膨胀或受到外部撞击时,强化碳纤维层与发泡体之间不会发生连续分层现象,防止发泡体与轮圈本体的内侧壁之间分层,加强效果更好,可靠稳定性高,且发泡体的凸棱网结构使得其体积较小,质量较轻,硬度更大,保证轮圈整体轻量化的同时更加安全耐用。
技术特征:
1.一种侧壁强化的自行车轮圈,其特征在于:包括具有空腔的轮圈本体,轮圈本体对应空腔的两侧内壁上分别埋设有侧壁强化件,侧壁强化件包括发泡体以及贴合在发泡体两侧的强化碳纤维层,发泡体为凸棱网结构,发泡体内形成有多个镂空孔,两侧的强化碳纤维层在镂空孔处紧密贴合。
2.根据权利要求1所述的侧壁强化的自行车轮圈,其特征在于:多个镂空孔分成内环镂空孔组与外环镂空孔组,内环镂空孔组与外环镂空孔组同环心设置,且内环镂空孔组与外环镂空孔组上的镂空孔相互交错排布。
3.根据权利要求1所述的侧壁强化的自行车轮圈,其特征在于:镂空孔呈正六边形。
4.根据权利要求1所述的侧壁强化的自行车轮圈,其特征在于:侧壁强化件呈环形。
5.根据权利要求4所述的侧壁强化的自行车轮圈,其特征在于:侧壁强化件包括多个呈弧形的侧壁强化片段,多个侧壁强化片段首尾依序拼接形成环形的侧壁强化件。
6.根据权利要求1所述的侧壁强化的自行车轮圈,其特征在于:发泡体为连续的凸棱网结构。
7.根据权利要求1所述的侧壁强化的自行车轮圈,其特征在于:发泡体为pmi层或蜂窝薄板层。
8.根据权利要求1所述的侧壁强化的自行车轮圈,其特征在于:发泡体的密度范围为0.05~0.3g/cm3。
9.根据权利要求1所述的侧壁强化的自行车轮圈,其特征在于:轮圈本体为碳纤维轮圈本体。
10.一种用于制作如上述权利要求1-9任一项所述的侧壁强化的自行车轮圈的制作方法,其特征在于:包括以下步骤:
技术总结
本发明涉及自行车轮圈技术领域,具体公开了一种侧壁强化的自行车轮圈及其制作方法,包括具有空腔的轮圈本体,轮圈本体对应空腔的两侧内壁上分别埋设有侧壁强化件,侧壁强化件包括发泡体以及贴合在发泡体两侧的强化碳纤维层,发泡体为凸棱网结构,发泡体内形成有多个镂空孔,两侧的强化碳纤维层在镂空孔处紧密贴合。本发明的两个强化碳纤维层之间在镂空孔处形成多点位的紧密结合,当轮圈热膨胀或受到外部撞击时,强化碳纤维层与发泡体之间不会发生连续分层现象,防止发泡体与轮圈本体的内侧壁之间分层,加强效果更好,可靠稳定性高,且发泡体的凸棱网结构使得其体积较小,质量较轻,硬度刚性更大,保证轮圈整体轻量化的同时更加安全耐用。
技术研发人员:刘五瑞
受保护的技术使用者:厦门碳帝复合材料科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!