一种船舶工程用铝钢复合钢件及其制备方法与流程
本发明涉及异种金属复合材料制造领域,具体而言,涉及一种船舶工程用铝钢复合钢件及其制备方法。
背景技术:
1、为解决船舶及海洋工程铝合金上层建筑与钢甲板之间异种金属的高强度连接问题,采用爆炸复合技术制成铝钢复合钢件,如图1所示,现有技术中的铝钢复合钢件通常采用在铝板和钢板之间增加复合层结构,该复合层结构包括纯铝或纯钛层,其中,复合层结构为方体结构。
2、在实船建造过程中,复合层结构在与铝质上层建筑和钢甲板进行焊接时,该过程中的焊接热量使纯铝或纯钛层的界面的温度升高,纯铝或纯钛层界面性能随着温度的升高而降低,目前船舶工程广泛应用的铝钢复合钢件厚度组合型式为铝合金厚度为8~10mm,纯铝(纯钛)厚度为2~6mm,钢层厚度为10~20mm,现有焊缝距纯铝或纯钛层近,焊接时造成纯铝或纯钛层界面性能损伤大,焊接后的拉脱性能一般损伤25%左右;除此之外,复合层结构在建造过程中需要进行4道焊缝的焊接,每道焊缝产生的热量对该材料的性能产生损伤影响,且焊接效率低;按照船舶工程用复合材料设计要求,方体的复合层结构的宽度一般不小于与其焊接的铝板宽度的4倍,但这种设计不利于船舶轻量化的要求;最后铝钢复合钢件由异种金属复合而成,在潮湿的环境下,发生电化学腐蚀,因此在实船建造和服役期间,需进行涂层防护。现有技术的铝钢复合钢件的四个角部为直角结构,易导致角部涂层破裂,一旦破裂,铝钢复合钢件缺少防护措施,在海水腐蚀和动态应力加载的作用,铝钢复合钢件将加速失效。
3、鉴于以上问题,特提出申请。
技术实现思路
1、有鉴于此,本发明旨在提出一种船舶工程用铝钢复合钢件制备方法。以解决现有技术中的焊缝距离纯铝或纯钛层近,焊接时造成纯铝或纯钛层界面性能损伤大;该铝钢复合钢件在建造过程中需要进行4道焊缝的焊接,焊接效率低;复合层的宽度不小于4倍铝板的宽度,不利于船舶轻量化的要求;复合层在防护时,需要涂覆涂料,由于复合层结构为方体结构,在涂层防护时因涂料张力原因,表面涂层易破裂脱层,加速铝钢复合钢件失效的问题。
2、为达到上述目的,本发明的技术方案是这样实现的:
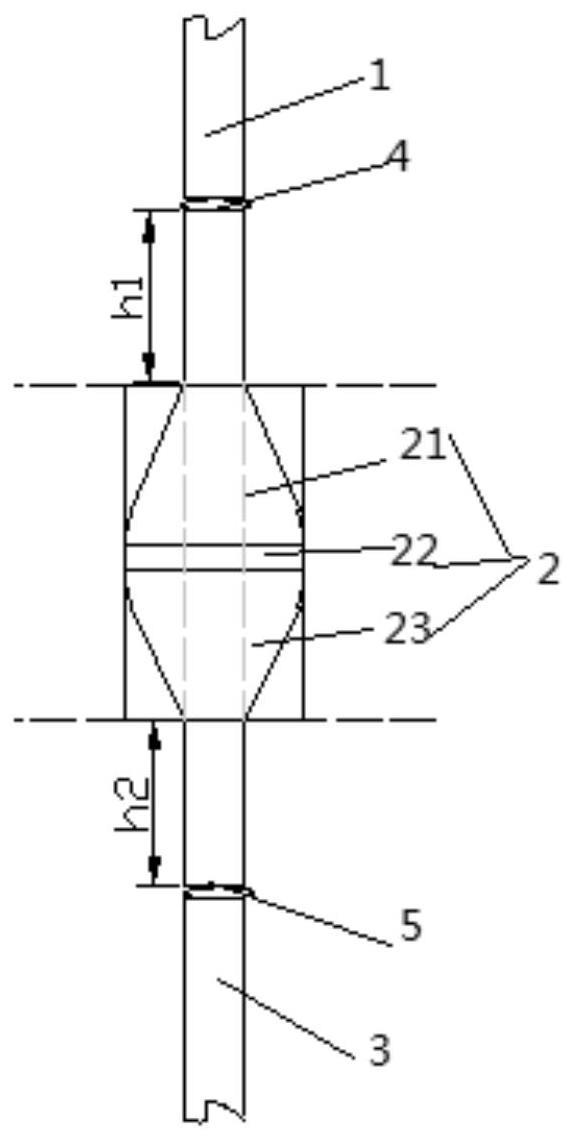
3、一种船舶工程用铝钢复合钢件,包括铝板、复合板、钢板,所述复合板位于铝板和钢板之间,所述铝板与复合板通过第一焊缝连接,所述复合板与钢板通过第二焊缝连接,所述复合板依次包括铝板连接层、纯铝或纯钛层、钢板连接层,所述铝板连接层与钢板连接层均为“漏斗”结构。
4、该设置通过将所述铝板连接层与钢板连接层设计成“漏斗”结构,可以降低焊接过程对纯铝或纯钛层界面性能损伤,减少焊缝,提高焊接效率,同时,提高铝钢复合钢件的涂层的防护效果。
5、进一步地,所述铝板连接层包括第一段、第二段,所述第一段与第二段为一体成型,所述第一段与铝板通过第一焊缝连接,所述第一段的宽度与铝板的宽度一致,所述第二段的宽度逐渐向靠近钢板的一端增大,所述第二段与纯铝或纯钛层连接处的宽度为铝板宽度的2~3倍。
6、该设置可以降低焊接过程对纯铝或纯钛层的界面性能损伤。
7、进一步地,所述钢板连接层包括第三段、第四段,所述第三段与第四段为一体成型,所述第四段与钢板通过第二焊缝连接,所述第三段的宽度与钢板的宽度一致,所述第三段的宽度逐渐向靠近钢板的一端增大,所述第三段与纯铝或纯钛层连接处的宽度为钢板宽度的2~3倍。
8、该设置可以降低焊接过程对纯铝或纯钛层界面性能损伤。
9、进一步地,所述第二段靠近纯铝或纯钛层的边缘处设置有第一过渡点,所述第一过渡点采用圆弧过渡,所述圆弧的半径为2~5mm。
10、该设置可提高铝板连接层角部涂层抗裂性。
11、进一步地,所述第三段靠近纯铝或纯钛层的边缘处设置有第二过渡点,所述第二过渡点采用圆弧过渡,所述圆弧的半径为2~5mm。
12、该设置提高钢板连接层角部涂层抗裂性。
13、进一步地,所述第一过渡点到第二段与纯铝或纯钛层的边缘处交界处为第一直边,所述第一直边的距离为2~5mm。
14、该设置可以减小铝板连接层与纯铝或纯钛层之间的应力,提高铝板连接层与纯铝或纯钛层连接牢固性,同时避免在机加工时对铝板连接层与纯铝或纯钛层造成损坏。
15、进一步地,所述第二过渡点到第三段与纯铝或纯钛层的边缘处交界处为第二直边,所述第二直边的距离为2~5mm。
16、该设置可以减小钢板连接层与纯铝或纯钛层之间的应力,提高钢板连接层与纯铝或纯钛层连接牢固性。同时避免在机加工时对钢板连接层与纯铝或纯钛层造成损坏。
17、进一步地,所述纯铝或纯钛层的边缘处为第三直边,所述第三直边与第一直边、第二直边重合。
18、该设置使得复合层之间连接稳定性更强,同时避免机加工时对复合层造成损伤。
19、进一步地,所述第一段的厚度为h1,h1=8~11mm,所述第四段的厚度为h2,h2=8~11mm。
20、一种船舶工程用铝钢复合钢件的制备方法,制备上述所述的船舶工程用铝钢复合钢件,包括如下步骤:
21、s1、选取厚度为47mm~106mm的超厚复合材料,其中47~106mm超厚复合材料由厚度为15~50mm的铝层、厚度为2~6mm的纯铝或纯钛层、厚度为30~50mm钢层通过爆炸焊接得到,将超厚复合材料经过机加工得到复合板;
22、s2、通过搅拌摩擦焊或自动mig焊的方式使复合层的铝板连接层与铝板进行对接焊接,使用自动mag完成钢板与钢板连接层的对接焊接,得到铝钢复合钢件。
23、相对于现有技术,本发明所述的一种船舶工程用铝钢复合钢件及其制备方法具有以下优势:
24、(1)本发明通过将所述铝板连接层与钢板连接层设计成“漏斗”结构,使焊缝到铝钢复合钢件的界面的距离增大1倍,能够降低焊接温度对纯铝或纯钛层界面性能的影响,即降低焊接对铝钢复合钢件的性能损伤程度;从而在保持原有性能水平下,可以降低铝钢复合钢件的宽度,达到减重不减承载能力的目的,本发明的铝钢复合钢件的重量相比原有材料降低45%;除此之外,该结构能够实现由现有的4道焊缝降低到2道焊缝,焊接效率提高近80%,进一步降低焊接温度的叠加,相应减少焊接对界面性能的损伤,采用2道对接焊缝,对接焊缝适合于搅拌摩擦焊,自动化mig、mag焊接,生产效率进一步提高。
技术特征:
1.一种船舶工程用铝钢复合钢件,包括铝板(1)、复合板(2)、钢板(3),所述复合板(2)位于铝板(1)和钢板(3)之间,其特征在于,所述铝板(1)与复合板(2)通过第一焊缝(4)连接,所述复合板(2)与钢板(3)通过第二焊缝(5)连接,所述复合板(2)依次包括铝板连接层(21)、纯铝或纯钛层(22)、钢板连接层(23),所述铝板连接层(21)与钢板连接层(23)均为“漏斗”结构。
2.根据权利要求1所述的一种船舶工程用铝钢复合钢件,其特征在于,所述铝板连接层(21)包括第一段(211)、第二段(212),所述第一段(211)与第二段(212)为一体成型,所述第一段(211)与铝板(1)通过第一焊缝(4)连接,所述第一段(211)的宽度与铝板(1)的宽度一致,所述第二段(212)的宽度逐渐向靠近钢板(3)的一端增大,所述第二段(212)与纯铝或纯钛层(22)连接处的宽度为铝板(1)宽度的2~3倍。
3.根据权利要求1所述的一种船舶工程用铝钢复合钢件,其特征在于,所述钢板连接层(23)包括第三段(231)、第四段(232),所述第三段(231)与第四段(232)为一体成型,所述第四段(232)与钢板(3)通过第二焊缝(5)连接,所述第三段(231)的宽度与钢板(3)的宽度一致,所述第三段(231)的宽度逐渐向靠近钢板(3)的一端增大,所述第三段(231)与纯铝或纯钛层(22)连接处的宽度为钢板(3)宽度的2~3倍。
4.根据权利要求1所述的一种船舶工程用铝钢复合钢件,其特征在于,所述第二段(212)靠近纯铝或纯钛层(22)的边缘处设置有第一过渡点(2121),所述第一过渡点(2121)采用圆弧过渡,所述圆弧的半径为2~5mm。
5.根据权利要求1所述的一种船舶工程用铝钢复合钢件,其特征在于,所述第三段(231)靠近纯铝或纯钛层(22)的边缘处设置有第二过渡点(2311),所述第二过渡点(2311)采用圆弧过渡,所述圆弧的半径为2~5mm。
6.根据权利要求1所述的一种船舶工程用铝钢复合钢件,其特征在于,所述第一过渡点(2121)到第二段(212)与纯铝或纯钛层(22)的边缘处交界处为第一直边(6),所述第一直边(6)的距离为2~5mm。
7.根据权利要求1所述的一种船舶工程用铝钢复合钢件,其特征在于,所述第二过渡点(2311)到第三段(231)与纯铝或纯钛层(22)的边缘处交界处为第二直边(7),所述第二直边(7)的距离为2~5mm。
8.根据权利要求1所述的一种船舶工程用铝钢复合钢件,其特征在于,所述纯铝或纯钛层(22)的边缘处为第三直边(8),所述第三直边(8)与第一直边(6)、第二直边(7)重合。
9.根据权利要求1所述的一种船舶工程用铝钢复合钢件,其特征在于,所述第一段(211)的厚度为h1,h1=8~11mm,所述第四段(232)的厚度为h2,h2=8~11mm。
10.一种船舶工程用铝钢复合钢件的制备方法,制备权利要求1-9任一项所述的船舶工程用铝钢复合钢件,其特征在于,包括如下步骤:
技术总结
本发明提供一种船舶工程用铝钢复合钢件及其制备方法,包括铝板、复合板、钢板,所述复合板位于铝板和钢板之间,所述铝板与复合板通过第一焊缝连接,所述复合板与钢板通过第二焊缝连接,所述复合板依次包括铝板连接层、纯铝或纯钛层、钢板连接层,所述铝板连接层与钢板连接层均为“漏斗”结构。本发明通过将所述铝板连接层与钢板连接层设计成“漏斗”结构,能够减少焊缝数量;增加焊缝至铝钢界面的距离,减少纯铝或纯钛层的界面性能损伤大;相比原有铝钢复合钢件接头的重量,可降低45%;最后该复合层边界处设置有圆弧结构,降低涂层开裂风险。
技术研发人员:李龙,刘金涛,韩刚,蒋晓博,李军,任江毅,赵亮
受保护的技术使用者:洛阳船舶材料研究所(中国船舶集团有限公司第七二五研究所)
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!