一种折弯成型三明治复合板结构的制作方法
本技术主要涉及复合板材相关,具体是一种折弯成型三明治复合板结构。
背景技术:
1、随着三明治复合板在房车上广泛运用,三明治复合板车身具有强度韧性高、轻量化、保温隔音等突出优点,但三明治复合板不象钣金件容易成型不宜做成异形也是突出的缺点。
2、现在在房车三明治复合箱板的制作过程中经常遇到需要制作“z”型90°折弯结构的箱板,由于三明治复合板一般结构是包括内面板、芯板、外面板,受限于其结构的限制,只能一块一块的拼接完成,无法一次性成型或者只能采用大弧度折弯的方式,因此难以制成所需要的90度折弯结构的箱板。
技术实现思路
1、为解决目前技术的不足,本实用新型结合现有技术,从实际应用出发,提供一种折弯成型三明治复合板结构,能够使三明治板像钣金件那样通过传统折弯形式完成三明治复合板成型,从而达到设计要求,此结构的复合板具有外形美观、强度高的特点,一次性成型达到了提高生产效率的目的。
2、本实用新型的技术方案如下:
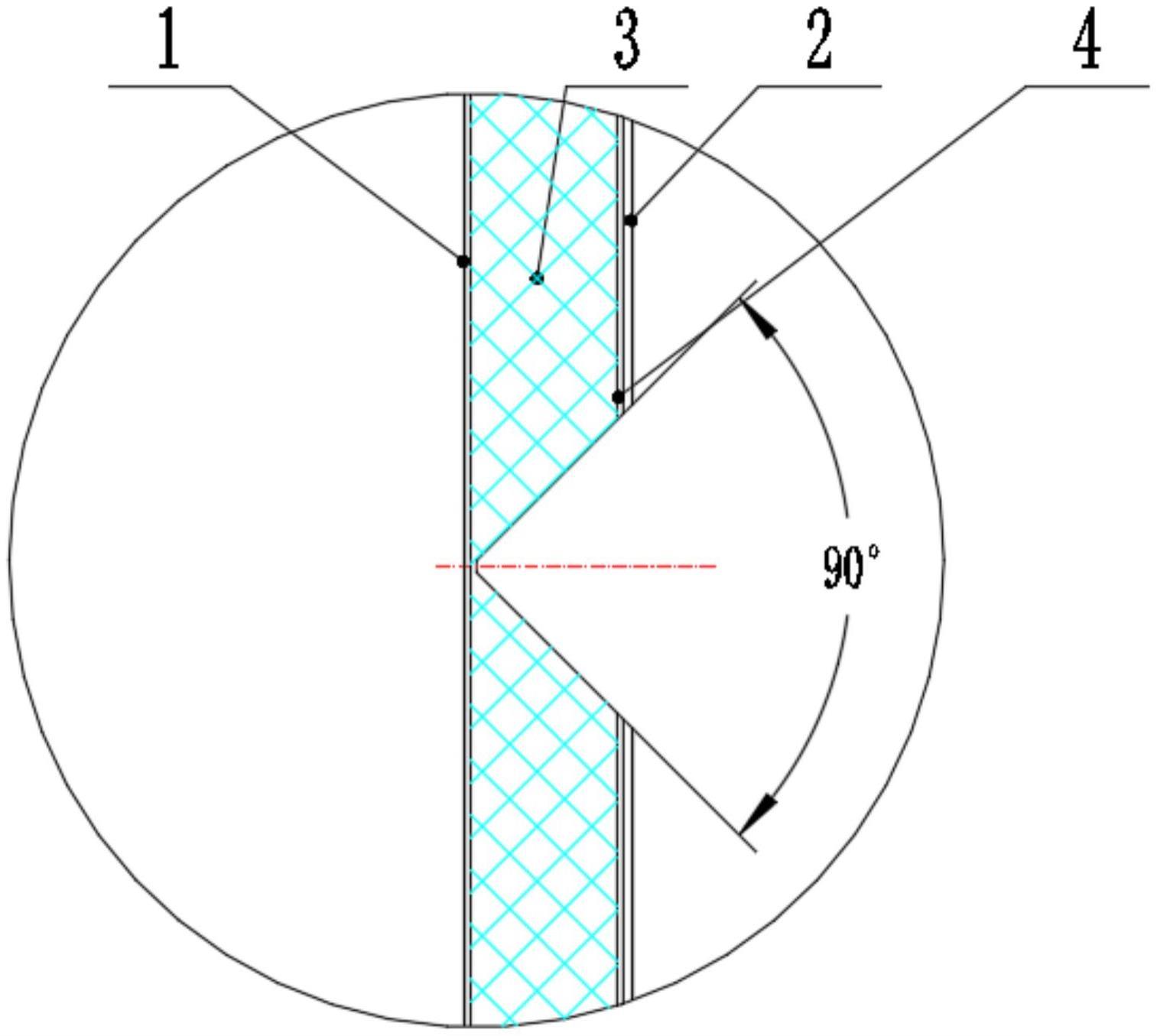
3、一种折弯成型三明治复合板结构,所述复合板包括依次设置的外蒙皮、芯材以及内蒙皮,所述复合板具有至少一处折弯部,复合板外表面或内表面开设有折弯槽,在所述折弯槽位置设有预埋板,所述预埋板设置于芯材与内蒙皮之间,由所述折弯槽处折弯形成所述复合板的折弯部。
4、进一步,所述外蒙皮以及预埋板均为金属板材。
5、进一步,所述外蒙皮为铝板,所述内蒙皮为玻璃钢板,所述预埋板为铝板。
6、进一步,所述芯材为xps挤塑板。
7、进一步,所述预埋板仅在所述折弯槽处设置一段。
8、进一步,所述折弯槽为90°开槽。
9、进一步,所述折弯槽由内蒙皮一侧开槽时,折弯槽底部与外蒙皮内侧距离为1mm,所述折弯槽由外蒙皮一侧开槽时,折弯槽底部与预埋板内侧距离为1mm。
10、进一步,所述复合板厚度为27.5mm,外蒙皮厚度为1mm,内蒙皮厚度为1.5mm,预埋板厚度为1mm。
11、进一步,所述复合板的折弯部角度为90°。
12、进一步,所述复合板是具有两处折弯部的z型结构,在复合板外表面以及内表面间隔开设折弯槽,由两处折弯槽处折弯形成所述复合板的两处折弯部。
13、本实用新型的有益效果:
14、在本实用新型中,通过对复合板结构以及板材的改进,通过在折弯处增加预埋板,开设折弯槽的方式,能够使得本复合板像钣金那样仅通过传统折弯工艺即可完成三明治复合板的成型,可根据需求制作成两次90度折弯的z型,这样做出来的复合板具有外形美观、强度高的特点,一次性成型达到了提高生产效率的目的。
技术特征:
1.一种折弯成型三明治复合板结构,其特征在于,所述复合板包括依次设置的外蒙皮、芯材以及内蒙皮,所述复合板具有至少一处折弯部,复合板外表面或内表面开设有折弯槽,在所述折弯槽位置设有预埋板,所述预埋板设置于芯材与内蒙皮之间,由所述折弯槽处折弯形成所述复合板的折弯部。
2.根据权利要求1所述的折弯成型三明治复合板结构,其特征在于,所述外蒙皮以及预埋板均为金属板材。
3.根据权利要求2所述的折弯成型三明治复合板结构,其特征在于,所述外蒙皮为铝板,所述内蒙皮为玻璃钢板,所述预埋板为铝板。
4.根据权利要求2或3所述的折弯成型三明治复合板结构,其特征在于,所述芯材为xps挤塑板。
5.根据权利要求1所述的折弯成型三明治复合板结构,其特征在于,所述预埋板仅在所述折弯槽处设置一段。
6.根据权利要求1所述的折弯成型三明治复合板结构,其特征在于,所述折弯槽为90°开槽。
7.根据权利要求1所述的折弯成型三明治复合板结构,其特征在于,所述折弯槽由内蒙皮一侧开槽时,折弯槽底部与外蒙皮内侧距离为1mm,所述折弯槽由外蒙皮一侧开槽时,折弯槽底部与预埋板内侧距离为1mm。
8.根据权利要求1所述的折弯成型三明治复合板结构,其特征在于,所述复合板厚度为27.5mm,外蒙皮厚度为1mm,内蒙皮厚度为1.5mm,预埋板厚度为1mm。
9.根据权利要求1所述的折弯成型三明治复合板结构,其特征在于,所述复合板的折弯部角度为90°。
10.根据权利要求1所述的折弯成型三明治复合板结构,其特征在于,所述复合板是具有两处折弯部的z型结构,在复合板外表面以及内表面间隔开设折弯槽,由两处折弯槽处折弯形成所述复合板的两处折弯部。
技术总结
本技术提供一种折弯成型三明治复合板结构,所述复合板包括依次设置的外蒙皮、芯材以及内蒙皮,所述复合板具有至少一处折弯部,复合板外表面或内表面开设有折弯槽,在所述折弯槽位置设有预埋板,所述预埋板设置于芯材与内蒙皮之间,由所述折弯槽处折弯形成所述复合板的折弯部。本技术能够使三明治板像钣金件那样通过传统折弯形式完成三明治复合板成型,从而达到设计要求,此结构的复合板具有外形美观、强度高的特点,一次性成型达到了提高生产效率的目的。
技术研发人员:龙连江,王元新,杨海涛
受保护的技术使用者:威海蜂巢户外用品有限公司
技术研发日:20230227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!