一种门机整机海运结构的绑扎方法与流程
本发明涉及整机海运,特别涉及一种门机整机海运结构的绑扎方法。
背景技术:
1、四连杆门机的交付方式通常是从转盘处分为两大构件发运,现场采用浮吊、履带吊等大型起重设备总装,但是该方式存在设备费用高、吊装风险大及总装调试时间长等缺点。整机运输能够提高产品发运完整性、降低运输成本以及大大缩短交付周期。
2、现有的整机运输绑扎方案在转盘配重下方安装塔架,工作量巨大、适配性低,且对产品本身结构强度要求高。同时,对于超高类型门机,外形尺寸本身较为细长,整体结构偏弱,不适用安装塔架。
技术实现思路
1、有鉴于此,本发明提供一种门机整机海运结构的绑扎方法,用以解决门机整机运输的工作量大且适配性低的问题。
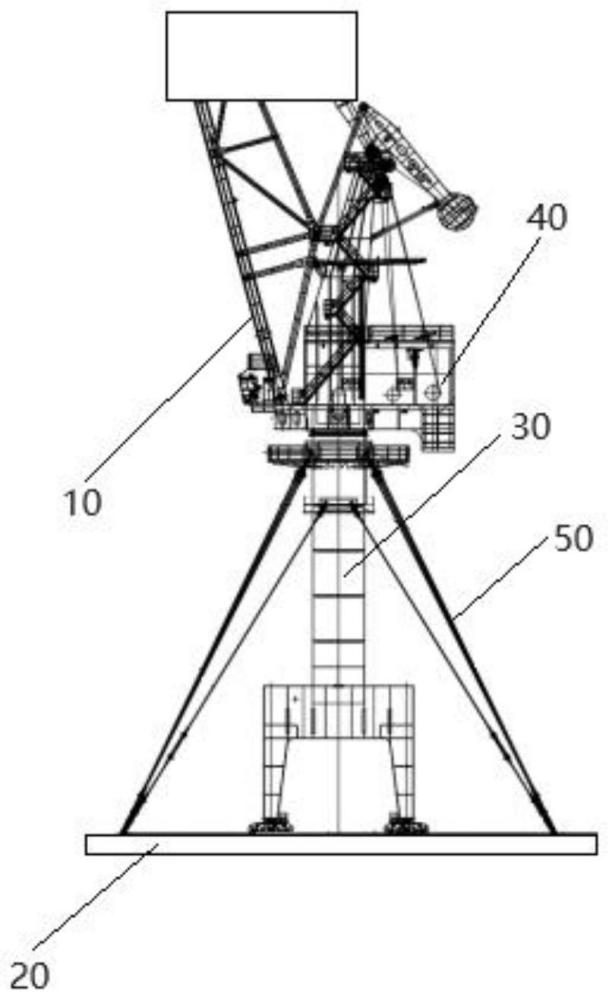
2、为解决上述技术问题,本发明提供一种门机整机海运结构的绑扎方法,门机包括圆筒体和转盘,圆筒体的一端与转盘连接,方法包括:
3、调整门机的位置,直至圆筒体与船舶的甲板垂直;
4、在圆筒体靠近转盘的一端确定两组沿圆筒体轴向上间隔设置的绑扎点,每组绑扎点设有四个第一预制点,四个第一预制点围绕圆筒体的四周均匀分布;
5、在船舶的甲板上确定与绑扎点对应的两组对接点,每组对接点设有四个第二预制点,四个第二预制点以圆筒体为中心,均匀分布在甲板上;
6、基于绑扎点相对于甲板的高度,以及对接点与圆筒体所在轴线的距离,确定每一第一预制点与对应的第二预制点之间的间距;
7、基于间距,确定拉索组件的长度,并通过拉索组件连接对应的第一预制点和第二预制点,以使门机与船舶绑定。
8、在本发明的一个实施例中,基于间距,确定拉索组件的长度,并通过拉索组件连接对应的第一预制点和第二预制点,包括:
9、将间距设置为拉索组件的总长度,拉索组件的第一端与第一预制点连接,拉索组件的第二端与第二预制点连接,并收紧拉索组件。
10、在本发明的一个实施例中,拉索组件包括至少两个工具索和分接板,拉索组件的第一端与第一预制点连接包括:
11、分接板的一端与第一预制点连接,另一端与至少两个工具索连接。
12、在本发明的一个实施例中,拉索组件还包括调节组件,拉索组件的第二端与第二预制点连接,并收紧拉索组件,包括:
13、调节组件的第一端与工具索连接,调节组件的第二端与第二预制点连接,通过调整调节组件的行程,以初步收紧拉索组件。
14、在本发明的一个实施例中,拉索组件还包括张紧机构,调节组件的第二端与第二预制点连接包括:
15、张紧机构的一端与调节组件的第二端连接,张紧机构的另一端与第二预制点连接,张紧机构对拉索组件施加预紧力,以使圆筒体绑扎到甲板上。
16、在本发明的一个实施例中,张紧机构包括支架组件和动力组件,张紧机构对拉索组件施加预紧力,以使圆筒体绑扎到甲板上,包括:
17、支架组件的一端与第二预制点连接,另一端设置有与调节组件连接的滑动件,滑动件和支架组件滑动连接,动力组件提供预紧力,推动滑动件向第二预制点滑动,以将拉索组件绑定到第二预制点处。
18、在本发明的一个实施例中,拉索组件的第一端与第一预制点连接包括:
19、在第一预制点处设置第一拉耳组件,以使拉索组件的第一端绑定到圆筒体上。
20、在本发明的一个实施例中,拉索组件的第二端与第二预制点连接包括:
21、在第二预制点处设置第二拉耳组件,以使拉索组件的第二端绑定到甲板上。
22、在本发明的一个实施例中,在第一预制点处设置第一拉耳组件,以使拉索组件的第一端绑定到圆筒体上,包括:
23、在与第一预制点处对应的圆筒体的内部设置第一加强筋,第一加强筋用于加强圆筒体的结构,以防止门机的结构被损坏。
24、在本发明的一个实施例中,在第二预制点处设置第二拉耳组件,以使拉索组件的第二端绑定到甲板上,包括:
25、在与第二预制点处对应的甲板的内部设置第二加强筋,第二加强筋用于加强甲板的结构,以防止船舶的结构被损坏。
26、本发明的上述技术方案的有益效果如下:
27、本发明的门机整机海运结构的绑扎方法,通过设置绑扎点和对接点,使用拉索组件连接绑扎点和对接点,实现了对门机的绑扎和固定。相对于传统解决方法需要安装塔架对门机进行整机运输,导致工作量大且适配性低,本发明的实施方式简化了运输步骤,极大地降低了工作量,且有助于提高门机运输过程的稳定性和安全性。
技术特征:
1.一种门机整机海运结构的绑扎方法,所述门机包括圆筒体和转盘,所述圆筒体的一端与所述转盘连接,其特征在于,所述方法包括:
2.根据权利要求1所述的门机整机海运结构的绑扎方法,其特征在于,基于所述间距,确定拉索组件的长度,并通过所述拉索组件连接对应的所述第一预制点和所述第二预制点,包括:
3.根据权利要求2所述的门机整机海运结构的绑扎方法,其特征在于,所述拉索组件包括至少两个工具索和分接板,所述拉索组件的第一端与所述第一预制点连接包括:
4.根据权利要求3所述的门机整机海运结构的绑扎方法,其特征在于,所述拉索组件还包括调节组件,所述拉索组件的第二端与所述第二预制点连接,并收紧所述拉索组件,包括:
5.根据权利要求4所述的门机整机海运结构的绑扎方法,其特征在于,所述拉索组件还包括张紧机构,所述调节组件的第二端与所述第二预制点连接包括:
6.根据权利要求5所述的门机整机海运结构的绑扎方法,其特征在于,所述张紧机构包括支架组件和动力组件,所述张紧机构对所述拉索组件施加预紧力,以使所述圆筒体绑扎到所述甲板上,包括:
7.根据权利要求2所述的门机整机海运结构的绑扎方法,其特征在于,所述拉索组件的第一端与所述第一预制点连接包括:
8.根据权利要求2所述的门机整机海运结构的绑扎方法,其特征在于,所述拉索组件的第二端与所述第二预制点连接包括:
9.根据权利要求7所述的门机整机海运结构的绑扎方法,其特征在于,所述在所述第一预制点处设置第一拉耳组件,以使所述拉索组件的第一端绑定到所述圆筒体上,包括:
10.根据权利要求8所述的门机整机海运结构的绑扎方法,其特征在于,所述在所述第二预制点处设置第二拉耳组件,以使所述拉索组件的第二端绑定到所述甲板上,包括:
技术总结
本发明提供一种门机整机海运结构的绑扎方法,门机包括圆筒体和转盘,调整门机的位置,直至圆筒体与甲板垂直;在圆筒体上确定两组绑扎点,每组绑扎点设有四个第一预制点,四个第一预制点围绕圆筒体的四周均匀分布;在甲板上确定两组对接点,每组对接点设有四个第二预制点,四个第二预制点以圆筒体为中心,均匀分布在甲板上;基于绑扎点相对于甲板的高度,以及对接点与圆筒体所在轴线的距离,确定每一第一预制点与对应的第二预制点之间的间距;基于间距确定拉索组件的长度,通过拉索组件连接第一预制点和第二预制点。本发明通过拉索组件连接绑扎点和对接点,实现对门机的绑扎和固定,简化了运输步骤,提高了门机运输的安全性。
技术研发人员:沈玉宝,李世林,向如兵,宗翠荣
受保护的技术使用者:上海振华重工(集团)股份有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!