一种可变流道装置及其制备方法
1.本发明属于流道制备相关技术领域,更具体地,涉及一种可变流道装置及其制备方法。
背景技术:
2.飞机的续航里程是飞机性能的重要指标,飞行的续航里程越远越好,但相应的又需要承载较多的燃料,进而增加了飞机的重量,空中加油机的出现很好的解决了在保证飞机载重和飞行性能的前提下提高飞机的航程和滞空时间的难题。然而在加油机给受油机加油的过程中,由于加油吊舱的锥套基本都是进行悬浮的形式,锥套孔径过小,受油机难以进行瞄准对接;锥套孔径过大,受油机虽易于瞄准对接,但受大气以及涡流的影响,加油锥套会产生一定程度的不规律飘摆运动,对接和加油过程中有脱落的风险,除此之外,现有的加油锥套和受油机接头往往是一对一匹配,同一种型号的加油锥套往往不可以适配不同型号的接头。因此,亟需设计一款可用于多种管径,加油快速、准确、安全的传输管道。
技术实现要素:
3.针对现有技术的以上缺陷或改进需求,本发明提供了一种可变流道装置及其制备方法,可以满足多种管径输入口的快速、准确、安全稳定的对接。
4.为实现上述目的,按照本发明的一个方面,提供了一种可变流道装置,所述装置包括依次连接的圆管、第一锥形管、伸缩管以及第二锥形管,其中:所述第一锥形管的小口端与所述圆管连接;所述伸缩管为轴向折叠管结构;所述第二锥形管的小口端与所述伸缩管连接,所述第二锥形管表面设有八字形折痕,以使所述第二锥形管向内折叠时内部形成正多边形管装置结构,进而对插入管进行紧固卡紧。
5.优选地,所述第二锥形管的材料为镍钛形状记忆合金。
6.优选地,所述装置还包括加热单元以及控制单元,所述加热单元用于对所述第二锥形管进行加热,所述控制单元用于控制所述加热单元的加热温度。
7.优选地,所述加热单元为加热片,所述加热片贴附于所述第二锥形管和/或伸缩管的外表面。
8.优选地,所述正多边形管的正多边形截面的相对边间距不大于所述圆管的直径。
9.按照本发明的另一个方面,提供了一种可变流道装置的制备方法,采用3d或4d打印技术一体化制备所述可变流道装置。
10.优选地,所述3d或4d打印技术为选区激光熔化技术。
11.总体而言,通过本发明所构思的以上技术方案与现有技术相比,本发明提供的一种可变流道装置及其制备方法具有如下有益效果:
12.1.通过第一锥形管可以与任意直径输入管口插入,通过伸缩管可以实现任意长度输入管口的插入深入要求,进而可以使得输入管口与第一锥形管严密对接,第二锥形管可以实现输入管口的快速插入,第二锥形管收缩后可以实现输入管口的紧固卡紧,同时降低
了风阻,显著提高了对接稳定性。
13.2.第二锥形管采用镍钛形状记忆合金,因此可以在热源的刺激下主动进行收缩,装置简单,无需机械手等复杂设备。
14.3.第二锥形管向内折叠时形成正多边形管装置结构,所述正多边形管的正多边形截面的相对边间距不大于所述圆管的直径,可以实现多种直径的卡紧,极大的提高了适配性,扩大了应用范围。
附图说明
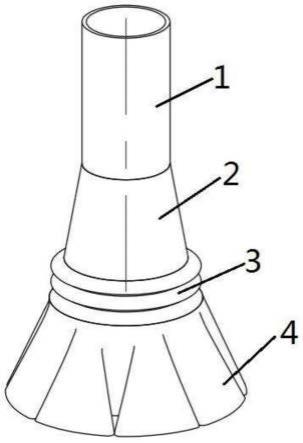
15.图1是本技术实施例可变流道装置的斜视图;
16.图2a是本技术实施例可变流道装置的主视图;
17.图2b是图2a所示可变流道装置的仰视图;
18.图2c是图2a所示可变流道装置的俯视图;
19.图3a是本技术实施例可变流道装置收缩状态时的主视图;
20.图3b是图3a所示可变流道装置收缩状态时的仰视图;
21.图4a是本技术实施例可变流道装置展开状态时的主视图;
22.图4b是图4a所示可变流道装置收缩状态时的仰视图。
23.附图标记说明:
24.1-圆管;2-第一锥形管;3-伸缩管;4-第二锥形管。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
26.请参阅图1及图2a~2c所示,本发明提供了一种可变流道装置,所述装置包括依次连接的圆管1、第一锥形管2、伸缩管3以及第二锥形管4,具体结构如下。
27.所述第一锥形管2的小口端与所述圆管1连接,第一锥形管2的大口管与伸缩管3连接。本实施例中,该圆管1的外径为100~150mm,壁厚为5~10mm,长为50~150mm;第一锥形管2的小口端外径为100~150mm,大口端外径为160~210mm,壁厚为5~10mm,长为50~150mm。
28.所述伸缩管3为轴向折叠管结构。伸缩管3包括多个单节小口端外径160~210mm、大口端外径220~240mm、壁厚5~10mm、长10-20mm的锥形管叠加的类吸管结构。
29.如图4a和4b所示,所述第二锥形管4的小口端与所述伸缩管3连接,所述第二锥形管4表面设有八字形折痕,以使所述第二锥形管4向内折叠时内部形成正多边形管装置结构,进而对插入管进行紧固卡紧。如图3a和3b所示,第二锥形管4收缩时外轮廓近似为圆锥形状,内孔为正多边形形状,例如,本实施例中为正八边形形状。
30.进一步优选的方案中,所述正多边形管的正多边形截面的相对边间距不大于所述圆管的直径。进而可以实现多种管径的紧固卡紧。
31.所述装置还包括加热单元以及控制单元,所述加热单元用于对所述第二锥形管进
行加热,所述控制单元用于控制所述加热单元的加热温度。
32.所述加热单元为加热片,所述加热片贴附于所述第二锥形管和/或伸缩管的外表面。
33.在另一方案中还可以采用控制单元对第二锥形管和/或伸缩管进行通电加热,使得第二锥形管和/或伸缩管进行变形。
34.本技术另一方面提供了一种可变流道装置的制备方法,采用3d或4d打印技术一体化制备所述可变流道装置。具体步骤如下:
35.s1:通过magics、ug、creo等三维建模软件对可变流道模型进行建模,并保存为stl格式文件;
36.s2:将保存的stl格式文件输入至选区激光熔化成型设备中,选用镍钛合金材料基板,基板磨平后进行喷砂处理,使得合金粉末可均匀铺在上面,在基板上均匀铺一层厚度约为30μm的镍钛合金球形粉末,其粉末粒径范围为18~54μm;
37.s3:关闭成形舱门,开启气体循环系统,注入氩气保护气体,使得成形腔内的氧含量低于200ppm,同时将基板预热至100~200℃;
38.s4:当成形舱内氧含量及预热温度达到设定值时,开始激光成形可变流道装置,激光功率为100w~300w,扫描速度为300mm/s~700mm/s,粉末层厚为30μm,扫描间距为120μm;
39.s5:待可变形流道装置成形完毕后,采用线切割将其从基板上切下,进行喷砂除去表面缺陷;
40.s6:对成形完毕的可变流道装置采用外力进行一系列伸展-收缩训练,使其获得双程形状记忆能力。
41.本技术中的装置尤其适用于飞机加油吊舱上加油管的加油口,通过镍钛形状记忆合金的变形调整加油锥套的伸展状态,可以实现:对接时,装置展开,易于瞄准对接;对接后加油过程中,类吸管结构和锥形结构收缩,起到紧固的作用,同时减小风阻,使加油过程更加稳定。由于装置的收缩变形使得本发明具有更大的适配性,可以适配不同孔径的受油机探头。此外,采用4d打印先进制造技术,解决了可变流道装置复杂结构的一体化成形,具有成形效率高,成形成本低的优势,采用的镍钛形状记忆合金具有抗氧化、耐腐蚀等特性,使用寿命也会提升。
42.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1