一种车顶组件的制作方法
本技术涉及汽车车身结构,尤其涉及一种车顶组件。
背景技术:
1、汽车天窗能够增加空气流通,开阔视野,相比于普通天窗,全景玻璃配置能够带来更好的采光体验。通常车型有铁顶(非天窗版)和一种天窗类型(天窗版)两种配置。针对普通天窗配置,天窗版和非天窗版的车身侧围结构可以保持共用。
2、由于造型面共用(即铁顶和天窗玻璃面为同一张面),而玻璃面到侧围翻边的间隙要求和车顶到侧围翻边的间隙不同,因此天窗版和非天窗版需要两套车身结构,一般有两种结构方案:
3、1.侧围内板延长翻边提供玻璃搭接面。这种方案有两套侧围结构,影响制造厂内的焊接工装,对厂内配置区分也提出了一定挑战。同时,玻璃搭接面区域为悬臂结构,结构性能较弱。
4、2.增加天窗加强框提供玻璃搭接面。这种方案在增加单件和模具成本的同时,增加了大量制造基地厂内焊点,对厂内焊接节拍挑战较大。天窗加强框的布置也会占据一定空间,缩小了天窗采光区域。
5、因此,有必要设计一种结构性能强,成本低,同时适用于非天窗类型和天窗类型的车顶组件。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种车顶组件,该车顶组件可以同时适用于非天窗类型和天窗类型,结构性强,成本低。
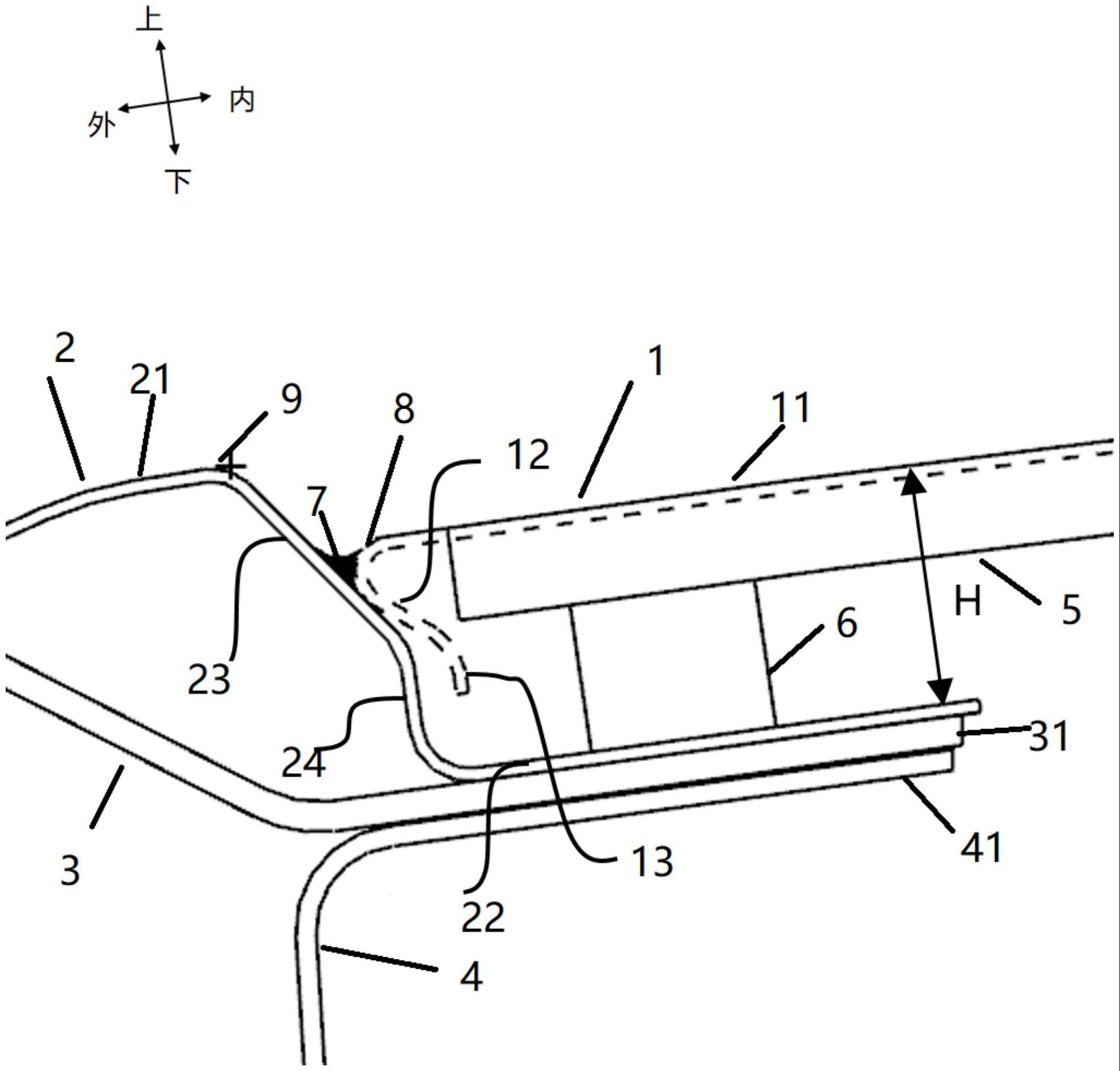
2、本实用新型的技术方案提供一种车顶组件,包括侧围外板、侧围加强板和侧围内板,所述侧围外板、所述侧围加强板和所述侧围内板按照从上往下的顺序依次连接,其特征在于,所述侧围外板的下部折弯并朝向内侧延伸设置有第一翻边,所述车顶组件包括至少两种模式:
3、模式一:配置顶板的车顶组件,所述顶板与所述侧围外板上的搭接点通过激光拼焊连接,所述顶板与所述第一翻边相互平行;
4、模式二:配置天窗的车顶组件,所述天窗通过玻璃胶粘结在所述第一翻边上,所述天窗的顶面与所述顶板的顶面位于同一高度。
5、进一步地,所述侧围加强板向内延伸出第二翻边,所述侧围内板向内延长出第三翻边,所述第一翻边与所述第二翻边、所述第三翻边相互平行且从上往下依次贴合连接。
6、进一步地,所述侧围外板还包括主板、第四翻边和第五翻边,所述第四翻边相对于所述主板向下弯折,所述第五翻边相对于所述第四翻边进一步向下弯折,所述第一翻边相对于所述第五翻边向内弯折,所述搭接点设置在所述第四翻边上。
7、进一步地,所述顶板包括顶板主体、顶板第一道翻边和顶板第二道翻边,所述顶板主体与所述第一翻边相互平行,所述顶板第一道翻边相对于所述顶板主体向下向内翻折,所述顶板第二道翻边相对于所述顶板第一道翻边向下向内延伸,所述顶板主体与所述顶板第一道翻边之间设有过渡圆角,所述过渡圆角与所述第四翻边上的所述搭接点通过激光拼焊连接。
8、进一步地,所述顶板第二道翻边的长度为1.0-2.0mm,所述顶板第二道翻边的最低点与所述第五翻边之间的间隙为2mm-3mm,所述顶板第二道翻边的最低点与所述第一翻边之间的间隙为4mm-5mm。
9、进一步地,所述顶板第一道翻边与所述第四翻边之间的角度差为12-18°。
10、进一步地,所述顶板与所述侧围外板的最高点之间的纵向距离为5mm以上。
11、进一步地,所述第一翻边的长度为5-10mm。
12、进一步地,所述玻璃胶的厚度为6-9mm。
13、进一步地,所述第一翻边与所述顶板之间的纵向距离为11-12mm。
14、采用上述技术方案后,具有如下有益效果:
15、本实用新型使得在针对天窗类型和非天窗类型的车顶时,只需要一种车顶组件,其车身弯曲结构一致。同时本实用新型天窗的顶面和顶板的顶面位于同一高度,能够保证玻璃到第一翻边的距离和顶板到第一翻边的距离一致,从而实现针对不同车顶配置的结构共用,进而降低整车成本和重量的同时,也降低了制造成本和难度。并且天窗通过玻璃胶粘结在第一翻边上,提高了整车的结构性能和稳定性。
技术特征:
1.一种车顶组件,包括侧围外板、侧围加强板和侧围内板,所述侧围外板、所述侧围加强板和所述侧围内板按照从上往下的顺序依次连接,其特征在于,所述侧围外板的下部折弯并朝向内侧延伸设置有第一翻边,所述车顶组件包括至少两种模式:
2.根据权利要求1所述的车顶组件,其特征在于,所述侧围加强板向内延伸出第二翻边,所述侧围内板向内延长出第三翻边,所述第一翻边与所述第二翻边、所述第三翻边相互平行且从上往下依次贴合连接。
3.根据权利要求1所述的车顶组件,其特征在于,所述侧围外板还包括主板、第四翻边和第五翻边,所述第四翻边相对于所述主板向下弯折,所述第五翻边相对于所述第四翻边进一步向下弯折,所述第一翻边相对于所述第五翻边向内弯折,所述搭接点设置在所述第四翻边上。
4.根据权利要求3所述的车顶组件,其特征在于,所述顶板包括顶板主体、顶板第一道翻边和顶板第二道翻边,所述顶板主体与所述第一翻边相互平行,所述顶板第一道翻边相对于所述顶板主体向下向内翻折,所述顶板第二道翻边相对于所述顶板第一道翻边向下向内延伸,所述顶板主体与所述顶板第一道翻边之间设有过渡圆角,所述过渡圆角与所述第四翻边上的所述搭接点通过激光拼焊连接。
5.根据权利要求4所述的车顶组件,其特征在于,所述顶板第二道翻边的长度为1.0-2.0mm,所述顶板第二道翻边的最低点与所述第五翻边之间的间隙为2mm-3mm,所述顶板第二道翻边的最低点与所述第一翻边之间的间隙为4mm-5mm。
6.根据权利要求4所述的车顶组件,其特征在于,所述顶板第一道翻边与所述第四翻边之间的角度差为12-18°。
7.根据权利要求1-6任一项所述的车顶组件,其特征在于,所述顶板与所述侧围外板的最高点之间的纵向距离为5mm以上。
8.根据权利要求1-6任一项所述的车顶组件,其特征在于,所述第一翻边的长度为5-10mm。
9.根据权利要求1-6任一项所述的车顶组件,其特征在于,所述玻璃胶的厚度为6-9mm。
10.根据权利要求1-6任一项所述的车顶组件,其特征在于,所述第一翻边与所述顶板之间的纵向距离为11-12mm。
技术总结
本技术公开了一种车顶组件,包括侧围外板,侧围加强板,侧围内板,侧围外板、侧围加强板和侧围内板按照从上往下的顺序依次连接,侧围外板的下部折弯并朝向内侧延伸设置有第一翻边,车顶组件包括至少两种模式:模式一:配置顶板的车顶组件,顶板与侧围外板上的搭接点通过激光拼焊连接,顶板与第一翻边相互平行;模式二:配置天窗的车顶组件,天窗通过玻璃胶粘结在第一翻边上,天窗的顶面与顶板的顶面位于同一高度。本技术的车顶组件包括至少两种模式,使得同一车顶组件可以适用于不同的车顶配置。本技术降低了制造成本和难度,同时天窗通过玻璃胶粘结在侧围翻边提高了结构性能,也增大了采光区域。
技术研发人员:朱蕊
受保护的技术使用者:上汽通用汽车有限公司
技术研发日:20230129
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!