一种中型双艉LNG船机舱底部盆舾装的分段划分及加强方法与流程
本发明涉及船舶建造领域,具体涉及一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法。
背景技术:
1、船舶建造过程中,常规的单轴系船舶盆舾装方案是在机舱双层底与上一层甲板之间增加一层舷侧平台,舷侧平台比花钢板平台略高,以便花钢板及相关设备安装完整。在生产应用过程中发现该方法存在着以下不足:增设的这一层舷侧平台通常为永久性平台,会增大船体的结构重量,不利于空船重量控制;即使少数将此舷侧平台设计为临时加强结构,也会造成大量的板材浪费,且此临时平台后期拆除、打磨的工作量是巨大的,不利于快速搭载的推进实施。
2、大中型船舶如沿用常规盆舾装方法,即使提高了部分舾装完整性,但因此增加了永久性舷侧平台的重量,浪费资源,而且增加了人力和时间成本。
3、现有技术(cn113715986a)公开了一种盆舾装单元的安装方法,包括:在盆舾装单元中划分出至多八个模块,余下部分列入剩余舾装件;将多个模块与船体舷侧分段进行混合安装;安装剩余舾装件,模块划分的依据是盆舾装单元中各个设备件的安装位置、重量、体积以及与其它设备件的连接关系,所述剩余舾装件为盆舾装单元中没有划入模块的设备件,所述没有划入模块的设备件包括抽象设备、模块连接处的设备及连接船体舷侧分段的设备。本发明的技术方案通过将盆舾装单元划分成多个模块和剩余舾装件,然后根据模块、剩余舾装件及船体舷侧分段的形状、安装位置等因素灵活调整模块、剩余舾装件及船体舷侧分段的安装次序和/或安装路线,大大降低了安装难度,提升了安装效率。但其并没有解决舷侧平台会增大船体的结构重量的问题。
技术实现思路
1、为解决现有技术中存在的技术问题,本发明提供了一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法,在不增加过多空船重量的同时,提高了机舱底部区域舾装的完整性。
2、为达到上述目的,本发明的技术解决方案如下:
3、一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法,方法包括以下步骤:
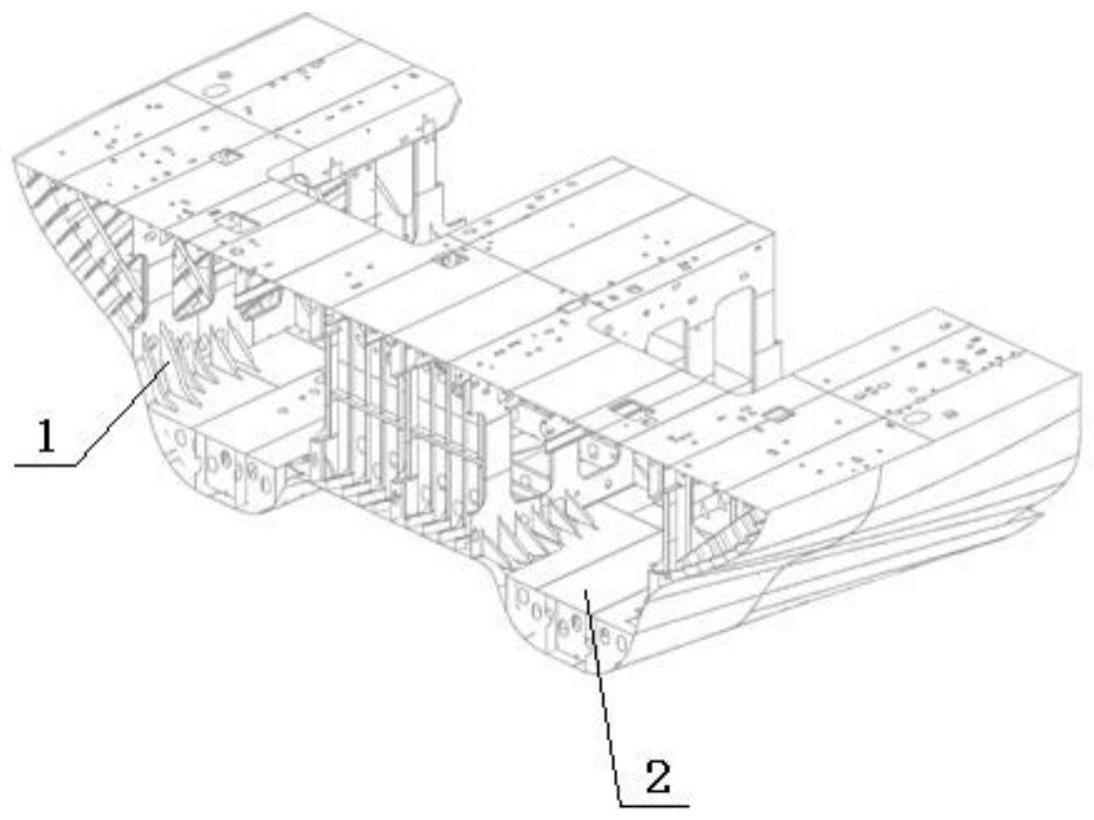
4、步骤一,对机舱底部分段进行划分,使机舱底部区域与货舱横隔舱组合形成盆状结构;
5、步骤二,对两边机舱底部舷侧半立体分段进行结构加强;
6、步骤三,对两边机舱底部舷侧前后半立体分段总组时进行支撑布置;
7、步骤四,对两边机舱底部舷侧前后半立体分段总组时烧约束焊;
8、步骤五,对两边机舱底部舷侧总段在搭载阶段松钩前增加约束焊。
9、作为优选的技术方案,在步骤一中,对机舱底部分段进行划分包括以下步骤:将左舷机舱底部半立体分段的纵舱壁下口结构高于花钢板平台部分的高度附带到左舷机舱底部分段上;将右舷机舱底部半立体分段的纵舱壁下口结构高于花钢板平台部分的高度附带到右舷机舱底部分段上;将原机舱底部总段划分的中部机舱底部甲板分段的左右两侧纵舱壁下口结构高于花钢板平台部分的高度附带到中部机舱底部分段上保持不变。
10、作为优选的技术方案,在步骤二中,将两边机舱底部舷侧半立体分段沿船长方向断开的部位增加斜拉的槽钢。
11、作为优选的技术方案,断开的部位包括纵舱壁上口部分和肋板。
12、作为优选的技术方案,在步骤三中,对两边机舱底部舷侧前后半立体分段总组时进行支撑布置包括以下步骤:对两边机舱底部舷侧前后半立体分段进行正态总组,将两边机舱底部前后半立体分段总组时下口低矮部分放置在总组地墩上,将被划分开的纵舱壁处放置在第一稳向架上,在外板线型较大区域安装支撑座并布置第二稳向架进行支撑。
13、作为优选的技术方案,在步骤四中,在左侧机舱底部舷侧半立体分段前后总组时,在前后对接缝的甲板面上沿船宽方向布置烧焊两道约束焊,在前后对接缝的底部外板上布置烧焊一道约束焊,右舷同样烧焊对应的三道约束焊。
14、作为优选的技术方案,在步骤五中,对两边机舱底部舷侧总段在搭载阶段松钩前增加约束焊包括以下步骤:左侧机舱底部舷侧总段搭载松钩前,在总段下口肋板的搭载接缝处沿船长方向布置烧焊五道约束焊,在总段甲板面上靠近船舯的搭载接缝处沿船长方向布置烧焊四道约束焊,右舷同样烧焊对应的九道约束焊。
15、与现有技术相比,本发明的有益效果为:
16、(1)本发明的一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法,通过将两侧机舱底部半立体分段的纵舱壁下口结构分别附带到与其对应相连接的底部分段上的分段划分设计,并通过对出现的机舱底部舷侧分段或总段结构强度变弱、下口结构不平齐使得搁置不便易倾覆、总组和搭载的松钩阶段易倾倒这三大问题分别提出了槽钢加强、工装支撑、松钩约束焊这三个对应的解决方法,实现了在不增加过多船舶结构重量的前提下进行高完整性盆舾装的效果。
17、(2)本方法实现了机舱底部盆舾装模块化建造,可以减少机舱底部区域约50%的散装件,极大提升了机舱区域中间产品完整性。
18、(3)本方法可以实现机舱双层底区域迅速成形,机舱双层底区域舾装件均可以实现模块化建造及吊装,几乎可以取消散装管及合拢管,大大减少了吊车的使用次数,提高了船舶的建造效率。
19、(4)本方法可以缩短机舱区域舾装件安装周期,并可以提前实现管系密性、出坞后提前开展系泊试验,能够有效降低施工人员的劳动强度、提高经济效益及作业效率。
20、(5)本方法对双艉机舱底部结构的分段划分做了优化设计,可以为后续船舶建造时将更多舾装工作由现在的总段、船坞阶段前移到分段阶段提供可能性。
技术特征:
1.一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法,其特征在于,所述方法包括以下步骤:
2.根据权利要求1所述的一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法,其特征在于,在所述步骤一中,对机舱底部分段进行划分包括以下步骤:将左舷机舱底部半立体分段的纵舱壁下口结构高于花钢板平台部分的高度附带到左舷机舱底部分段上;将右舷机舱底部半立体分段的纵舱壁下口结构高于花钢板平台部分的高度附带到右舷机舱底部分段上;将原机舱底部总段划分的中部机舱底部甲板分段的左右两侧纵舱壁下口结构高于花钢板平台部分的高度附带到中部机舱底部分段上保持不变。
3.根据权利要求1所述的一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法,其特征在于,在所述步骤二中,将两边机舱底部舷侧半立体分段沿船长方向断开的部位增加斜拉的槽钢。
4.根据权利要求3所述的一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法,其特征在于,断开的部位包括纵舱壁上口部分和肋板。
5.根据权利要求1所述的一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法,其特征在于,在所述步骤三中,对两边机舱底部舷侧前后半立体分段总组时进行支撑布置包括以下步骤:对两边机舱底部舷侧前后半立体分段进行正态总组,将两边机舱底部前后半立体分段总组时下口低矮部分放置在总组地墩上,将被划分开的纵舱壁处放置在第一稳向架上,在外板线型较大区域安装支撑座并布置第二稳向架进行支撑。
6.根据权利要求1所述的一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法,其特征在于,在所述步骤四中,在左侧机舱底部舷侧半立体分段前后总组时,在前后对接缝的甲板面上沿船宽方向布置烧焊两道约束焊,在前后对接缝的底部外板上布置烧焊一道约束焊,右舷同样烧焊对应的三道约束焊。
7.根据权利要求1所述的一种中型双艉lng船机舱底部盆舾装的分段划分及加强方法,其特征在于,在所述步骤五中,对两边机舱底部舷侧总段在搭载阶段松钩前增加约束焊包括以下步骤:左侧机舱底部舷侧总段搭载松钩前,在总段下口肋板的搭载接缝处沿船长方向布置烧焊五道约束焊,在总段甲板面上靠近船舯的搭载接缝处沿船长方向布置烧焊四道约束焊,右舷同样烧焊对应的九道约束焊。
技术总结
本发明涉及一种中型双艉LNG船机舱底部盆舾装的分段划分及加强方法,包括将划分机舱底部分段划分出盆舾装区域结构;对两边机舱底部舷侧半立体分段进行结构加强;对两边机舱底部舷侧前后半立体分段总组时进行支撑布置和烧约束焊;对两边机舱底部舷侧总段在搭载阶段松钩前增加约束焊。本发明的一种中型双艉LNG船机舱底部盆舾装的分段划分及加强方法,在不增加过多船舶结构重量的前提下进行高完整性盆舾装的效果,提升了机舱区域中间产品完整性,提高了船舶建造效率。
技术研发人员:马景辉,孙辉,陆辉文,郑毅
受保护的技术使用者:沪东中华造船(集团)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!