齿轮传动步进出料机构的制作方法
[0001]
本实用新型属于钢棒调质设备技术领域,具体涉及一种齿轮传动步进出料机构。
背景技术:
[0002]
钢棒是加工车间常用的加工材料,为了使棒料达到良好的机械性能,往往需要使用到调质棒料。调质即淬火和高温回火的综合热处理工艺。调质件大都在比较大的动载荷作用下工作,它们承受着拉伸、压缩、弯曲、扭转或剪切的作用,有的表面还具有摩擦,要求有一定的耐磨性等等。零件处在各种复合应力下工作。尤其是对于重型机器制造中的大型部件,调质处理用得更多.因此,调质处理在热处理中占有很重要的位置。一般加工工艺来说,精加工是放在最后一道工序的。若精加工后去调质,一个是会影响外观,另一个是会影响尺寸精度。于是,加工车间加工需要调质的零件时,往往都会选择调质好的材料进行加工。因此,使用调质棒料来加工就显得重要且方便。
[0003]
钢棒调质是淬火加高温回火的双重热处理,其目的是使零件具有良好的综合机械性能。钢棒调质生产线是一种专门针对钢棒、钢管、圆钢、圆棒、铜棒、铝棒等类型的棒料金属工件进行感应热处理的一种设备。同时是现在热处理市场中更受欢迎的热处理设备,而这些调质棒料金属工件是我国各大工业,船只,车辆,机械等行业的主要元器件,所以市场对钢棒调质生产线的需求很大。并且这种设备是热处理设备中一种比较智能、环保、节能并且高效的热处理设备。随着钢棒调质设备的优势越来越突出,所应用的范围越来越广泛,工业上的传统热处理方式逐渐被感应加热调质设备所取代。在此前提下,高质量、高效率的齿轮传动步进出料装置有了运用的空间,是不可少的棒料出料机构。
技术实现要素:
[0004]
本实用新型的目的就是为了解决上述背景技术存在的不足,提供一种齿轮传动步进出料机构。
[0005]
本实用新型采用的技术方案是:一种齿轮传动步进出料机构,包括托辊传动装置和步进装置,所述托辊传动装置包括多组托辊旋转驱动电机和送料辊,所述托辊旋转驱动电机输出端与送料辊驱动连接;所述步进装置包括步进装置驱动电机、齿轮、摆臂、同步摆臂和v型块,所述步进装置驱动电机输出端与齿轮驱动连接,所述齿轮与摆臂传动连接,所述摆臂与同步摆臂铰接,所述v型块固定于同步摆臂上。
[0006]
进一步地,所述步进装置一侧设有储物支架,所述储物支架包括两段且呈“v”形布置。
[0007]
本实用新型提高钢棒等棒料调质热处理生产线进行出料的稳定性和速度,从而整体提高棒料调质效率,节省机床占地面积,为工厂减少成本。
附图说明
[0008]
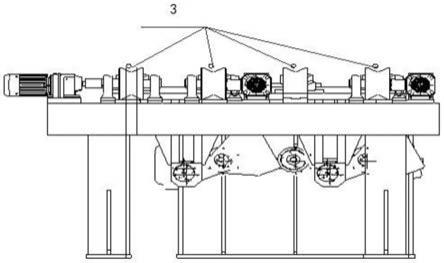
图1为本实用新型的结构示意图;
[0009]
图2为图1的俯视图;
[0010]
图3为步进装置结构示意图;
[0011]
图4为同步摆臂一个工位示意图;
[0012]
图5为同步摆臂另一工位示意图;
[0013]
图6为棒料传送至储物支架示意图。
[0014]
图中,1-托辊传动装置(1.1-托辊旋转驱动电机、1.2-送料辊)、2-步进装置(2.1-步进装置驱动电机、2.2-摆臂、2.3-同步摆臂、2.4-v型块)、3-棒料、4-储物支架。
具体实施方式
[0015]
下面结合附图和具体实施例对本实用新型作进一步的详细说明,便于清楚地了解本实用新型,但它们不对本实用新型构成限定。
[0016]
如图1-6所示,本实用新型包括托辊传动装置1和步进装置2,所述托辊传动装置1包括多组托辊旋转驱动电机1.1和送料辊1.2,所述托辊旋转驱动电机1.1输出端与送料辊1.2驱动连接;所述步进装置2包括步进装置驱动电机2.1、齿轮、摆臂2.2、同步摆臂2.3和v型块2.4,所述步进装置驱动电机2.1输出端与齿轮驱动连接,所述齿轮与摆臂2.2传动连接,所述摆臂2.2与同步摆臂2.3铰接,所述v型块2.4固定于同步摆臂2.3上。
[0017]
所述步进装置2一侧设有储物支架4,所述储物支架4包括两段且呈“v”形布置。
[0018]
本实用新型托辊传动装置1由托辊旋转驱动电机1.1主动驱动送料辊1.2旋转,每个送料辊1.2配一个托辊旋转驱动电机1.1。步进装置2是通过齿轮传动,由步进装置驱动电机2.1来驱动齿轮旋转,从而带动摆臂2.2旋转来实现搬运调质棒料从一个工位到另一个工位。钢棒、钢管、圆钢、圆棒、铜棒、铝棒等圆棒类零件以下简称“棒料”。钢棒调质生产线对棒料调质热处理后,一根一根的棒料需要出料。齿轮传动步进出料机构就是通过托辊传动装置1将棒料驱动到已定的位置,然后通过步进装置2将棒料进行步进出料。
[0019]
钢棒调质生产线对棒料调质热处理后,棒料通过托辊传动装置将棒料驱动到已定的位置,每个送料辊配一个托辊旋转驱动电机,每个送料辊主动旋转,产生较大的摩檫力,从而带动棒料到步进出料位置(见图1)。步进装置通过步进装置驱动电机2.1驱动,通过齿轮传动,使摆臂2.2旋转,从而带动同步摆臂2.3旋转,同步摆臂2.3上面固定着v型块2.4托着棒料3,就托着棒料从1#步进位置到2#步进位置。同步摆臂2.3循环旋转动作,就托着棒料从1#步进位置到2#步进位置,2#步进位置到3#步进位置,3#步进位置到4#步进位置,4#步进位置到出料支架,实现将棒料不停的步进搬运到储料支架4,进行出料(见图2、图3、图4、图5、图6)。如果棒料比较长,那么可以增加托辊传动装置和步进装置的数量来实现较长棒料的出料。
[0020]
本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1