一种左垂尾型架工装的制作方法
本技术涉及飞机工装制造领域,尤其是涉及一种左垂尾型架工装。
背景技术:
1、垂尾,即垂直尾翼的简称,左垂尾即飞机左侧的垂直尾翼。尾翼是安装在飞机后部的起稳定和操纵作用的装置。尾翼一般分为垂直尾翼和水平尾翼。垂直尾翼由固定的垂直安定面和可动的方向舵组成,它在飞机上主要起方向安定和方向操纵的作用。型架是飞机装配中,对零、组件进行定位夹紧的一大类型的夹具,左垂尾的准确度主要取决于其型架工装的制造准确度和安装准确度,从而保证飞机的整体装配准确度。
2、目前在飞机装配过程中,左垂尾型架工装主要采用大量外形卡板进行工装定位,安装结构复杂,装配效率较低。
技术实现思路
1、有鉴于此,本实用新型旨在提供一种左垂尾型架工装,以缓解在飞机装配过程中,左垂尾型架工装主要采用大量外形卡板进行工装定位,安装结构复杂,装配效率较低的技术问题。
2、为达到上述目的,本实用新型实施例采用如下技术方案:
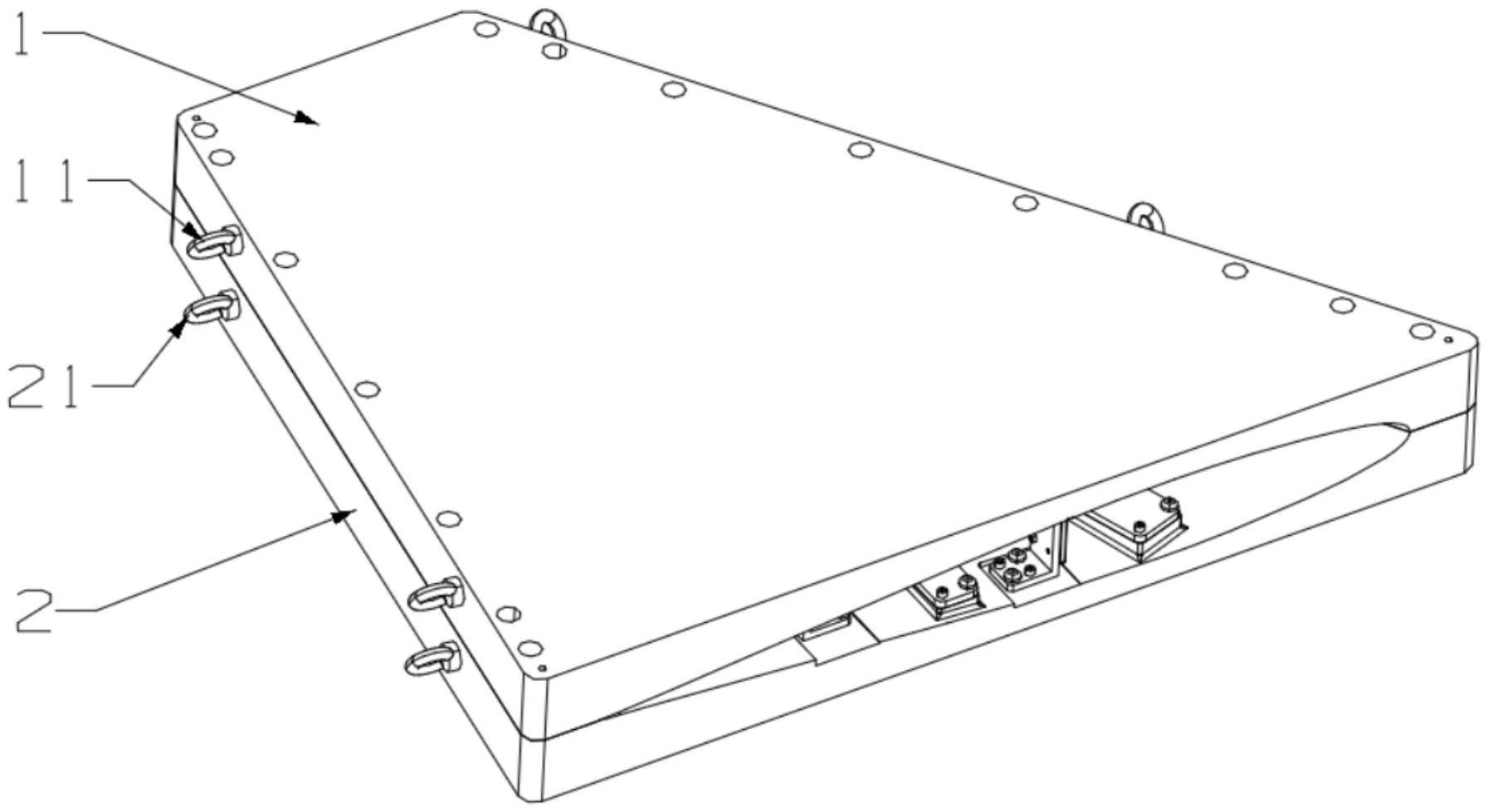
3、一种左垂尾型架工装,包括夹紧模具和定位组件;夹紧模具外部形成平板结构,且夹紧模具包括上模和下模;上模开设有上模工装定位面,下模开设有下模工装定位面,且定位组件设置于下模工装定位面上;上模与下模通过螺钉进行合模安装,且上模工装定位面与下模工装定位面拼接成工装型腔。
4、进一步地,上模与下模之间设有安装导向组件;安装导向组件包括导柱、第一固定衬套和第二固定衬套;下模开设有第一安装通孔,第一固定衬套安装于第一安装通孔内,导柱的底端固定于第一固定衬套内;上模开设有第二安装通孔,第二固定衬套安装于第二安装通孔内,且导柱的顶端可插入第二固定衬套的内部。
5、进一步地,安装导向组件具有四组,且四组安装导向组件分布于夹紧模具的四个角部位置。
6、进一步地,下模上设有打点装置;打点装置包括打点销和第三固定衬套;下模开设有第三安装通孔,第三固定衬套安装于第三安装通孔内,打点销的顶端从下模的底面插入并贯穿第三固定衬套,打点销的顶尖突出于下模工装定位面。
7、进一步地,定位组件包括多组定位块;下模上分布有多个定位点,多组定位块分布于多个定位点上。
8、进一步地,定位点包括舵面定位点,舵面定位点的定位块上设置有定位销。
9、进一步地,定位块包括独立定位块和拼装定位块;一个独立定位块固定于一个定位点上;多个拼装定位块连接成组合定位体,组合定位体固定于下模上,且拼装定位块之间通过螺纹定位销与手柄螺母进行连接固定。
10、进一步地,上模的两个对侧的侧壁上设置有上模吊环螺钉;下模的两个对侧的侧壁上设置有下模吊环螺钉。
11、相对于现有技术,本实用新型所述的一种左垂尾型架工装具有以下技术效果:
12、(1)与现有技术相比,在本技术方案中,该工装结构借用模具的外形,并通过在夹紧模具中设置定位组件的方式,来代替大量外形卡板组合的工装结构形式,能够提高左垂尾型架工装的质量,且夹紧模具的平板式结构的外形简洁美观、结构简单,简化了工装设备,降低成本,提高工作效率。
13、(2)安装导向组件的设置能够在上模与下模进行合模安装时起到安装导向的作用,使得合模操作更加精准与顺畅,从而提高整体工装的精准度。
14、(3)四组安装导向组件分布于夹紧模具的四个角部位置,使得导向分布更加均衡与稳定,合模操作更加平稳。
15、(4)打点装置的设置能够在装配过程中通过打点销的顶尖来对制件进行打点标记。
16、(5)在进行装配的过程中上模与下模间的工装型腔内需要设置定位骨架,多组定位块的设置能够对定位骨架进行均衡的定位,保障装配过程中结构的稳定性。
17、(6)定位销的设置能够对左垂尾型架的舵面进行定位。
18、(7)根据夹紧模具的工装型腔内部空间与制件的结构造型来设置独立定位块和组合定位体,且拼装定位块之间通过螺纹定位销与手柄螺母进行固定连接,便于拼装定位块之间进行快拆与快装的操作。
19、(8)上模吊环螺钉的设置便于对上模进行起吊与翻转操作,下模吊环螺钉的设置便于对下模进行起吊与翻转操作,还能够对整体工装结构进行起吊。
技术特征:
1.一种左垂尾型架工装,其特征在于:包括夹紧模具和定位组件;
2.根据权利要求1所述的一种左垂尾型架工装,其特征在于:所述上模与所述下模之间设有安装导向组件;
3.根据权利要求2所述的一种左垂尾型架工装,其特征在于:所述安装导向组件具有四组,且四组所述安装导向组件分布于所述夹紧模具的四个角部位置。
4.根据权利要求1所述的一种左垂尾型架工装,其特征在于:所述下模上设有打点装置;所述打点装置包括打点销和第三固定衬套;所述下模开设有第三安装通孔,所述第三固定衬套安装于所述第三安装通孔内,所述打点销的顶端从所述下模的底面插入并贯穿所述第三固定衬套,所述打点销的顶尖突出于所述下模工装定位面。
5.根据权利要求1所述的一种左垂尾型架工装,其特征在于:所述定位组件包括多组定位块;所述下模上分布有多个定位点,多组所述定位块分布于多个所述定位点上。
6.根据权利要求5所述的一种左垂尾型架工装,其特征在于:所述定位点包括舵面定位点,所述舵面定位点的定位块上设置有定位销。
7.根据权利要求5所述的一种左垂尾型架工装,其特征在于:所述定位块包括独立定位块和拼装定位块;一个所述独立定位块固定于一个所述定位点上;多个所述拼装定位块连接成组合定位体,所述组合定位体固定于所述下模上,且所述拼装定位块之间通过螺纹定位销与手柄螺母进行连接固定。
8.根据权利要求1所述的一种左垂尾型架工装,其特征在于:所述上模的两个对侧的侧壁上设置有上模吊环螺钉;所述下模的两个对侧的侧壁上设置有下模吊环螺钉。
技术总结
本技术公开了一种左垂尾型架工装,涉及飞机工装制造领域,包括夹紧模具和定位组件;夹紧模具外部形成平板结构,且夹紧模具包括上模和下模;上模开设有上模工装定位面,下模开设有下模工装定位面,且定位组件设置于下模工装定位面上;上模与下模通过螺钉进行合模安装,且上模工装定位面与下模工装定位面拼接成工装型腔。本技术缓解了在飞机装配过程中,左垂尾型架工装主要采用大量外形卡板进行工装定位,安装结构复杂,装配效率较低的技术问题。
技术研发人员:王鹏,张毅,王勇,张鹏,方勇
受保护的技术使用者:四川爱思达航天科技有限公司
技术研发日:20220928
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!