一种钢筋网片焊接机的纵向钢筋进料系统的制作方法
[0001]
本申请涉及钢筋网片焊接机的领域,尤其是涉及一种钢筋网片焊接机的纵向钢筋进料系统。
背景技术:
[0002]
钢筋网片,简称钢网,是用于公司、桥梁、隧道施工建设过程中的主要构件之一,在混凝土浇筑过程中,将钢网加入到混凝土内,在浇筑成型后,混凝土受到的力可通过钢网进行扩散,提高了混凝土自身的应力。
[0003]
目前钢网在加工制造过程中,通常采用焊接机进行加工,纵向钢筋和横向钢筋分别进入到焊接机内进行电焊接,来达到批量生产的目的。
[0004]
针对上述中的相关技术,发明人在焊接机加工制造过程中发现,纵向钢筋在进料过程中,需要等待前一批焊接完成后,工作人员才能重新将纵向钢筋由穿丝孔送入到焊接机内进行焊接,不仅送料效率不高,增加了工作人员的劳动强度,而且需要经常启停焊接机,影响焊接机的使用寿命。
技术实现要素:
[0005]
为了提高纵向钢筋的进料速度,本申请提供一种钢筋网片焊接机的纵向钢筋进料系统。
[0006]
本申请提供的一种钢筋网片焊接机的纵向钢筋进料系统,采用如下的技术方案:一种钢筋网片焊接机的纵向钢筋进料系统,包括设置在焊接机纵向钢筋进料口的一侧穿线架,穿线架上均匀间隔开设有若干个供纵向钢筋穿过并进入到焊接机内的穿线孔,所述纵向钢筋进料系统还包括设置在地面上用于承托并均匀间隔对齐若干纵向钢筋的对齐机构、用于固定对齐机构中纵向钢筋的固定机构和设置在地面上用于驱动固定机构水平往复运动的往复机构,所述往复机构带动固定机构中的纵向钢筋穿过穿丝孔进入到焊接机内。
[0007]
通过采用上述技术方案,当焊接机内的纵向钢筋即将焊接完毕时,需要重新向焊接机内输送纵向钢筋,工作人员先将若干个纵向钢筋均匀间隔排布在对齐机构上,使若干个纵向钢筋处于对齐状态,然后启动往复机构,带动固定机构向对齐机构的方向移动,直到固定机构移动至对齐机构的上方,然后固定机构将排列好的纵向钢筋固定,再次启动往复机构,带动固定机构向朝向穿丝孔的方向移动,直到纵向钢筋即将穿入到穿丝孔内,当正在焊接的纵向钢筋焊接完成后,再次启动往复机构,将纵向钢筋穿入到穿丝孔内并进入到焊接机内进行焊接即可。再整个纵向钢筋进料过程,不仅给工作人员留有充足的时间,将纵向钢筋排布到对齐机构内,而且焊接机内的纵向钢筋使用完毕后即可向焊接机内添加新的纵向钢筋时,不用频繁启停焊接机,减少了焊接机由于经常启停而产生故障的问题。
[0008]
可选的,所述对齐机构包括设置在地面上的承托架、设置在承托架靠近穿丝孔一侧用于抵接若干纵向钢筋的定位板和设置在承托架上用于均匀间隔定位若干纵向钢筋的
分隔组件;所述分隔组件包括固定在承托架上的分隔架和若干个沿承托架长度方向均匀间隔设置在分隔架上的分隔件,所述分隔件包括分隔片,所述分隔片上开设有供纵向钢筋穿过的分隔槽。
[0009]
通过采用上述技术方案,当工作人员需要将纵向钢筋排布到对齐机构上时,首先工作人员拉动纵向钢筋,然后使纵向钢筋穿过分隔片上的分隔槽,并使纵向钢筋抵接在定位板上,然后依次的拉动纵向钢筋,使相邻的纵向钢筋位于相邻分隔片内的分隔槽内即可,方便了工作人员排列和对齐若干个纵向钢筋。
[0010]
可选的,所述分隔槽设置为v型槽。
[0011]
通过采用上述技术方案,纵向钢筋在重力的作用下卡设在v型槽内,实现了对纵向钢筋的位置进行限定,并且v型槽可对不同周径大小的纵向钢筋进行卡设,提高了对齐机构的适用范围。
[0012]
可选的,所述固定机构包括与往复机构连接的固定架和设置在固定架上用于固定纵向钢筋的磁吸组件;所述磁吸组件包括与固定架连接的磁吸架、设置在磁吸架上的若干个电磁铁和沿电磁铁长度方向罩设电磁铁并开口向下布设的u型防护罩,相邻所述电磁铁通过防护罩固定连接,所述u型防护罩包括防护板和垂直设置在防护板两侧的连接板,两个所述连接板沿垂直于纵向钢筋长度方向的水平长度之和小于相邻两个纵向钢筋之间的间距大小。
[0013]
通过采用上述技术方案,当需要使用固定组件对纵向钢筋进行固定时,首先使用往复机构,将固定机构移动至对齐机构的上方,然后启动磁吸组件,磁吸组件中的电磁铁通电,电磁铁磁化,将对齐机构中的纵向钢筋吸附到电磁铁上,实现了对纵向钢筋的固定。
[0014]
可选的,所述磁吸架上均匀间隔设置有若干个用于电磁铁沿竖直方向升降的升降组件,所述升降组件包括与磁吸架连接并沿竖直方向布设的升降气缸和两端分别与升降气缸活塞杆和连接板连接的连接座,所述磁吸架上开设有供连接座沿竖直方向滑动的通孔。
[0015]
通过采用上述技术方案,电磁铁在吸附纵向钢筋后,需要在往复机构的控制下向靠近穿丝孔的方向移动,此时焊接机内的纵向钢筋还未加工完成,电磁铁吸附的纵向钢筋需要位于加工状态纵向钢筋的后方,如果想要保证新的纵向钢筋能及时的进入到穿丝孔中,需要控制往复机构跟随加工状态纵向钢筋的移动速度进行移动,直到新的纵向钢筋进入到穿丝孔内即可,上述运动状态需要对往复组件运行有一个较大的挑战,为此,在磁吸架上设置升降组件,使电磁铁在吸附纵向钢筋移动状态时,新的纵向钢筋高度位于加工状态纵向钢筋的上方,往复机构可直接将新的纵向钢筋输送带穿丝孔的正上方,当加工状态的纵向钢筋移离穿丝孔时,启动升降组件,升降气缸带动电磁铁向下移动,直到新的纵向钢筋正对穿丝孔,然后在启动往复组件,使新的纵向钢筋穿入到穿丝孔内即可,整个进料过程比较简单。
[0016]
可选的,所述往复机构包括设置在地面上的往复架和沿纵向钢筋长度方向滑动设置在往复架上的滑动架,所述滑动架与磁吸架固定连接,所述往复架与滑动架之间设置有驱动滑动架滑动的驱动组件。
[0017]
通过采用上述技术方案,当使用往复机构驱动固定机构移动时,启动驱动组件,驱动组件带动滑动架沿纵向钢筋的长度方向移动,滑动架带动固定机构沿纵向钢筋的长度方
向移动,实现了稳定带动固定架的移动。
[0018]
可选的,所述驱动组件包括两个转动设置在滑动架两端的驱动齿轮、沿纵向钢筋长度方向设置在往复架上正对驱动齿轮位置的齿条和设置在滑动架上带动两个驱动齿轮同步转动的动力件,所述驱动齿轮与齿条齿牙捏合。
[0019]
通过采用上述技术方案,当使用驱动组件驱动滑动架的移动时,启动动力件,动力件带动两个驱动齿轮同步转动,两个驱动齿轮沿齿条进行转动移动,保证了驱动组件驱动滑动架移动的稳定性。
[0020]
可选的,所述承托架与穿线架之间设置有用于支撑纵向钢筋的支撑组件,所述支撑组件包括设置在地面上并位于承托架与穿线架之间的支撑架和若干个均匀间隔设置在支撑架上用于承托纵向钢筋的支撑杆。
[0021]
通过采用上述技术方案,承托架与穿线架之间留有一定的间距可为工作人员在对齐机构中排布纵向钢筋留有充足的时间,但是纵向钢筋在输送过程中,会出现下坠的情况,为了减少纵向钢筋在输送过程中出现的下坠幅度,为此设置支撑组件,即,在纵向钢筋输送过程中,支撑杆承托纵向钢筋。
[0022]
可选的,所述支撑杆上同轴转动套设有转动套。
[0023]
通过采用上述技术方案,纵向钢筋在移动过程中会与支撑杆产生滑动摩擦力阻力,为此在支撑杆上同轴转动套设转动套,以减少在输送纵向钢筋支撑杆对纵向钢筋产生的阻力。
[0024]
可选的,所述转动套沿其长度方向均匀间隔开设有若干个容纳纵向钢筋的容纳环槽,所述容纳环槽与转动套同轴设置。
[0025]
通过采用上述技术方案,在转动套上设置容纳环槽,对纵向钢筋的位置进行限定,避免纵向钢筋在移动过程中,由于其他外力的作用下,发生位置偏移,进而影响相邻纵向钢筋之间的间距,进而影响后续的进料过程。
[0026]
综上所述,本申请包括以下至少一种有益技术效果:1.通过设置对齐机构、固定机构和往复机构,在纵向钢筋进料过程中,不仅给工作人员留有充足的时间,将纵向钢筋排布到对齐机构内,而且焊接机内的纵向钢筋使用完毕后即可向焊接机内添加新的纵向钢筋时,不用频繁的启停焊接机,减少了焊接机由于经常启停而产生故障的问题;2.通过在磁吸架上设置升降组件,使往复机构更易将纵向钢筋穿入到穿丝孔内;3.通过设置支撑架和转动套,有效的减少了纵向钢筋在输送过程中所受到的阻力。
附图说明
[0027]
图1是相关技术的整体结构示意图。
[0028]
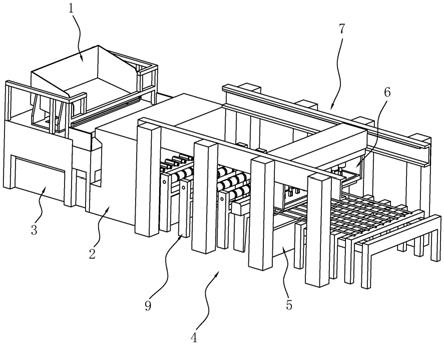
图2是本申请实施例的整体示意图。
[0029]
图3是本申请实施例中体现对齐机构和支撑组件的示意图。
[0030]
图4是本申请实施例中体现固定机构和往复机构的示意图。
[0031]
附图标记说明:1、横向钢筋进料系统;2、电焊系统;3、出料系统;4、纵向钢筋进料系统;41、穿线架;42、穿线孔;5、对齐机构;51、承托架;52、定位板;53、分隔组件;531、分隔架;532、分隔件;5321、分隔片;5322、分隔槽;6、固定机构;61、固定架;62、磁吸组件;621、磁
吸架;622、电磁铁;623、u型防护罩;6231、防护板;6232、连接板;7、升降组件;71、升降气缸;72、连接座;8、往复机构;81、往复架;82、滑动架;83、驱动组件;831、驱动齿轮;832、齿条;833、动力件;8331、动力电机;8332、动力轴;8333、锥齿轮组;9、支撑组件;91、支撑架;92、支撑杆;93、转动套;94、容纳环槽。
具体实施方式
[0032]
以下结合附图1-4对本申请作进一步详细说明。
[0033]
参考图1,钢筋网片在生产过程中需要用到焊接机,目前常见的焊接机包括横向钢筋进料系统1、纵向钢筋进料系统4、电焊系统2和出料系统3,纵向钢筋进料系统4位于电焊系统2一侧的进料口处,横向钢筋位于电焊系统2另一侧的进料口处,出料系统3位于电焊系统2的下方,纵向钢筋进料系统4用于将纵向钢筋输送到电焊系统2内,横向钢筋进料系统1用于将横向钢筋输送到电焊系统2内,电焊系统2用于将纵向钢筋与横向钢筋进行焊接,出料系统3用于输送焊接好的钢筋网片。
[0034]
纵向钢筋进料系统4包括设置在电焊系统2纵向钢筋进料口一侧的穿线架41,穿线架41上均匀间歇开设有若干个供纵向钢筋穿过的穿线孔42,纵向钢筋进料系统4的背离电焊系统2的一侧设置有纵向钢筋垛,地面上放置有承托纵向钢筋垛的支架,当需要电焊系统2中的纵向钢筋使用完毕后,需要停止横向钢筋进料系统1、电焊系统2和出料系统3,然后添加纵向钢筋,为了提高纵向钢筋的放置速度,需要两位工作人员在穿线架41的两侧同时将支架上的纵向钢筋穿入到穿线孔42内,当穿设完成后,重新启动横向钢筋进料系统1、电焊系统2和出料系统3进行加工。工作人员的劳动强度比较大,而且需要经常启停焊接机,对焊接机的损害比较大。
[0035]
本申请实施例公开一种钢筋网片焊接机的纵向钢筋进料系统。参照图2,纵向钢筋进料系统4还包括对齐机构5、固定机构6和往复机构8,对齐机构5放置在地面上,并且对齐机构5与穿线架41之间有一定的间距,对齐机构5用于方便工作人员排列和对齐若干纵向钢筋,固定机构6和往复机构8配合使用,固定机构6用于对对齐机构5中的若干横向钢筋进行固定,往复机构8带动固定机构6往复移动,进而带动纵向钢筋进行移动,实现自动进料的过程。
[0036]
如图2和图3所示,对齐机构5包括承托架51、定位板52和分隔组件53,承托架51放置在地面上,定位板52沿水平方向固定在承托架51上,分隔组件53设置在承托架51上,并位于定位板52靠近纵向钢筋垛的一侧,分隔组件53包括分隔架531和分隔件532,分隔架531水平固定在承托架51上,并且分隔架531与定位板52之间有间距,定位板52和分隔架531的长度方向均垂直于纵向钢筋的长度方向布设,分隔件532设置有若干个,若干个分隔件532沿分隔架531的长度方向均匀间隔布设,分隔件532包括分隔片5321,分隔片5321通过螺栓固定在分隔架531上,并且分隔片5321垂直于地面设置,分隔片5321的上端部开设有供纵向钢筋穿过的分隔槽5322,当工作人员将纵向钢筋由分隔槽5322穿过后,纵向钢筋的一端可抵触在定位板52上,分隔槽5322的设置方便工作人员确定相邻纵向钢筋之间的间距,为了使分隔组件53可对不同周径大小的钢筋进行分隔定位,可将分隔槽5322设置为v型槽。
[0037]
如图2和图4所示,由于固定机构6与往复机构8配合使用,因此对两者的结构进行结合式的说明。
[0038]
往复机构8包括往复架81和滑动架82,固定机构6包括固定架61和磁吸组件62,往复架81放置在地面上,并且位于承托架51与穿线架41之间,滑动架82沿纵向钢筋的长度方向滑动连接在往复架81上,并且滑动架82位于承托架51的上方,固定架61固定在滑动架82的下方,并位于承托架51的上方,磁吸组件62固定在固定架61上,用于对承托架51上的纵向钢筋进行固定。
[0039]
磁吸组件62包括磁吸架621、若干个电磁铁622和若干个u型防护罩623,磁吸架621沿水平方向固定在固定架61的下端部,磁吸架621的长度方向水平垂直于纵向钢筋的长度方向布设,u型防护罩623包括防护板6231和两个连接板6232,两个连接板6232垂直固定在防护板6231的两侧,形成一个u型的罩壳,电磁铁622设置为柱形形状的电磁铁622,电磁铁622固定在u型防护罩623内,电磁铁622的两端与连接板6232固定连接,电磁铁622通过u型防护罩623与磁吸架621连接,并且u型防护罩623的开口垂直向下设置,相邻之间的u型防护罩623通过连接板6232固定连接,并且两个连接板6232沿磁吸架621长度方向的厚度之和小于相邻两个分隔板中分隔槽5322之间的间距大小。
[0040]
磁吸架621与定位板52在竖直方向上有一定的间距,间距大小可控制在3cm-5cm之间,避免磁吸架621在移动过程中与定位板52发生干涉,为了保证磁吸架621上的电磁铁622可顺利的将纵向钢筋吸附,在磁吸架621上设置有若干个升降组件7,若干个升降组件7均匀间隔沿磁吸架621的长度方向设置,升降组件7包括升降气缸71和连接座72,升降气缸71沿竖直方向固定在磁吸架621上,连接座72固定在升降气缸71的活塞杆上,磁吸架621正对连接座72的位置开设有供连接座72沿竖直方向穿过的通孔,连接座72的另一端固定在u型防护罩623的连接板6232上。
[0041]
当需要使用固定机构6对承托架51上的纵向钢筋进行固定时,启动升降组件7,启动升降气缸71,升降气缸71带动连接座72向下移动,进而带动u型防护罩623向下移动,直到电磁铁622即将抵触纵向钢筋,然后电磁铁622通电,产生磁性,纵向钢筋吸附在电磁铁622上,反向启动升降气缸71,直到电磁铁622回到初始位置即可,保证了固定机构6能稳定的对纵向钢筋进行吸附。
[0042]
往复机构8还包括驱动组件83,驱动组件83用于驱动滑动架82在往复架81上沿纵向钢筋的长度方向移动,驱动组件83包括驱动齿轮831、齿条组832和动力件833,驱动齿轮831设置有两个,两个驱动齿轮831分别转动设置在滑动架82的两端,齿条832设置有两组,两个齿条832分别设置在往复架81正对滑动架82的位置,并且齿条832沿纵向钢筋的长度方向布设,驱动齿轮831与齿条832齿牙捏合。
[0043]
动力件833用于驱动两个驱动齿轮831同步转动,动力件833包括动力电机8331和动力轴8332,动力电机8331水平固定在滑动架82内,动力轴8332的两端分别与两个驱动齿轮831同轴固接,动力电机8331的输出轴与动力轴8332之间设置有锥齿轮组8333,锥齿轮组8333包括主动锥齿轮和从动锥齿轮,主动锥齿轮同轴固接在动力电机的输出轴上,从动锥齿轮同轴固接在动力轴上,并且主动锥齿轮与从动锥齿轮齿牙捏合。
[0044]
如图2和图3所示,承托架51与穿线架41之间设置有支撑组件9,支撑组件9包括支撑架91和支撑杆92,支撑架91放置在地面上,支撑杆92设置有若干个,若干个支撑杆92沿纵向钢筋的长度方向均匀间隔设置在支撑架91上,支撑杆92上同轴转动套93设有转动套93,转动套93沿支撑杆92的长度方向均匀间隔开设有若干个容纳环槽94,容纳环槽94的截面为
梯形形状,并且容纳环槽94的开口由外到内逐渐减小,容纳环槽94与纵向钢筋一一对应设置。当纵向钢筋在固定机构6和往复机构8的带动下向朝向穿线孔42的方向移动时,纵向钢筋会在重力的作用下抵触在转动套93上,并卡设在容纳环槽内94,减少纵向钢筋在移动过程中,相邻纵向钢筋之间的间距发生变化,影响后续的进料过程。
[0045]
本申请实施例一种钢筋网片焊接机的纵向钢筋进料系统的实施原理为:当焊接机内的纵向钢筋即将焊接完毕时,需要重新向焊接机内输送纵向钢筋,工作人员先将若干个纵向钢筋均匀间隔排布在对齐机构5上,使纵向钢筋穿过分隔片5321上的分隔槽5322,然后抵接在定位板52上。
[0046]
然后启动往复机构8,启动动力电机8331,带动固定机构6向对齐机构5的方向移动,直到固定机构6移动至对齐机构5的上方,然后固定机构6将排列好的纵向钢筋固定,启动升降气缸71,带动电磁铁622向下移动,直到电磁铁622即将抵触纵向钢筋,然后电磁铁622通电,产生磁性,纵向钢筋吸附在电磁铁622上,然后反向启动动力电机8331,带动固定机构6移动至穿线孔42的上方。
[0047]
当正在焊接的纵向钢筋焊接完成后,反向启动升降气缸71,使电磁铁622恢复初始高度位置,再次启动往复机构8,将纵向钢筋穿入到穿线孔42内并进入到焊接机内进行焊接即可。
[0048]
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1