一种提高船舶工件弯曲精度的方法与流程
本发明涉及船舶制造,具体涉及一种提高船舶工件弯曲精度的方法。
背景技术:
1、船舶非平直部分,特别是艏、艉部受外板线性变化影响,工件呈现弯曲状态。在加工下料阶段,需将工件按图纸要求,使用油压机等设备进行弯曲加工,还需要使用弯曲治具或者制作木模来验证弯曲度是否达到要求。作业人员要反复确认,弯曲不足或者弯曲过大都会对后续加工精度产生影响,有时还会影响外板美观和船东的满意度。弯曲施工作业不仅工时多,在核对弯曲是否达到要求时的反复吊运也带来安全隐患。
技术实现思路
1、本发明的目的是为了解决船舶工件弯曲精度控制的技术问题,本发明提供了一种提高船舶工件弯曲精度的方法,解决上述问题。
2、为达到上述目的,本发明的技术方案是这样实现的:一种提高船舶工件弯曲精度的方法,应用于船舶非平直部分的加工,包括如下步骤:
3、步骤一、筛查:根据工件的设计曲度,依据船厂制限,对能够通过弯曲加工达到设计形态的工件进行筛查;
4、步骤二、刻画“曲后直线”:步骤一筛查完成后,在能够通过弯曲加工达到设计形态的工件上刻画“曲后直线”,使“曲后直线”能够贯穿整个工件;
5、步骤三、切割划线:将步骤二中刻画“曲后直线”的工件利用切割机进行切割划线,计测“曲后直线”实际计测长度与理论值的比较结果,基于理论值进行微幅矫正,控制切割精度;
6、步骤四、弯曲加工:将工件运至弯曲工位进行弯曲加工,以通过弯曲将曲后直线矫直为目的进行施工;
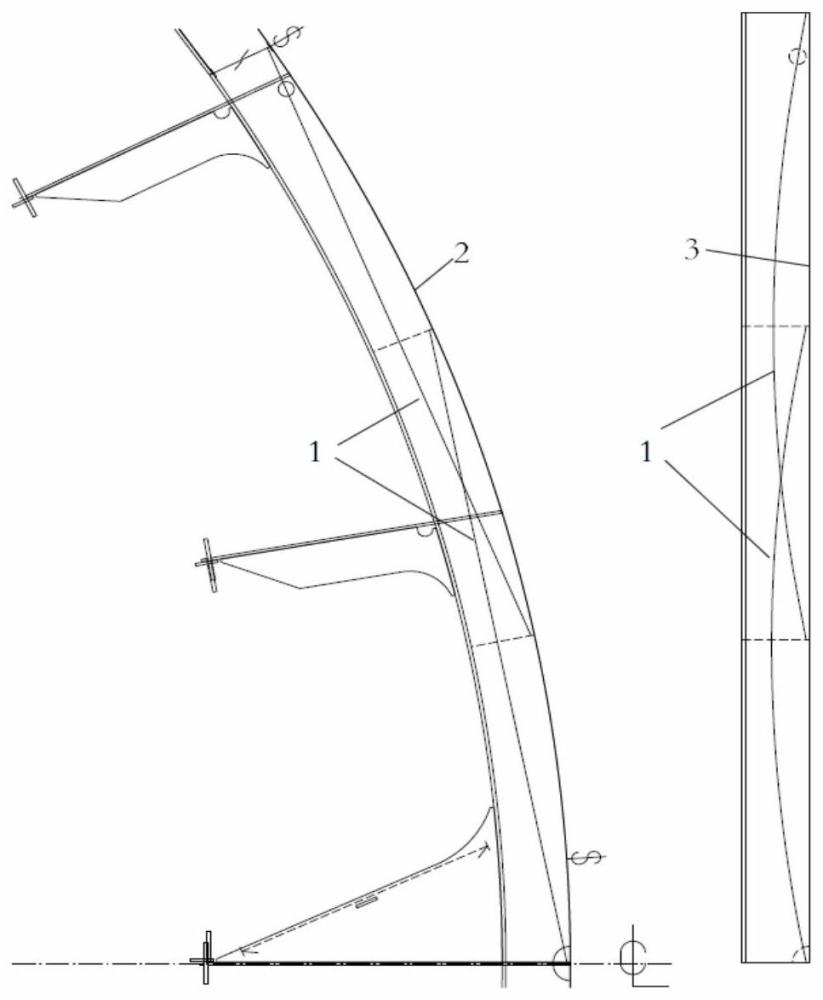
7、步骤五、弯曲度验证:通过绷直棉线与“曲后直线”进行校核,当绷直棉线与“曲后直线”完全重叠时,工件弯曲效果即达到设计要求;
8、所述“曲后直线”是一条绘制在工件上的曲线,被弯曲后成为直线的线。
9、进一步的,所述于船舶非平直部分包括艏、艉部受线性变化影响工件呈现不同的弯曲状态的部分。
10、进一步的,为保证弯曲精度,“曲后直线”须贯穿整根工件,“曲后直线”的走势与工件弯曲方向垂直。
11、进一步的,当工件曲度较大,一根“曲后直线”无法贯穿整个工件,需刻画多根“曲后直线”,须保证刻画的相邻“曲后直线”两两相交。
12、进一步的,所述“曲后直线”与工件装配边最近距离15mm。
13、进一步的,所述棉线为该弯曲方法使用的唯一验证工具,不额外制作弯曲治具或木模,有效减少人工成本,降低施工难度。
14、进一步地,所述“曲后直线”基于如下方法进行绘制:
15、绘制工件的设计图和待弯曲工件的实际放样图,在设计图和放样图上,均将工件轮廓偏移一定距离作第一曲线、第一直线,二者长度相等;
16、在第一曲线和第一直线上绘制等分线;
17、在工件的设计图上绘制第一辅助线和第二辅助线,其中,第一辅助线为第二直线,第二辅助线为等分点处圆弧圆心到该等分点连线;
18、量取各等分点处线被线第一辅助线与第一曲线截断的线段距离,反映到工件放样图中,连接点得到“曲后直线”的曲线状态作为第二曲线。
19、本发明提供一种提高船舶工件弯曲精度的方法,相对于现有技术,存在如下优点:
20、(1)通过引入“曲后直线”,使其在整个步骤中都可以作为检测弯曲精度的依据,提高弯曲加工精度;
21、(2)在验证弯曲度时仅使用棉线作为验证工具,工件无需反复吊运,节省材料及人工成本,方便易操作。
技术特征:
1.一种提高船舶工件弯曲精度的方法,其特征在于,应用于船舶非平直部分的加工,包括如下步骤:
2.根据权利要求1所述的一种提高船舶工件弯曲精度的方法,其特征在于:为保证弯曲精度,“曲后直线”须贯穿整根工件,“曲后直线”的走势应基本与工件弯曲方向垂直。
3.根据权利要求1所述的一种提高船舶工件弯曲精度的方法,其特征在于:当工件曲度较大,一根“曲后直线”无法贯穿整个工件,需刻画多根,须保证“曲后直线”两两相交。
4.根据权利要求1所述的一种提高船舶工件弯曲精度的方法,其特征在于:所述“曲后直线”与工件装配边最近距离15mm。
5.根据权利要求1所述的一种提高船舶工件弯曲精度的方法,其特征在于:所述棉线为该弯曲方法使用的唯一验证工具,不额外制作弯曲治具或木模。
6.根据权利要求1~5任一项所述的一种提高船舶工件弯曲精度的方法,其特征在于:
技术总结
本发明公开了一种提高船舶工件弯曲精度的方法,在设计阶段对未进行弯曲施工的原有工件上加设曲后直线,曲后直线依据工件的设计弯曲形态制作,通过画线设备刻画到未弯曲施工的工件上,在弯曲加工过程中采用棉线验证弯曲度,当棉线绷直并与划线完全重叠时,工件弯曲效果即达到设计要求,该方法不需要弯曲治具或者制作木模验证弯曲是否达到要求,提高了弯板精度,节约材料与人工成本,降低施工难度与施工过程的安全风险,方便实用。
技术研发人员:史明川,于安龙,齐京涛,柴庆龙
受保护的技术使用者:大连中远海运川崎船舶工程有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!