医用材料原料管展开机构的制作方法
[0001]
本发明涉及医疗器械领域,具体涉及一种医用材料原料管展开机构。
背景技术:
[0002]
洞巾作为手术中常用的医疗器械,其主要包含一个袋体,袋体上设置有袋口,在袋口的边缘设置有挡圈,挡圈主要用于避免体液或者血液从洞巾内溢出,现有技术中,在实施对洞巾生产时,多采用人工涂胶的方式进行,人工手持胶刷,对袋体的袋口处涂设粘胶,将挡圈粘在袋体处,进而实现对该种类型的洞巾进行生产,上述生产效率低下,无法适应临床中巨大的需求量。
技术实现要素:
[0003]
本发明的目的是提供一种医用材料原料管展开机构,能够有效提高该种洞巾的生产效率。
[0004]
本发明采取的技术方案具体如下:医用材料原料管展开机构,包括两组展开弹性垫,所述展开弹性垫分别与合并单元连接,所述合并单元驱动两组展开弹性垫靠近或远离,所述两组展开弹性垫靠近时,所述两组展开弹性垫合并成长条状板且分置在垫圈的两侧位置,所述两组展开弹性垫靠近时,所述两组展开弹性垫整体均呈半圆形,且实施对垫圈的展开,以将垫圈展开成圆环状。
[0005]
本发明还存在如下特征:所述合并单元包括设置在展开弹性垫两侧位置的合并辊,所述合并辊竖直且沿着展开弹性垫的长度方向等距间隔设置多组,所述合并辊的一端与合并机架连接,所述合并机架与合并气缸的活塞杆连接,所述合并气缸的活塞杆水平布置。
[0006]
所述展开弹性垫的两端分别铰接设置有展开臂,所述展开臂的一端转动式设置有展开滚轮,所述展开滚轮的轮芯竖直且滚动式设置在展开轨道上。
[0007]
所述展开轨道水平滑动设置在展开滑杆上,所述展开滑杆水平且与展开轨道垂直布置,所述展开滑杆上套设有展开弹簧,所述展开弹簧的两端分别与展开轨道抵靠。
[0008]
所述合并辊的旁侧设置有抵靠辊,所述抵靠辊竖直布置,所述抵靠辊的上端设置在合并机架上,所述抵靠辊与展开轨道抵靠或分离。
[0009]
所述两组展开弹性垫的相对面设置有粘针,所述粘针沿着展开弹性垫周向方向间隔设置多组。
[0010]
所述两组展开弹性垫的外侧设置有弹性钢片,所述弹性钢片沿着展开弹性垫的周向延伸布置。
[0011]
所述两组展开弹性垫下方位置设置有承接板,所述承接板上设置有供扶持单元的提升板穿过的开口。
[0012]
所述合并气缸的缸体固定在转运机架上,所述转运机架水平滑动设置在转运轨道上,所述转运轨道水平布置且旁侧平行设置有转运气缸,所述转运气缸与转运轨道平行布
置且活塞与转运机架连接。
[0013]
本发明取得的技术效果为:使得展开弹性垫合并形成笔直的条带状,而后合并气缸复位,两侧的合并辊远离,从而使得展开弹性垫弹性复位,进而使得垫圈形成圆圈状垫圈,以方便后续的垫圈与包装膜的固定安装。
附图说明
[0014]
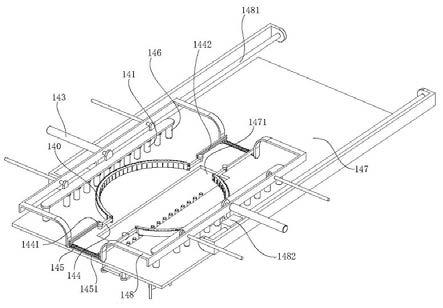
图1和图2是原料管导料设备中原料管供料单元两种视角结构示意图;图3和图4是图1中部分结构的两种视角结构示意图;图5是原料管导料设备中切管单元的主视图;图6和图7是原料管导料设备中切管单元的两种视角结构示意图;图8和图9是原料管导料设备中切管单元的部分结构两种视角示意图;图10和图11是图8中部分结构的两种视角结构示意图;图12和图13是原料管导料设备中的导料约束管的两种视角示意图;图14和图15是推管单元的两种视角结构示意图;图16和图17是原料管导料设备中原料管展开机构的两种视角示意图;图18是原料管导料设备中原料管展开机构的主视图;图19和图20是原料管导料设备中竖直提升机构的两种视角示意图;图21是原料管导料设备中竖直提升机构的主视图;图22是原料管导料设备中原料管展开机构的部分机构示意图;图23和图24是包装膜推送设备、推管安装设备、封膜设备及开孔设备的两种视角机构示意图;图25和图26是包装膜推送设备的两种视角机构示意图;图27和图28是开孔设备的两种视角机构示意图。
具体实施方式
[0015]
为了使本发明的目的及优点更加清楚明白,以下结合实施例对本发明进行具体明。应当理解,以下文字仅仅用以描述本发明的一种或几种具体的实施方式,并不对本发明具体请求的保护范围进行严格限定。如在本文中所使用,术语“平行”和“垂直”不限于其严格的几何定义,而是包括对于机加工或人类误差合理和不一致性的容限;结合图1至图28所示,下面详尽说明该医疗器械生产系统的具体特征:医疗器械生产系统,包括原料管导料设备100,所述原料管导料设备100用于将环状挡圈导出至推管安装设备200内,所述推管安装设备200用于将挡圈安装在下方位置的包装膜上方位置,所述推管安装设备200下方位置设置有包装膜推送设备300,所述包装膜推送设备300用于将包装膜以展平导出至推管安装设备200下方位置,所述包装膜推送设备300出口位置设置有封膜设备400,所述封膜设备400使得包装膜封装成封闭的包装袋;该洞巾在实际生产时,管状的垫圈原料通过原料管导料设备100导出至推管安装设备200内,通过推管安装设备200将垫圈安装在下方位置的包装膜上,实现垫圈与包装膜的自动化结合,而后通过包装膜推送设备300将包装膜导出至封膜设备400内进行封装,使得包装膜形成封闭的包装袋,进行形成最终的洞巾医疗器械,该医疗器械生产系统能够有效提
高该种洞巾的生产效率。
[0016]
为提高该医疗器械的生产效率,所述推管安装设备200上设置有开孔设备500,所述开孔设备500用于将展平的包装膜开设出圆孔,所述推管安装设备200用于将环状挡圈安装在包装膜的圆孔边缘位置;在实施对该洞巾生产时,通过开孔设备500对垫圈与包装膜所在的位置进行切孔,以形成医护人员使用的操作孔,该系统在实际生产时,能够有效提高针对该种医疗器械的生产效率。
[0017]
在实际应用时,所述原料管导料设备100包括原料管供料单元,所述原料管供料单元的出口设置有导送单元,所述导送单元用于将原料管按照展平的状态逐段导出至切管单元内,所述切管单元用于实施对原料管一端的切段操作,所述切管单元用于将原料管一端切出等厚的挡圈,所述切管单元的出口与原料管展开机构衔接,所述原料管展开机构用于原料管展开成环状,并且导出至推管安装设备200内;由于垫圈多采用高弹性海绵为原料,能够起到一定支撑作用的同时,还能有效吸附体液及血液,在实施对该种原料导送时,管状垫圈原料通过导送单元导出至切管单元进行切管操作,使得原料形成等厚的垫圈原料,而后导出至原料管展开机构内,使得垫圈形成环状原料导出至推管安装设备200内进行安装,使得环状垫圈固定在展平的包装膜上。
[0018]
优选地,为实施对切管后的垫圈原料导出至原料管展开机构内进行可靠的展开操作,所述切管单元的出口与原料管展开机构的进料口之间设置有推管单元,所述推管单元用于实施对切割后的挡圈进行推送及翻转;推管单元将切段后的原料管平推至原料管展开机构内进行展开操作,最终形成圆环状垫圈,方便与包装膜进行安装固定,确保垫圈与包装膜固定的精准度。
[0019]
更为具体地,为实施对垫圈原料管的展平及导送,所述导送单元包括卧式布置的供料辊110,所述供料辊110的出口位置设置有两组导料夹辊111,所述两组导料夹辊111与供料辊110平行布置,所述原料管从两组导料夹辊111内通过,所述两组导料夹辊111转动且用于实施对原料管的逐段牵引;垫圈卷料从两组导料夹辊111导出,并且利用两组导料夹辊111的转动,可控制两组导料夹辊111的转动圈数,进而实施对垫圈原料导出厚度的精准控制,已形成合格的垫圈原料,从而确保对垫圈与包装膜的可靠准确安装。
[0020]
更为具体地,所述供料辊110的出口与两组导料夹辊111之间设置有两组牵引辊112及展开辊113,所述两组牵引辊112及展开辊113与供料辊110平行布置,所述两组导料夹辊111之间设置有导料约束管1111,所述导料约束管1111的截面为矩形且竖直布置;在实施对垫圈原料导送时,供料辊110的出口设置的两组牵引辊112实施对垫圈原料的导出,而后利用展开辊113实施对垫圈原料的展平操作,以确保垫圈原料从导料约束管1111上端管口导出,启动两组导料夹辊111转动,以实施对垫圈原料等距的导出操作,从而实现对垫圈的等厚切段,以形成合格的垫圈原料,确保垫圈与包装膜固定的精准度。
[0021]
更为优选地,为实施对导入导料约束管1111内的垫圈原料的夹紧导送,所述两组导料夹辊111的两端分别通过滑块滑动设置在辊架1112上,所述滑块上均设置有导料滑杆1113,所述导料滑杆1113水平且均与辊架1112构成滑动配合,所述导料滑杆1113伸出辊架1112的一端设置有导料弹簧111a,所述导料弹簧111a的两端分别与导料滑杆1113的杆端及
滑块抵靠;上述的导料弹簧111a使得两组导料夹辊111相互靠近,进而确保对垫圈原料导送的可靠性,以确保垫圈原料呈现等长的方式进行导出。
[0022]
具体地,所述导料夹辊111的一端设置有从动齿轮1114,所述从动齿轮1114与主动齿轮1115啮合,所述主动齿轮1115转动式设置在机架上且与驱动电机1116连接,所述机架与滑块连接。
[0023]
为实施对垫圈原料按照等长的方式进行导出,所述导料约束管1111的管壁上设置有开口,所述开口内设置导送带1117,所述导送带1117带面竖直且与导料约束管1111的另外一侧管壁靠近,所述导送带1117转动式设置在带架上,所述带架上设置有夹紧滑杆11171,所述夹紧滑杆11171水平且滑动设置在夹紧机架上,所述夹紧滑杆11171伸出夹紧机架的一端套设有夹紧弹簧11172;利用夹紧弹簧11172实现对导送带1117的弹性夹紧,从而实施对垫圈原料的等长导出,以实施对垫圈原料的稳定可靠导送。
[0024]
进一步地,所述切管单元包括设置在导料约束管1111上端管口旁侧第一切刀121及第二切刀122,所述第一切刀121整体呈波浪板状且长度方向水平布置,所述第二切刀122呈条板状且与第一切刀121平行布置,所述第一切刀121水平移动且与导料约束管1111一侧管壁靠近或远离,以切割出一端呈波浪形的挡圈,所述第二切刀122水平移动且与导料约束管1111另一侧管壁靠近或远离,以切割成一端平齐的挡圈;该洞巾在实际使用时,垫圈的一端呈现波浪形或者锯齿形,垫圈与患者的腹部贴合时,体液或者血液从垫圈的波浪形端面与肚皮指甲剪的间隙导出至洞巾内,以确保该洞巾的有效使用,因此该医疗器械在实际生产时,第一切刀121使得垫圈原料切割成一端为平面、另一端为波浪面的垫圈,从而可直接进行与包装膜的固定,随着垫圈原料管导出后,垫圈原料管一端为波浪面,启动第二切刀122,使得垫圈原料管一端切割出一端为平面、另一端为柏昂面的垫圈,从而导出至原料管展开机构内进行展开,使得垫圈呈现圆环状构造。
[0025]
在实际对垫圈原料管等长导出时,所述导料约束管1111的上端出口位置悬伸设置有挡板123,所述挡板123水平布置,所述挡板123上设置有传感器,所述传感器的检测端竖直且用于检测原料管上端面的距离,且将检测的距离信号传输至控制单元;随着导料约束管1111导出的垫圈一端与挡板123靠近或抵靠,当挡板123上的传感器检测到垫圈一端到位后,驱动电机1116断电,导料约束管1111停止对垫圈原料的导出,以实施对垫圈原料的切割。
[0026]
具体地,在实施对所述导料约束管1111的上端出口位置还设置有接料槽板124,所述接料槽板124水平且沿着导料约束管1111的截面长度方向布置,所述接料槽板124的槽口朝下且构成容纳挡圈的槽腔,所述接料槽板124水平移动且实施对挡圈的水平转运;在实施对切段的垫圈的承接时,第一切刀121及第二切刀122设置在接料槽板124的下方位置处,以实施对垫圈原料的承接操作,而后启动第一切刀121或第二切刀122水平移动,能够分切出波浪面朝下或者波浪面朝下的垫圈原料,通过对垫圈的导出操作,以实施对垫圈与包装膜一侧的固定。
[0027]
更为具体地,所述接料槽板124的一侧设置有活动槽壁1241,所述活动槽壁1241的竖直且上端通过铰接轴与接料槽板124的底板铰接,所述活动槽壁1241的铰接轴沿着接料
槽板124长度方向布置,所述活动槽壁1241的铰接轴上套设有第一扭簧1242,所述第一扭簧1242使得活动槽壁1241竖直,所述接料槽板124的另一侧设置有推送槽壁1243,所述推送槽壁1243竖直且一侧与推料机构连接,所述推料机构驱动推送槽壁1243沿着接料槽板124的槽腔宽度方向移动以将挡圈从接料槽板124推出;上述切割好的垫圈导入接料槽板124的下方位置,并且活动槽壁1241及推送槽壁1243构成的容纳垫圈的卡槽,实现对垫圈的约束,启动推料机构,使得推送槽壁1243沿着接料槽板124的槽腔宽度方向移动,从而克服活动槽壁1241,使得垫圈从该卡槽导出,以实现对垫圈的导送操作。
[0028]
更为具体地,所述推送槽壁1243的下端面第一切刀121的截面轮廓吻合,所述导料约束管1111的一侧管壁设置有避让第一切刀121的第一避让开口a,所述推送槽壁1243的上端位于第一切刀121的上方布置,所述推送槽壁1243沿着第一切刀121的长度方向移动且将切割下来的挡圈从导料约束管1111的上端管口推出;在实施对垫圈的切分操作时,第一切刀121与第一分切气缸连接,第一分切气缸使得第一切刀121水平移动且伸入第一避让开口a内,从而实现对第一切刀121的避让,从而将切分下来的垫圈从导料约束管1111的上端管口水平推出。
[0029]
更为优选地,所述推料机构包括与推送槽壁1243一侧连接的推送架1244,所述推送架1244水平滑动设置在推料机架1245上,所述推料机架1245上设置有推送气缸1246,所述推送气缸1246活塞杆水平且杆端与推送架1244连接,所述接料槽板124的槽底板通过避让滑杆124滑动设置在推送架1244上,所述避让滑杆124与推送气缸1246平行布置,所述避让滑杆124上套设有避让弹簧1247,所述避让弹簧1247的两端分别与接料槽板124及推送架1244抵靠;所述接料槽板124上设置有挡板1248,所述接料槽板124的移动路径上设置有挡料头1249,所述挡料头1249与挡板1248抵靠或分离;随着推送气缸1246启动,使得推送架1244水平移动,从而使得推送槽壁1243沿着水平方向移动,从而使得推送槽壁1243沿着第一切刀121上板面水平移动,当挡料头1249与挡板1248抵靠后,并且压缩避让弹簧1247,以克服活动槽壁1241的第一扭簧1242,将垫圈从接料槽板124导出,从而实现对垫圈的水平推出。
[0030]
更为具体地,所述第二切刀122设置在第一切刀121的上方位置,所述第二切刀122的移动方向与第一切刀121的移动方向相反,所述第二切刀122的移动方向上设置有挡头板1221,所述挡头板1221设置在导料约束管1111的一侧管壁上,所述第二切刀122水平移动且与挡头板1221靠近时,所述挡头板1221同步竖直向上移动;当在先的垫圈通过第一切刀122切割完后后,垫圈原料一端呈现锯齿形,此时的第二切刀122水平移动,使得垫圈原料的一端形成平齐的切面,进而形成锯齿面朝上的垫圈。
[0031]
所述导料约束管1111的一侧管壁上开设有用于避让挡头板1221的避让开口,所述挡头板1221的一侧与导料约束管1111的一侧管壁平齐,所述挡头板1221竖直布置且设置有避让第二切刀122的第二避让开口b,所述挡头板1221一侧设置有连杆,所述连杆伸出导料约束管1111的一侧管壁上设置有升降臂1222,所述升降臂1222上设置有升降轮1223,所述升降轮1223轮芯水平且与第二切刀122的移动方向垂直,所述第二切刀122一端与驱动机架1224连接,所述驱动机架1224水平滑动设置在切割机架1225上,所述切割机架1225上设置
有切割气缸1226,所述切割气缸1226水平布置,所述驱动机架1224上设置有升降折板1227,所述升降折板1227与升降轮1223抵靠;在实施对带有波浪面的垫圈原料一端的切段操作,切割气缸1226启动,使得第二切刀122水平移动,连动挡头板1221竖直移动,使得第二切刀122伸入第二避让开口b内,进而实现对垫圈原料一端的切段,使得垫圈的切面为一个平面,进而实现对垫圈的呈现,切割气缸1226复位,使得第二切刀122回退至原始状态,挡头板1221下降,实现对切割下来的垫圈导出。
[0032]
更为具体地,当切割垫圈导出至原料管展开机构内,以实施对垫圈的展开,使得垫圈形成圆圈状原料,所述推管单元包括用于承接挡圈的接料腔130,所述接料腔130整体呈矩形盒状且水平布置,所述接料腔130上设置有入口及出口,所述接料腔130的入口设置在推送槽壁1243的移动路径上,所述接料腔130的出口下方设置有竖直提升机构,所述竖直提升机构用于将挡圈竖直推出至原料管展开机构的进料口内;当切割下来的垫圈导出至接料腔130内后,竖直提升机构启动,将单圈竖直推出至原料管展开机构内,以实施对垫圈的展开,使得垫圈呈现圆圈状构造。
[0033]
优选地,所述接料腔130的入口一侧设置有扶持约束板131,所述扶持约束板131的板面竖直且沿着接料腔130的长度方向布置,所述扶持约束板131的上端铰接设置在接料腔130的上端位置,所述扶持约束板131的铰接轴上套设有扶持弹簧1311,所述扶持弹簧1311使得扶持约束板131呈现板面竖直的状态;在实施对垫圈的约束时,避免垫圈随意展开,上述的扶持约束板131与垫圈一侧抵靠,使得垫圈约束呈矩形,当推送槽壁1243水平移动的过程中,克服扶持约束板131,使得垫圈停留在接料腔130内,以实施对垫圈的约束固定。
[0034]
为实施对位于接料腔130内约束好的垫圈的导出,所述接料腔130的上下腔均设置有开口,所述接料腔130的下腔开口设置有扶持水平板132,所述扶持水平板132用于实施对接料腔130的下腔开口形成阻挡;扶持水平板132实施对接料腔130下端开口的阻挡,避免约束好的垫圈从接料腔130的下端开口掉落下来。
[0035]
具体地,为实施对垫圈的翻转,使得垫圈的波浪面朝上的状态导出,所述接料腔130的两端转动式设置在推管机架133上,所述接料腔130的转动轴上设置有翻转齿轮1331,所述翻转齿轮1331与翻转齿条1332啮合,所述翻转齿条1332水平且与接料腔130的长度方向垂直,所述翻转齿条1332的一端与翻转气缸1333的活塞杆连接,所述翻转气缸1333水平且与接料腔130的长度方向垂直;在实施对接料腔130的翻转时,翻转气缸1333启动,使得接料腔130呈现180
°
的翻转动作,进而实施对垫圈的翻转,以确保垫圈与包装膜的准确安装,更为具体地,为实施对接料腔130的水平转移,并且实施对接料腔130翻转的避让,所述推管机架133水平滑动设置在无杆气缸1334的活塞上,所述无杆气缸1334水平且与接料腔130的长度方向垂直布置,所述扶持水平板132竖直设置在避让机架1335上,所述扶持水平板132与避让机架1335之间设置有避让弹簧1336,所述接料腔130的转轴上设置有避让悬臂1301,所述避让悬臂1301的悬伸端设置有避让滚轮1302,所述避让滚轮1302的轮缘与扶持水平板132的上板面抵靠或分离;
当翻转气缸1333启动时,避让悬臂1301旋转,并且使得避让滚轮1302的轮缘与扶持水平板132的上板面抵靠,进而实施对避让弹簧1336的压缩,从而使得接料腔130与扶持水平板132形成避让,完成对接料腔130的翻转。
[0036]
更为具体地,所述扶持水平板132上设置有提升开口1321,所述竖直提升机构包括设置在提升开口1321内的提升板134,所述提升板134的两侧设置有扶持单元,所述扶持单元用于实施对挡圈两侧的扶持夹紧,所述提升板134的下方与升降单元连接,所述升降单元实施对提升板134的升降;当接料腔130水平转移至扶持水平板132的提升开口1321后,升降单元启动,使得提升板134竖直移动,驱动位于接料腔130内的垫圈竖直移动且转移至原料管展开机构内,以实施对垫圈的展开,使得垫圈展开成圆环状,以方便后续的安装操作。
[0037]
优选地,所述扶持单元包括设置在提升板134两侧的扶持杆1341,所述扶持杆1341竖直且沿着扶持水平板132等距间隔设置多组,所述扶持杆1341的下端与扶持机架板1342连接,所述扶持机架板1342与升降单元连接;上述两侧的扶持杆1341能够有效实施对提升板134上的垫圈两侧的约束,使得垫圈约束形成矩形构造;更为具体地,所述升降单元包括与扶持水平板132下板面连接的第一升降板135,所述第一升降板135下方设置有第二升降板136上,所述第二升降板136上设置有升降气缸1351,所述升降气缸1351竖直且活塞杆与第一升降板135连接,所述扶持机架板1342通过扶持滑杆13421竖直滑动设置在第一升降板135上,所述第一升降板135上升对应扶持机架板1342下降动作;上述的扶持水平板132上升至最高位置后,扶持机架板1342下降,使得扶持杆1341的上端下降至低于扶持水平板132的上板面,从而使得扶持杆1341形成对垫圈的避让,形成对垫圈的转运。
[0038]
更为具体地,所述扶持滑杆13421上套设有扶持弹簧13422,所述扶持弹簧13422的两端分别与第一升降板135及扶持机架板1342抵靠,所述扶持滑杆13421伸出第一升降板135的杆端设置有升降滚轮13423,所述升降滚轮13423的轮系水平且与升降折板13424抵靠,所述升降折板13424水平且一端设置有水平杆13425,所述水平杆13425水平滑动设置在第一升降板135的延伸支架上,所述水平杆13425伸出延伸支架的杆身上套设有水平弹簧13426,所述水平弹簧13426的两端分别与水平杆13425的杆端及延伸支架抵靠,所述水平杆13425的杆端设置有滚珠13427,所述滚珠13427与竖直折板13428抵靠;随着扶持水平板132上升的过程中,使得滚珠13427与竖直折板13428抵靠,从而连动扶持滑杆13421下降,从而使得两侧的扶持杆1341的上端下降至低于扶持水平板132的上板面,从而使得扶持杆1341形成对垫圈的避让,形成对垫圈的进一步转运。
[0039]
下面详细介绍导入原料管展开机构的垫圈是如何展开形成圆环状构造,所述原料管展开机构包括两组展开弹性垫140,所述展开弹性垫140分别与合并单元连接,所述合并单元驱动两组展开弹性垫140靠近或远离,所述两组展开弹性垫140靠近时,所述两组展开弹性垫140合并成长条状板且分置在垫圈的两侧位置,所述两组展开弹性垫140靠近时,所述两组展开弹性垫140整体均呈半圆形,且实施对垫圈的展开,以将垫圈展开成圆环状。
[0040]
为使得两组展开弹性垫140靠近,使得两组展开弹性垫140实施对垫圈两侧的拉
开,所述合并单元包括设置在展开弹性垫140两侧位置的合并辊141,所述合并辊141竖直且沿着展开弹性垫140的长度方向等距间隔设置多组,所述合并辊141的一端与合并机架142连接,所述合并机架142与合并气缸143的活塞杆连接,所述合并气缸143的活塞杆水平布置;合并气缸143启动,使得两侧的合并机架142相互靠近,进而使得合并辊141与展开弹性垫140的两侧抵靠,从而使得展开弹性垫140合并形成笔直的条带状,而后合并气缸143复位,两侧的合并辊141远离,从而使得展开弹性垫140弹性复位,进而使得垫圈形成圆圈状垫圈,以方便后续的垫圈与包装膜的固定安装。
[0041]
所述展开弹性垫140的两端分别铰接设置有展开臂144,所述展开臂144的一端转动式设置有展开滚轮1441,所述展开滚轮1441的轮芯竖直且滚动式设置在展开轨道1442上;为使得展开弹性垫140合并时的导向,所述展开弹性垫140两端的展开臂144沿着展开轨道1442滑动,从而实现对展开弹性垫140的合并,以形成矩形条带状构造,进而实现对垫圈的展开操作。
[0042]
所述展开轨道1442水平滑动设置在展开滑杆145上,所述展开滑杆145水平且与展开轨道1442垂直布置,所述展开滑杆145上套设有展开弹簧1451,所述展开弹簧1451的两端分别与展开轨道1442抵靠;在实施对两展开弹性垫140的靠近时,上述的展开轨道1442沿着展开滑杆145滑动,使得展开轨道1442靠近,从而使得两展开弹性垫140靠近,进而实现对垫圈两侧的靠近。
[0043]
为实施对展开轨道1442的驱动,所述合并辊141的旁侧设置有抵靠辊146,所述抵靠辊146竖直布置,所述抵靠辊146的上端设置在合并机架142上,所述抵靠辊146与展开轨道1442抵靠或分离。
[0044]
为实施对两组展开弹性垫140两侧的粘粘,从而使得垫圈展开形成圆环状构造,所述两组展开弹性垫140的相对面设置有粘针1401,所述粘针1401沿着展开弹性垫140周向方向间隔设置多组。
[0045]
更为具体地,为使得展开弹性垫140在无外力作用下呈现圆环状构造,所述两组展开弹性垫140的外侧设置有弹性钢片1402,所述弹性钢片1402沿着展开弹性垫140的周向延伸布置。
[0046]
为实施对垫圈的展开及承接,所述两组展开弹性垫140下方位置设置有承接板147,所述承接板147上设置有供扶持单元的提升板134穿过的开口1471。
[0047]
为实施对展开的垫圈的水平转运,以将垫圈转运至述推管安装设备200位置,所述合并气缸143的缸体固定在转运机架148上,所述转运机架148水平滑动设置在转运轨道1481上,所述转运轨道1481水平布置且旁侧平行设置有转运气缸1482,所述转运气缸1482与转运轨道1481平行布置且活塞与转运机架148连接。
[0048]
更为优选地,所述推管安装设备200包括安装盘210,所述安装盘210竖直升降且实施对原料管展开机构上的垫圈的竖直驱动,所述安装盘210的上方位置设置有涂胶圈220,所述涂胶圈220竖直移动且实施对包装膜一侧的涂胶操作,所述涂胶圈220竖直移动实施对包装膜一侧涂胶操作时,所述安装盘210的形成对涂胶圈220的避让;在实施对展开的垫圈与位于安装盘210下方位置的包装膜的固定操作时,安装盘210竖
直移动之前,涂胶圈220竖直移动,实施对包装膜所在位置的涂胶,而后安装盘210将垫圈竖直驱动至包装膜位置,以实施对点圈内与包装膜的固定。
[0049]
更为优选地,所述安装盘210的边缘位置设置有按压臂211,所述按压臂211沿着安装盘210的周向方向等距间隔设置多个,所述按压臂211的一端与安装盘210的边缘铰接且铰接轴水平,所述按压臂211的铰接轴上套设有按压扭簧212,所述按压扭簧212使得按压臂211呈现倾斜状态;在实施对垫圈与包装膜安装时,上述的涂胶圈220竖直移动,使得涂胶圈220与按压臂211抵靠,并且压缩按压扭簧212,进而使得按压臂211形成对安装盘210的避让,从而实施对垫圈与包装膜的固定安装。
[0050]
具体地,所述涂胶圈220的内侧设置有避让滚轮2201,所述避让滚轮2201轮芯水平且转动式设置在轮架上,所述避让滚轮2201与按压臂211的上端抵靠或分离;涂胶圈220竖直移动的过程中,使得避让滚轮2201与按压臂211的上端抵靠,从而使得按压臂211与涂胶圈220形成避让,从而实施对包装膜的涂胶操作。
[0051]
更为具体地,为使得涂胶圈220能够可靠与下方位置包装膜的接触,所述避让滚轮2201的轮架上竖直设置有避让滑杆222,所述避让滑杆222与涂胶圈220构成竖直方向的滑动配合,所述避让滑杆222上套设有弹簧223,所述弹簧223的两端分别与避让滚轮2201的轮架及涂胶圈220抵靠,所述避让滚轮2201沿着涂胶圈220的周向方向间隔设置多个。
[0052]
优选地,所述安装盘210的上端中心与安装气缸230的活塞杆连接,所述安装气缸230的活塞杆竖直布置,所述安装气缸230固定在安装机架231上;所述安装机架231上还设置有涂胶气缸232,所述涂胶气缸232的活塞杆竖直且杆端与涂胶圈220连接。
[0053]
为实施对包装膜的承托,所述安装盘210的下方位置设置有安装板240,所述安装板240的板面水平布置。
[0054]
为实施对垫圈所在的包装膜上的开孔操作,所述开孔设备500包括设置在安装盘210下方位置的开孔刀具510,所述开孔刀具510整体呈圆管状且竖直布置,所述安装板240上设置有避让圆孔241,所述开孔刀具510设置在避让圆孔241内,所述开孔刀具510与避让圆孔241内壁贴合,所述开孔刀具510与开孔气缸520的活塞杆连接,所述开孔气缸520的活塞杆竖直。
[0055]
当开孔后的薄膜废料有效导出,所述开孔刀具510的中心设置有废料抽吸管530,所述废料抽吸管530与抽吸单元的进气口连通。
[0056]
更为具体地,为使得包装膜以展平的状态导出,所述包装膜推送设备300包括卧式布置的包装膜供料辊,所述包装膜供料辊的出口设置有展平辊310,所述展平辊310水平且分置在推管安装设备200的两侧位置,所述展平辊310沿着推管安装设备200的两侧长度方向间隔设置多组,所述展平辊310与包装膜的导送方向垂直;利用展平辊310实施对薄膜的展平,从而实现对薄膜的开孔以及垫圈的安装,后续通过封膜设备400实施对洞巾的焊接,以形成连续的包装膜。
[0057]
所述封膜设备400包括沿着包装膜导送方向布置的对折杆410,所述对折杆410水平且通过对折滑杆411滑动设置在对折机架412上,所述对折滑杆411水平且与对折杆410垂直,所述对折滑杆411上套设有对折弹簧413,以实现对薄膜的弹性支撑,所述对折杆410实施对安装有垫圈的包装膜的对折,而后在对折牵引辊420的牵引力下,实施对包装膜的展
平,并且导出至两侧结合辊430内,在两侧结合辊430的出口位置设置有封膜牵引辊440,封膜牵引辊440实施对包装膜的对折及牵引,并且通过焊接条实施对包装膜的焊接,使得包装膜形成连续的洞巾。
[0058]
医疗器械生产方法,所述医疗器械生产方法包括如下步骤:第一步、将垫圈原料导送至原料管导料设备100内,利用原料管导料设备100将管状垫圈原料导出至原料管导料设备100的切管单元内,利用切管单元实施对管状垫圈原料进行切段,使得管状垫圈原料形成等厚的垫圈原料;第二步、将等厚的垫圈原料导出至推管安装设备200内;第三步、将包装膜卷料放置在包装膜推送设备300内,并且使得包装膜以展平状态导出至推管安装设备200的下方位置,启动推管安装设备200,使得垫圈安装在展平的包装膜上;第四步、启动开孔设备500,实施对垫圈所在的包装膜切出圆孔;第五步、启动封膜设备400,使得包装膜封装成封闭的包装袋,最终形成连续的洞巾医疗产品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1