一种探头组件及其加工方法与流程
本发明属于结冰探测领域,具体涉及一种探头组件及其加工方法。
背景技术:
1、国内现有飞机上安装的结冰探测器大多是五六十年代的老式产品,结冰探测棒,通过飞行员目测判断是否结冰,不能定量判断结冰严重程度,不具备除冰功能。
技术实现思路
1、发明目的:提供一种探头组件及其加工方法,通过结构设计保证结冰探头功能及探测准确度,使得除冰结束后能够继续进行结冰探测。
2、技术方案:
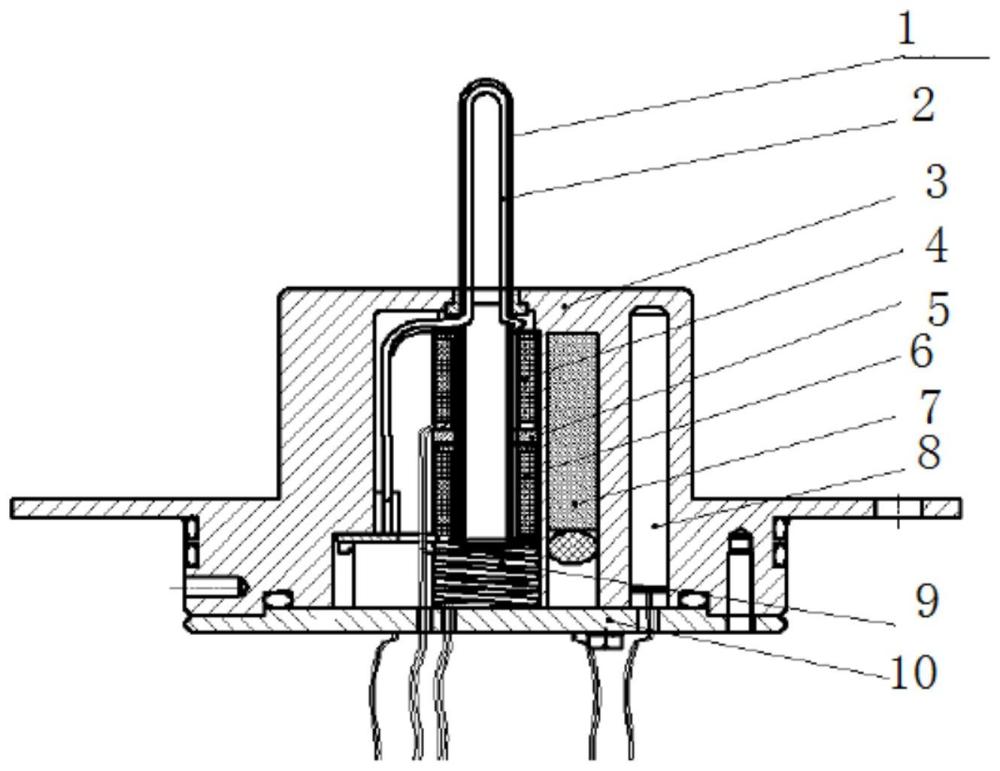
3、一种探头组件,包括:结冰探头、探头加热器、固支环、加热转换器,其中,
4、探头加热器包括加热器保护套管和内置于加热器保护套管内的加热丝;结冰探头筒壁设置两个对称斜孔,探头加热器通过对称斜孔穿入探头内,通过内置于结冰探头筒内的安装芯棒上的u型槽将探头加热器弯成u型结构,探头加热器通过高温钎焊固定于结冰探头筒内壁;结冰探头外壁设置在固支环内,探头加热器两端与加热转换器连接。
5、进一步地,斜孔角度为45°。
6、进一步地,探头加热器的加热丝为镍铬合金,加热丝之间填充电熔氧化镁粉。
7、进一步地,结冰探头筒体内径5.3mm。
8、进一步地,探头加热器内置部分直径1mm。
9、进一步地,探头加热器与探头内壁通过填充焊料焊接成一体。
10、一种探头组件的加工方法,所述探头为上的探头组件,所述加工方法包括:
11、在固支环下方的结冰探头筒壁上钻孔设置两个45度对称斜孔;
12、探头加热器通过对称斜孔穿入探头内,通过芯棒弯成u型结构;
13、结冰探头内腔沿探头加热器边缘涂焊料,固支环与探头结合部位涂焊料,焊料均匀分布,控制焊料量,烘干加热;
14、通过真空钎焊将探头加热器焊接于结冰探头内部,同时将固支环焊接于探头中部,三者焊接成一体;
15、加热器外部的端头设置加热转换器进行焊接接线转换;
16、检测加热器的电阻及绝缘电阻;
17、在550℃~750℃范围进行时效处理及热稳定处理。
18、进一步地,固支环需焊接在探头中部、不影响谐振的波节处。
19、有益效果:
20、本申请的探头组件为结冰探头内部设计了探头加热器,该加热器采用小直径铠装加热丝,通过探头中部工作节点位置放入探头内部,在内部通过专用的工装弯曲成与探头贴合的u型弯管,该u型弯管与探头内壁通过填充焊料焊接成一体,保证结冰探头功能及探测准确度,使得除冰结束后能够继续进行结冰探测。
技术特征:
1.一种探头组件,其特征在于,包括:结冰探头、探头加热器、固支环、加热转换器,其中,
2.根据权利要求1所述的探头组件,其特征在于,斜孔角度为45°。
3.根据权利要求1所述的探头组件,其特征在于,探头加热器的加热丝为镍铬合金,加热丝之间填充电熔氧化镁粉。
4.根据权利要求1所述的探头组件,其特征在于,结冰探头筒体内径5.3mm。
5.根据权利要求1所述的探头组件,其特征在于,探头加热器内置部分直径1mm。
6.根据权利要求1所述的探头组件,其特征在于,探头加热器与探头内壁通过填充焊料焊接成一体。
7.一种探头组件的加工方法,其特征在于,所述探头为权利要求1-6中任一项所述的探头组件,所述加工方法包括:
8.根据权利要求7所述的加工方法,其特征在于,固支环需焊接在探头中部、不影响谐振的波节处。
技术总结
本发明属于结冰探测领域,具体涉及一种探头组件及其加工方法。包括:结冰探头、探头加热器、固支环、加热转换器,其中,探头加热器包括加热器保护套管和内置于加热器保护套管内的加热丝;结冰探头筒壁设置两个对称斜孔,探头加热器通过对称斜孔穿入探头内,通过内置于结冰探头筒内的安装芯棒上的U型槽将探头加热器弯成U型结构,探头加热器通过高温钎焊固定于结冰探头筒内壁;结冰探头外壁设置在固支环内,探头加热器两端与加热转换器连接。
技术研发人员:宋继红,乔璐,王华征,郭军,程瑞
受保护的技术使用者:太原航空仪表有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!