一种隐形眼镜分装自动装瓶机的制作方法
[0001]
本发明属于隐形眼镜生产设备领域,具体是一种隐形眼镜分装自动装瓶机。
背景技术:
[0002]
隐形眼镜在生产过程中经水化工序、表面检测工序检测合格后,需按照不同的需要分装进西林瓶或pp盒中。现阶段,隐形眼镜的分装装瓶工序均采用人工手动分装的方式,人力成本高昂,分装效率低下,而且出现漏装或双镜片的几率较大,增加不合格品的产出率。
技术实现要素:
[0003]
本发明的目的是提供一种镜片分装效率高、不合格品产出率低的隐形眼镜分装自动装瓶机。
[0004]
本发明的目的是通过以下技术方案实现的:一种隐形眼镜分装自动装瓶机,包括基座,基座一端设有空冰格堆叠架,该空冰格堆叠架顶部四周设有弹性卡件,弹性卡件上方放置若干层空冰格,基座另一端设有气动升降移位装置,气动升降移位装置顶部四周设有刚性卡件,卡件上放置若干层装有镜片的冰格;基座上空冰格堆叠架与气动升降移位装置之间设有气动轨道,气动轨道上设有升降机构,升降机构顶部设有冰格定位托盘;基座后方空冰格堆叠架与气动升降移位装置之间设有西林瓶输送装置,西林瓶输送装置正上方设有用于取放镜片的机械手;气动升降移位装置、升降机构和机械手均通过plc控制。
[0005]
作为本发明技术方案的优选,所述西林瓶输送装置靠近气动升降移位装置一端为待装镜西林瓶放置区,待装镜西林瓶放置区与传送带水平相接,传送带上设有西林瓶卡槽,待装镜西林瓶通过机械手装镜后由所述传送带输送至加塞工位。
[0006]
所述传送带上料端设有速度传感器,该速度传感器输出端与plc输入端电连接,plc输出端与传送带电机电连接,plc控制传送带电机使待装镜西林瓶在西林瓶卡槽内等距排列,且两相邻西林瓶的中心间距等于倒t型支架底部两相邻镜片夹具的间距。
[0007]
所述机械手包括滑轨,滑轨外周设有可沿滑轨上下滑动的倒t型支架,所述倒t型支架底部设有若干镜片夹具。
[0008]
所述倒t型支架与镜片夹具之间设有红外感应探头。
[0009]
所述升降机构为剪叉式升降机构。
[0010]
所述空冰格堆叠架和气动升降移位装置跨过基座两侧安装于装瓶机台面。
[0011]
所述西林瓶输送装置设于安装基座上。
[0012]
与现有隐形眼镜分装装瓶方法相比,本发明具有以下有益效果:1、本发明自动分装装瓶机可替代当前人工装瓶方法,极大地缩减了人工成本。
[0013]
2、本发明自动分装装瓶机自动化程度高,分装效率高,可以减少人工分装过程中西林瓶中出现双镜片的情况。
[0014]
3、本发明自动分装装瓶机在机械手的镜片夹具上方设有红外感应探头,镜片夹具夹取冰格中的镜片时能够准确感应镜片的位置,降低分装过程中的空瓶占比,从而降低不合格品的产出率。
附图说明
[0015]
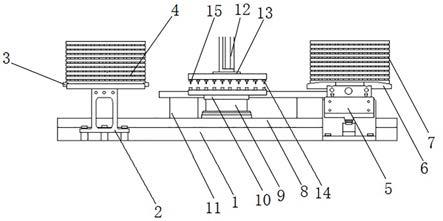
图1为本发明自动装瓶机的主视图;图2为图1的右视图;图3为图1的俯视图。
[0016]
附图标记:1、基座;2、空冰格堆叠架;3、弹性卡件;4、空冰格;5、气动升降移位装置;6、刚性卡件;7、装有镜片的冰格;8、气动轨道;9、升降机构;10、冰格定位托盘;11、西林瓶输送装置:11-1、待装镜西林瓶放置区,11-2、传送带;11-3、安装基座;11-4、待装镜西林瓶,11-5、西林瓶卡槽;12、滑轨;13、倒t型支架;14、镜片夹具;15、红外感应探头。
具体实施方式
[0017]
以下结合附图对本发明自动装瓶机的结构和运行过程进行详细说明。
[0018]
参照图1-3,本发明提供的一种隐形眼镜分装自动装瓶机,包括基座1,基座1一端设有空冰格堆叠架2,该空冰格堆叠架2顶部四周设有弹性卡件3,弹性卡件3上方放置若干层空冰格4,基座1另一端设有气动升降移位装置5,气动升降移位装置5顶部四周设有卡件6,刚性卡件6上放置若干层装有镜片的冰格7。空冰格堆叠架2和气动升降移位装置5跨过基座1两侧安装于装瓶机台面。基座1上空冰格堆叠架2与气动升降移位装置5之间设有气动轨道8,气动轨道8上设有升降机构9,该升降机构9为剪叉式,升降机构9顶部设有冰格定位托盘10;基座1后方空冰格堆叠架2与气动升降移位装置5之间设有西林瓶输送装置11,西林瓶输送装置11正上方设有用于取放镜片的机械手;气动升降移位装置5和机械手通过plc控制。
[0019]
其中,西林瓶输送装置11靠近气动升降移位装置5一端为待装镜西林瓶放置区11-1,待装镜西林瓶放置区11-1与传送带11-2水平相接,传送带11-2上设有西林瓶卡槽11-5,待装镜西林瓶通过机械手装镜后由传送带11-2输送至加塞工位。
[0020]
传送带11-2上料端设有速度传感器(图中未示出),该速度传感器输出端与omron plc输入端电连接,omron plc输出端与传送带电机电连接,omron plc控制传送带电机使待装镜西林瓶在西林瓶卡槽内等距排列,且两相邻西林瓶的中心间距等于倒t型支架13底部两相邻镜片夹具14的间距。机械手包括滑轨12,滑轨12外周设有可沿滑轨12上下滑动的倒t型支架13,倒t型支架13底部设有若干镜片夹具14,倒t型支架13与镜片夹具14之间设有红外感应探头15。需要说明的是,本发明中弹性卡件3、气动升降移位装置5、刚性卡件6、气动轨道8、升降机构9、镜片夹具14均可从现有技术中获得,因此,不再对其结构及驱动过程进行赘述。本发明中电气控制要求如下:电源要求:单相ac220v,50~60hz;气压条件:4~7kg/cm
²
;环境要求:洁净车间;控制系统为 omron plc控制。
[0021]
使用上述装瓶机进行镜片分装时,先通过人工方式在若干层空冰格的每个冰格中
装入一枚隐形眼镜镜片,得到若干层装有镜片的冰格7,将装有镜片的冰格7置于气动升降移位装置5顶部的刚性卡件6上。启动气动轨道8,升降机构9上的冰格定位托盘10在气动轨道8的驱动下向右输送到装有镜片的冰格7正下方,升降机构9上升,冰格定位托盘10托住刚性卡件6以及刚性卡件6上的所有冰格,与此同时,plc控制气动升降移位装置5水平移位,使刚性卡件6脱离冰格定位托盘10,然后气动升降移位装置5上升至从底部起算的第二个冰格位,气动升降移位装置5水平反向移位,使刚性卡件6卡住第二及以上层的冰格,然后,冰格定位托盘10在升降机构9的作用下下降回到初始高度,并在气动轨道8的驱动下将最底层的装有镜片的冰格7移动至装瓶工位。最后,plc控制机械手动作,倒t型支架13上的镜片夹具14通过红外感应探头15感应到冰格内的镜片后将其夹起,并通过滑轨12移动至西林瓶输送装置11正上方,将镜片放入待装镜西林瓶11-4内,重复该过程,直至一个冰格内的镜片均被装入西林瓶。装有镜片的西林瓶通过传送带11-2输送至加塞工位,冰格定位托盘10上的空冰格通过气动轨道8输送至空冰格堆叠架2正下方,此时,升降机构9上升穿过空冰格堆叠架2,空冰格堆叠架2四周的弹性卡件3卡住空冰格4后升降机构9下降,回到初始高度,开始下一轮镜片分装操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1