一种全自动化检表系统及方法与流程
[0001]
本公开涉及水表检测技术领域,特别涉及一种全自动化检表系统及方法。
背景技术:
[0002]
本部分的陈述仅仅是提供了与本公开相关的背景技术,并不必然构成现有技术。
[0003]
水表广泛用于自来水、热力、化工等行业,生产水表的企业或计量部门需要对这些水表的示值误差按照相关部门制定的规程进行性能检定。
[0004]
本公开发明人发现,现有的水表检测系统,大多自动化程度低,无法实现自动的取表、检表和放表操作,需要人工的配合,费时费力且劳动力成本较高,人工的参与也存在一定的安全隐患;同时,现有的水表检测系统中,缺乏对已检水表的旋转除水操作,单纯的采用加热设备除水耗费时间过长,无法实现流程化的快速批量水表检测。
技术实现要素:
[0005]
为了解决现有技术的不足,本公开提供了一种全自动化检表系统及方法,实现了取表、检表、放表和旋转除水的全自动化操作,极大的提升了水表的检测效率。
[0006]
为了实现上述目的,本公开采用如下技术方案:
[0007]
本公开第一方面提供了一种全自动化检表系统。
[0008]
一种全自动化检表系统,包括检表台、输送机构和多自由度的机械臂;
[0009]
机械臂的末端固定有旋转气缸,旋转气缸通过连接件固定有夹爪,夹爪包括第一夹爪和第二夹爪,第一夹爪和第二夹爪均随各自气缸动作,分别用于从输送机构抓取待检水表和从检表台抓取已检水表;
[0010]
旋转气缸与通过连接件带动第一夹爪和第二夹爪旋转,第一夹爪和第二夹爪每次旋转交换位置的同时将已检水表的存水排出。
[0011]
作为可能的一些实现方式,连接件为直角三棱柱结构,旋转气缸的转轴与连接件的斜面固定连接,第一夹爪与连接件的第一垂直面连接,第二夹爪与连接件的第二垂直面连接。
[0012]
作为可能的一些实现方式,第一夹爪和第二夹爪每次旋转180
°
交换位置的同时,已检水表旋转180
°
将存水排出。
[0013]
作为可能的一些实现方式,输送机构包括第一传送带、第二传送带和第三传送带,第一传送带用于放置待检水表,第二传送带用于放置已检水表中的合格水表,第三传送带用于放置已检水表中的不合格水表。
[0014]
作为进一步的限定,第一传送带、第一传送带、第二传送带和第三传送带均与检表台上的水表放置方向平行。
[0015]
作为进一步的限定,第一传送带和第三传送带同轴共线。
[0016]
作为可能的一些实现方式,多自由度的机械臂包括x轴机械臂、y轴机械臂和z轴机械臂;
[0017]
z轴机械臂设置在输送机构的外侧,且z轴机械臂的轨道方向与输送机构的输送方向平行设置;
[0018]
x轴机械臂能够沿z轴机械臂上的轨道运动,且x轴机械臂上的轨道方向与输送机构的输送方向和检表台的水表布置方向垂直;
[0019]
y轴机械臂能够沿x轴机械臂上的轨道运动,且y轴机械臂上的轨道方向与输送机构的输送方向和检表台的水表布置方向垂直。
[0020]
作为进一步的限定,第一夹爪与第二夹爪中的一个朝向y轴方向,另一个朝向x轴方向。
[0021]
作为可能的一些实现方式,检表台上设有多个检表工位,每个检表工位的两侧均设有用于夹紧水表的夹紧气缸。
[0022]
本公开第二方面提供了一种全自动化检表方法。
[0023]
一种全自动化检表方法,利用本公开第一方面所述的全自动检表系统,包括以下步骤:
[0024]
水表组装完成后放到传送带中,水表通过喇叭口与围挡进入定位工装,当接近传感器感应到水表到位后传送带停止传动,由时间继电器延时动作,控制对夹气缸夹位水表的一端水表,将水表方位调正,由机械手将水表夹持,放到双表位打压台中;
[0025]
打压台放入两只水表后,若打压合格,则将水表夹出放到检表传送带中否则放置在不合格位置,待人工维修;
[0026]
若表位中无水表,则进行放表流程,从水表定位抓取装置中依次取出8块水表放到表位中,操作完成后,串行独立夹表装置的气缸动作,夹紧水表,然后执行自动检定流程。
[0027]
接下来执行换表流程,因为机器人手臂上装有两个夹爪,故可以高效地更换水表:
[0028]
第一夹爪从输送机构中抓取待检水表,机械臂移动到检表台的过程中第二夹爪旋转到抓取位置;
[0029]
第二夹爪抓取检表台的表位中的已检水表,提起后,旋转两个夹爪,夹有待检定水表的第一夹爪旋转到抓取位置;
[0030]
第一夹爪将待检水表放入检表台的表位中后,当第一夹爪放下待检水表后快速夹紧后放开,将水表扶正;
[0031]
第二夹爪根据检定结果将已检水表放到合格品传送带或不合格品传送带中。
[0032]
作为可能的一些实现方式,初始状态时,若检表台的表位中无水表,先进行放表流程,通过机械臂依次从输送机构抓取待检水表放到检表台的表位中,待所有表位均放置完成或者预定个数的表位放置完成后,开始执行自动检定流程。
[0033]
与现有技术相比,本公开的有益效果是:
[0034]
1、本公开所述的全自动化检表系统及方法,无需人工参与即可实现全自动的水表压力测试和流量的检定,通过xyz三轴机械臂和相应的夹爪的配合,实现了取表、检表、放表和旋转除水的全自动化操作,极大的提升了水表的检测效率。
[0035]
2、本公开所述的全自动化检表系统及方法,通过将连接件设为直角三棱柱结构,旋转气缸的转轴与连接件的斜面固定连接,第一夹爪与连接件的第一垂直面连接,第二夹爪与连接件的第二垂直面连接,第一夹爪和第二夹爪每次旋转180
°
交换位置的同时,已检水表旋转180
°
将存水排出,在进行待检水表和已检水表位置切换的过程中实现水表排水,
只需通过控制卡爪动作时间即可实现排水时间控制,极大的提升了工作效率。
附图说明
[0036]
构成本公开的一部分的说明书附图用来提供对本公开的进一步理解,本公开的示意性实施例及其说明用于解释本公开,并不构成对本公开的不当限定。
[0037]
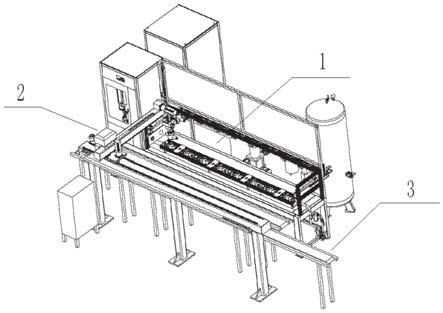
图1为本公开实施例1提供的全自动化检表系统的结构示意图。
[0038]
图2为本公开实施例1提供的全自动化检表系统的俯视图。
[0039]
图3为本公开实施例1提供的全自动化检表系统的后视图。
[0040]
图4为本公开实施例1提供的全自动化检表系统的侧视图。
[0041]
图5为本公开实施例1提供的夹爪正视图。
[0042]
图6为本公开实施例1提供的夹爪右视图。
[0043]
图7为本公开实施例1提供的夹爪左视图。
[0044]
图8为本公开实施例1提供的夹爪整体结构示意图。
[0045]
图9为本公开实施例1提供的卡爪拆分示意图。
[0046]
图10为本公开实施例3提供的增压装置结构示意图。
[0047]
1、检表台;2、机械臂;3、输送机构;4、z轴机械臂;5、x轴机械臂;6、第一传送带;7、第二传送带;8、第三传送带;9、待检水表;10、自动夹紧气缸;11、水表工位;12、夹爪;12-1、第一夹爪;12-2、第二夹爪;13、相机;14、进水旁路;15、稳压罐;16、真空泵;17、量筒外侧框架;18、水箱;19、水泵;20、过滤器;21、y轴机械臂;22、旋转气缸;23、固定座;24、卡爪气缸;25、卡爪;26-待检水表;27-检测台给水管;28-进水端口;29-排水端口;30-高压入水端口;31-进水气动阀;32-dn40黄铜球阀;33-第一电磁阀;34-第二电磁阀;35-第三电磁阀;36-第四电磁阀;37-dn8黄铜球阀;38-第一缸体;39-第二缸体;40-增压端口;41-卸压端口;42-第一活塞;43-第二活塞;44-活塞连杆;45-保压气动阀;46-针型阀;47-压力传感器;48-三位四通手转阀;49-第一端口;50-第二端口;51-第三端口;52-第四端口;53-第二缸体出水端口。
具体实施方式
[0048]
下面结合附图与实施例对本公开作进一步说明。
[0049]
应该指出,以下详细说明都是例示性的,旨在对本公开提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本公开所属技术领域的普通技术人员通常理解的相同含义。
[0050]
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本公开的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
[0051]
在不冲突的情况下,本公开中的实施例及实施例中的特征可以相互组合。
[0052]
实施例1:
[0053]
如图1-9所示,本公开实施例1提供了一种全自动化检表系统,包括检表台1、输送机构3和多自由度的机械臂2;
[0054]
机械臂的末端固定有旋转气缸22,旋转气缸22通过连接件固定有夹爪12,夹爪12包括第一夹爪12-1和第二夹爪12-2,第一夹爪12-1和第二夹爪12-2均随各自气缸动作,分别用于从输送机构抓取待检水表和从检表台抓取已检水表;
[0055]
旋转气缸22与通过连接件带动第一夹爪和第二夹爪旋转,第一夹爪和第二夹爪每次旋转交换位置的同时将已检水表的存水排出。
[0056]
具体的,第一夹爪12-1和第二夹爪12-2均包括多个卡爪25,通过卡爪气缸24带动卡爪的动作,实现水表的拾取或放置。
[0057]
本实施例中,固定座23为直角三棱柱结构(或者直角三棱锥结构),旋转气缸的转轴与固定座23(连接件)的斜面固定连接,第一夹爪与固定座23的第一垂直面连接,第二夹爪与固定座23的第二垂直面连接。
[0058]
第一夹爪和第二夹爪每次旋转180
°
交换位置的同时,已检水表旋转180
°
将存水排出。
[0059]
输送机构包括第一传送带6、第二传送带7和第三传送带8,第一传送带用于放置待检水表9,第二传送带用于放置已检水表中的合格水表,第三传送带用于放置已检水表中的不合格水表。
[0060]
第一传送带、第一传送带、第二传送带和第三传送带均与检表台上的水表工位11的方向平行,且第一传送带和第三传送带同轴共线。
[0061]
本实施例中,多自由度的机械臂包括x轴机械臂5、y轴机械臂4和z轴机械臂21;
[0062]
z轴机械臂设置在输送机构的外侧,且z轴机械臂的轨道方向与输送机构的输送方向平行设置;
[0063]
x轴机械臂能够沿z轴机械臂上的轨道运动,且x轴机械臂上的轨道方向与输送机构的输送方向和检表台的水表布置方向垂直;
[0064]
y轴机械臂能够沿x轴机械臂上的轨道运动,且y轴机械臂上的轨道方向与输送机构的输送方向和检表台的水表布置方向垂直。
[0065]
第一夹爪与第二夹爪中的一个朝向y轴方向,另一个朝向x轴方向。
[0066]
检表台上设有多个检表工位,每个检表工位的两侧均设有用于夹紧水表的自动夹紧气缸10。
[0067]
所述检表台还设有进水旁路14、稳压罐15、真空泵16、量筒外侧框架17、水箱18、水泵19和过滤器20,用于实现水路供应、抽真空和增压稳压。
[0068]
实施例2:
[0069]
本公开实施例2提供了一种全自动化检表方法,利用本公开实施例1所述的全自动检表系统,包括以下步骤:
[0070]
水表组装完成后放到传送带中,水表通过喇叭口与围挡进入定位工装,当接近传感器感应到水表到位后传送带停止传动,由时间继电器延时动作,控制对夹气缸夹位水表的一端水表,将水表方位调正,由机械手将水表夹持,放到双表位打压台中;
[0071]
打压台放入两只水表后,若打压合格,则将水表夹出放到检表传送带中否则放置在不合格位置,待人工维修;
[0072]
若表位中无水表,则进行放表流程,从水表定位抓取装置中依次取出8块水表放到表位中,操作完成后,串行独立夹表装置的气缸动作,夹紧水表,然后执行自动检定流程。
[0073]
接下来执行换表流程,因为机器人手臂上装有两个夹爪,故可以高效地更换水表:
[0074]
第一夹爪从输送机构中抓取待检水表,机械臂移动到检表台的过程中第二夹爪旋转到抓取位置;
[0075]
第二夹爪抓取检表台的表位中的已检水表,提起后,旋转两个夹爪,夹有待检定水表的第一夹爪旋转到抓取位置;
[0076]
第一夹爪将待检水表放入检表台的表位中后,当第一夹爪放下待检水表后快速夹紧后放开,将水表扶正;
[0077]
第二夹爪根据检定结果将已检水表放到合格品传送带或不合格品传送带中。
[0078]
初始状态时,若检表台的表位中无水表,先进行放表流程,通过机械臂依次从输送机构抓取待检水表放到检表台的表位中,待所有表位均放置完成或者预定个数的表位放置完成后,开始执行自动检定流程。
[0079]
具体的,以八工位检表为例:
[0080]
(1)机械手上下料循环程序运作流程:
[0081]
a、机械手卡爪气缸带动卡爪夹紧取待检定产品
→
b、机械手旋转气缸带动夹爪翻转
→
c、机械手移至已检测完成的工位
→
d、机械手卡爪气缸带动卡爪夹紧已检测完成的产品
→
e、机械手旋转气缸带动夹爪翻转水表空水
→
f、将未检测的产品放入工位
→
g、机械手旋转气缸带动夹爪翻转
→
h、将检定完成产品按检测结果放到相应的传送带(传送带分为良品及不良品两个路径)
→
a。
[0082]
(2)台体检测流程:
[0083]
a、八块水表放入检测工位完成
→
b、自动夹紧气缸对水表进行夹紧固定
→
c、高速相机移到水表上方
→
d、检定前准备工作完成
→
e、检测台进行抽真空动作
→
f、抽真空动作完成进水旁路缓流注水
→
g、进入自动检定
→
h、检定完毕检测结果上传
→
i、自动夹紧气缸松开
→
g、机械手进行取换表动作
→
a。
[0084]
实施例3:
[0085]
本公开实施例3提供了一种全自动化检表系统,包括实施例1中的各种结构,还包括有增压装置,如图10所示,增压装置与水供给管路连接,具体的,包括:
[0086]
待检水表26、检测台给水管27、进水端口28、排水端口29、高压入水端口30、进水气动阀31、dn40黄铜球阀32、第一电磁阀33、第二电磁阀34、第三电磁阀35、第四电磁阀36、dn8黄铜球阀37、第一缸体38、第二缸体39、增压端口40、卸压端口41、第一活塞42、第二活塞43、活塞连杆44、保压气动阀45、针型阀46、压力传感器47、三位四通手转阀48、第一端口49、第二端口50、第三端口51、第四端口52和第二缸体出水端口53。
[0087]
当采用手动增压的方式时;
[0088]
包括增压缸以及包括三位四通手转阀,三位四通手转阀包括第一端口、第二端口、第三端口和第四端口,第一端口与系统进水端口通过管路连通,第二端口通过管路与排水端口连通,第三端口与卸压端口连通,第四端口与增压端口连通。
[0089]
增压缸包括连通的第一缸体和第二缸体,且第二缸体的内径小于第一缸体,第二缸体的出水端口与待检水表的入水端口(高压入水端口)的连通管路上设有压力传感器;
[0090]
第一缸体内设有第一活塞,第二缸体内设有第二活塞,第一活塞与第二活塞通过活塞连杆连接;
[0091]
第一活塞将第一缸体分为第一空腔和第二空腔,增压端口设置在第一空腔外壁上,卸压端口设置在第二空腔外壁上,第二空腔与第二缸体连通。
[0092]
第二缸体的出水端口与压力传感器之间的管路上设有保压气动阀和针型阀。
[0093]
系统进水端口与第三电磁阀和第四电磁阀之间的管路的连通管路上设有dn8黄铜球阀(第一球阀)。
[0094]
系统进水端口与待检水表入水端口(高压入水端口)之间的管路上设有dn40黄铜球阀(第二球阀)和进水气动阀。
[0095]
增压过程包括以下步骤:
[0096]
各个电磁阀全部关闭;
[0097]
进水气动阀关闭,将三位四通手转阀的手柄向右拧到底,进水口水流从三位四通手转阀的第一端口流入,从第四端口流出,然后进入增压端口;
[0098]
卸压端口经过三位四通手转阀的第三端口和第二端口向外排水,在水压的作用下使增压缸内大活塞带动小活塞前移对管道内的水进行压缩实现增压。
[0099]
保压过程为:压力检测元件检测水表内部水的压力到达预先设定的压力后,将三位四通手转阀的手柄移至中位,三位四通手转阀的第三端口和第四端口处于封闭状态,从而实现保压;
[0100]
卸压过程为:
[0101]
进水气动阀关闭;
[0102]
保压时间达到一定的时间后,将三位四通手转阀的手柄向左拧到底,进水口水流从三位四通手转阀的第一端口流入,从第三端口流出,水流在卸压端口进入;
[0103]
第一缸体中的水从增压端口流经三位四通手转阀的第四端口和第二端口向外排水,在水压作用下使第一活塞带动第二活塞移动对管道内的水进行减压实现卸压。
[0104]
当采用自动打压的方式时;
[0105]
包括自动方式中的各种结构,还包括依次通过管路串行连通的第一电磁阀、第二电磁阀、第三电磁阀、第四电磁阀;
[0106]
第一电磁阀与第二电磁阀之间的管路与排水端口连通,第二电磁阀与第三电磁阀之间的管路与增压端口连通,第三电磁阀与第四电磁阀之间的管路与系统进水端口连通,第一电磁阀与第四电磁阀之间的管路与卸压端口连通。
[0107]
第一电磁阀和第三电磁阀并联到第一控制电路中,第二电磁阀和第四电磁阀并联到第二控制电路中。
[0108]
确保三位四通手转阀的手柄处于中位。
[0109]
利用上述增压系统的增压方法为:
[0110]
增压过程包括以下步骤:
[0111]
进水气动阀关闭,第一电磁阀和第三电磁阀同时开启,进水口水流经过第三电磁阀在增压端口进入,卸压端口经过第一电磁阀向排水端口排水;
[0112]
在水压的作用下使第一缸体内的第一活塞带动第二缸体内的第二活塞移动对管道内的水进行压缩实现增压。
[0113]
保压过程包括以下步骤:
[0114]
压力检测元件检测水表内部水的压力到达预先设定的压力后,第一电磁阀和第三
电磁阀关闭实现保压,保压气动阀同时也会关闭,以增强保压,防止压力因缸体或管路故障导致压力持续升高而发生安全事故;
[0115]
卸压过程包括以下步骤:
[0116]
进水气动阀开启,保压时间达到设定的时间后,第二电磁阀和第四电磁阀同时开启,水流在卸压端口进入,增压端口经过第二电磁阀向排水端口排水;
[0117]
在水压作用下使第一活塞带动第二活塞移动对管道内的水进行卸压实现卸压,同时使增压缸的大活塞回到初始状态,为下一轮的自动增压过程做准备。
[0118]
利用本实施例提供的结构可以实现手动和自动的切换,拓展了增压系统的使用范围。
[0119]
以上所述仅为本公开的优选实施例而已,并不用于限制本公开,对于本领域的技术人员来说,本公开可以有各种更改和变化。凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1