一种全自动扣底装盒机的制作方法
1.本实用新型涉及装盒机技术领域,具体涉及一种全自动扣底装盒机。
背景技术:
2.随着互联网的日益发展,门槛较低,开网店的个体户、小商家也随之水涨船高,而发货流程当中如何避免货物磨损是必须要考虑到的问题,所以越来越多的商家会选择成本相对低廉,性价比较高的飞机盒作为发货打包盒首选。
3.传统的飞机盒都是采用人工折盒的方式,其工作效率较慢,工人劳动强度高,折盒完成后还需要人工往纸盒内部添加产品,从而工人手动进行装盒,劳动强度大,工作效率慢。
技术实现要素:
4.本实用新型的目的在于针对现有技术中的不足,而提供一种工作效率高的全自动扣底装盒机。
5.本实用新型的目的通过以下技术方案实现:本申请提供一种全自动扣底装盒机,包括输送带、沿纸盒输送方向设置的上料组件和折盒组件;上料组件包括堆料折页机构以及设置在堆料折页机构的出口处且用于吸附纸盒的翻转吸盘机构;折盒组件包括输送带以及沿输送带输送方向依次设置的压页工位、打耳工位和成型工位;压页工位包括设置在输送带两侧并用于压平纸盒的压页机构;打耳工位包括设置在输送带两侧的打耳机构和位于输送带上方且可升降的打耳模头;成型工位包括设置在输送带两侧的成型机构和位于输送带上方且可升降的成型模头;输送带的侧方还设置有送料组件,送料组件包括送料传送带,送料传送带设有多个间隔排布的隔料板,相邻的两个隔料板形成用于装载产品的容置空间,送料传送带靠近输送带的一侧设有与压页工位对准的撑口机构,送料传送带还设有拨料机构,拨料机构用于将容置空间内的产品拨动至压页工位内的纸盒中。
6.其中,撑口机构包括成对设置的撑口片,各个撑口片均固接在撑口杆的一端部,撑口杆的另一端部与撑口连接块的一端固接,撑口连接块的另一端与撑口气缸的伸缩杆铰接。
7.其中,拨料机构包括拨料电机、拨料从动轮、拨料主动轮、拨料同步带、拨料夹头、拨料连接板和拨料头,拨料电机与拨料主动轮固接,拨料同步带套设在拨料从动轮和拨料主动轮上,拨料夹头夹持在拨料同步带上,拨料连接板的一端部与拨料夹头固接,拨料连接板的另一端与拨料头固接。
8.其中,堆料折页机构包括倾斜设置的上料架,上料架的出口处左右两侧设有用于抵住纸盒的挡片,上料架的出口处的上下两侧设有折页部,两个折页部相向延伸至上料架的出口处。
9.其中,翻转吸盘机构包括取料气缸、转动杆和吸盘组件,转动杆横向设置在堆料折页机构的出口处,取料气缸的缸体固定安装在转动杆上,取料气缸的伸缩杆与吸盘组件固
定连接,转动杆的端部设有驱动转动杆转动的旋转组件。
10.其中,压页机构包括斜向下设置的压页气缸,压页气缸的伸缩杆的端部固接有水平设置的压板。
11.其中,打耳机构包括两个间隔设置的旋转气缸,旋转气缸的工作端固接有打耳板,两个旋转气缸的旋转方向相反设置。
12.其中,成型机构包括竖直方向设置的成型气缸,成型气缸的伸缩端设有推平辊。
13.其中,输送带包括输送电机、输送链条和成对的输送链轮,输送链条套设在成对的输送链轮上,输送电机与其中跟一个输送链轮驱动连接,输送链条设置有多个间隔排布的长推勾。
14.本实用新型的有益效果:
15.本申请的全自动扣底装盒机的工作过程为:摊开的纸盒堆放在堆料折页机构中,翻转吸盘机构将摊开的纸盒吸取并折页后至输送带上,输送带将被折页的纸盒输送至压页工位,压页工位将摊开的纸盒压平后,撑口机构将纸盒左右侧部抵住并撑口,拨料机构将产品拨动至纸盒中。输送带继续将装载有产品的纸盒输送至打耳工位,打耳模头将产品和纸盒压住定位后(压紧力较小),打耳机构将摊开的纸盒的耳部打向纸盒内部后,输送带将打耳后的纸盒输送至成型工位,成型模头下压并且成型机构将纸盒的上下侧部折合,从而形成折盒;
16.与现有技术相比,取代了以往采用人工折盒的方式,提高折盒的工作效率,降低了工人们的劳动强度,降低了人力成本,另外,通过设置送料组件使在纸盒折盒过程中能够同时将产品装盒,取代了以往人工装盒的方式,提高了工作效率,降低了工人劳动强度。
附图说明
17.利用附图对本实用新型作进一步说明,但附图中的实施例不构成对本实用新型的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
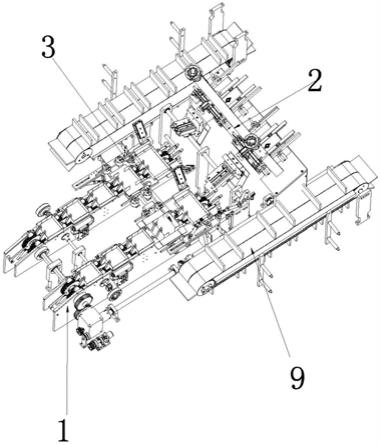
18.图1为实施例中全自动扣底装盒机的结构示意图。
19.图2为实施例中上料组件的结构示意图。
20.图3为实施例中折盒组件的结构示意图。
21.图4为实施例中摊开的纸盒的结构示意图。
22.图5为实施例中压页工位处纸盒的结构示意图。
23.图6为实施例中打耳工位处纸盒的结构示意图。
24.图7为实施例中成型工位处纸盒的结构示意图。
25.图8为实施例中送料组件的结构示意图。
26.附图标记:输送带1,上料工位2,上料架21,挡片22,折页部23,取料气缸24,转动杆25,吸盘组件26,折盒工位3,压页气缸31,压板32,旋转气缸33,打耳板34,成型气缸35,推平辊36,送料组件4,输送链条42,输送链轮41,长推勾43,打耳模头6,成型模头7,左右侧部81,纸盒耳部82,上下侧部83,纸盒8,送料传送带91,隔料板92,撑口片93,撑口杆95,撑口连接块94,撑口气缸96,拨料电机51,拨料从动轮53,拨料主动轮52,拨料同步带54,拨料夹头55,拨料连接板56,拨料头57。
具体实施方式
27.结合以下实施例对本实用新型作进一步描述。
28.本实用新型的一种全自动扣底装盒机的具体实施方式,请见图1至图7,包括输送带、沿纸盒输送方向设置的上料组件和折盒组件。
29.请见图2,上料组件包括堆料折页机构以及设置在堆料折页机构的出口处且用于吸附纸盒的翻转吸盘机构。堆料折页机构包括倾斜设置的上料架21,上料架21的出口处左右两侧设有用于抵住纸盒的挡片22,上料架21的出口处的上下两侧设有折页部23,两个折页部23相向延伸至上料架21的出口处。
30.请见图4,摊开的纸盒8包括左右侧部81和上下侧部83,其中左右侧部81的两端部设置有纸盒耳部82。
31.请见图4和图5,摊开的纸盒8在堆料折页机构堆放,当摊开的纸盒8被抽离上料架21的过程中,左右两侧的挡片22只伸出一点长度,其目的是为了摊开的纸盒8被抽离时,将层叠的两个纸盒分开并且能够防止纸盒跌出上料架21;而折页部23延伸的长度较长,摊开的纸盒8被抽离时,左右侧部81会因折页部23的作用下被折起,摊开的纸盒变成预折页的纸盒。
32.请见图1和图8,输送带的侧方还设置有送料组件4,送料组件4包括送料传送带91,送料传送带91设有多个间隔排布的隔料板92,相邻的两个隔料板92形成用于装载产品的容置空间。
33.在本实施例中,送料传送带91靠近输送带的一侧设有与压页工位对准的撑口机构。撑口机构包括成对设置的撑口片93,各个撑口片93均固接在撑口杆95的一端部,撑口杆95的另一端部与撑口连接块94的一端固接,撑口连接块94的另一端与撑口气缸96的伸缩杆铰接。工作时,撑口气缸96的伸缩杆伸出并推动撑口连接块94转动,撑口连接块94转动的同时会带动撑口杆95通过转动,撑口杆95转动的同时也会同时带动撑口片93转动,从而实现打开纸盒的左右侧部81。
34.在本实施例中,送料传送带91还设有拨料机构,拨料机构用于将容置空间内的产品拨动至压页工位内的纸盒中。拨料机构包括拨料电机51、拨料从动轮53、拨料主动轮52、拨料同步带54、拨料夹头55、拨料连接板56和拨料头57,拨料电机51与拨料主动轮52固接,拨料同步带54套设在拨料从动轮53和拨料主动轮52上,拨料夹头55夹持在拨料同步带54上,拨料连接板56的一端部与拨料夹头55固接,拨料连接板56的另一端与拨料头57固接。工作时,拨料电机51启动并驱动拨料主动轮52转动,拨料主动轮52同时带动拨料从动轮53转动,从而使拨料同步带54转动,拨料同步带54转动的同时能够带动拨料夹头55沿拨动的方向移动,拨料夹头55通过拨料连接板56能够带动拨料头57做拨料工作,从而将产品从送料传送带91上拨动至压页工位中的纸盒中。
35.请见图2,翻转吸盘机构包括取料气缸24、转动杆25和吸盘组件26,转动杆25横向设置在堆料折页机构的出口处,取料气缸24的缸体固定安装在转动杆25上,取料气缸24的伸缩杆与吸盘组件26固定连接,转动杆25的端部设有驱动转动杆25转动的旋转组件。具体地,旋转组件可以采用曲柄机构来实现,或者直接采用能够伸缩的气缸和带转轴的连接块驱动转动杆25旋转即可,本领域的技术人员很容易就能够知晓旋转组件如何设置,其属于现有技术。翻转吸盘机构工作过程为,取料气缸24驱使吸盘组件26移动至上料架21出口处,
启动吸盘组件26吸取摊开的纸盒,吸取摊开的纸盒后取料气缸24回缩,旋转组件驱动转动杆25连带取料气缸24旋转,最后取料气缸24再次驱动吸盘组件26下移至输送带的工作,然后吸盘组件26停止工作,将折页后的纸盒放置在输送带上。
36.请见图3,折盒组件包括输送带以及沿输送带输送方向依次设置的压页工位、打耳工位和成型工位。具体的,压页工位包括设置在输送带两侧并用于压平纸盒的压页机构,压页机构包括斜向下设置的压页气缸31,压页气缸31的伸缩杆的端部固接有水平设置的压板32。压页工位的工作过程,输送带将预折页的纸盒输送至压页工位处,压页气缸31驱动压板32下移,压板32将预折页的纸盒的上下侧部83压平,以便打耳工位能够正常工作。
37.请见图3和图6,打耳工位包括设置在输送带两侧的打耳机构和位于输送带上方且可升降的打耳模头6。打耳机构包括两个间隔设置的旋转气缸33,旋转气缸33的工作端固接有打耳板34,两个旋转气缸33的旋转方向相反设置。输送带将压平上下侧部83后的纸盒输送至打耳工位后,打耳模头6下压将纸盒固定,然后两个旋转气缸33对应带动起打耳板34转动,从而将纸盒的左右侧部81的纸盒耳部82打进纸盒内部,完成打耳工序。
38.请见图3和图7,成型工位包括设置在输送带两侧的成型机构和位于输送带上方且可升降的成型模头7。成型机构包括竖直方向设置的成型气缸35,成型气缸35的伸缩端设有推平辊36。输送带将打耳后的纸盒输送至成型工位后,成型模头7下压将纸盒固定,然后成型气缸35驱动推平辊36上升移动,从而将纸盒的上下侧部83折起,完成成型工序。
39.在本实施例中,输送带包括输送电机、输送链条42和成对的输送链轮41,输送链条42套设在成对的输送链轮41上,输送电机与其中跟一个输送链轮41驱动连接,输送链条42设置有多个间隔排布的长推勾43。
40.本实施例的全自动扣底装盒机的工作过程为:摊开的纸盒8在上料架21中堆放,取料气缸24驱使吸盘组件26移动至上料架21出口处,启动吸盘组件26吸取摊开的纸盒,吸取摊开的纸盒后取料气缸24回缩。摊开的纸盒8被抽离时,左右侧部81会因折页部23的作用下被折起,摊开的纸盒变成预折页的纸盒,旋转组件驱动转动杆25连带取料气缸24旋转,最后取料气缸24再次驱动吸盘组件26下移至输送带的工作,然后吸盘组件26停止工作,将折页后的纸盒放置在输送带上,输送带将预折页的纸盒输送至压页工位处,压页气缸31驱动压板32下移,压板32将预折页的纸盒的上下侧部83压平。纸盒的上下侧部83压平后,撑口气缸96的伸缩杆伸出并推动撑口连接块94转动,撑口连接块94转动的同时会带动撑口杆95通过转动,撑口杆95转动的同时也会同时带动撑口片93转动,从而实现打开并抵住纸盒的左右侧部81。撑开机构撑开纸盒的左右侧部81后,压页气缸31驱动压板32回缩,,拨料电机51启动并驱动拨料主动轮52转动,拨料主动轮52同时带动拨料从动轮53转动,从而使拨料同步带54转动,拨料同步带54转动的同时能够带动拨料夹头55沿拨动的方向移动,拨料夹头55通过拨料连接板56能够带动拨料头57做拨料工作,从而将产品从送料传送带91上拨动至压页工位中的纸盒中。输送带将压平上下侧部83后的纸盒输送至打耳工位后,打耳模头6下压将产品和纸盒固定(压紧力较小),然后两个旋转气缸33对应带动起打耳板34转动,从而将纸盒的左右侧部81的纸盒耳部82打进纸盒内部,完成打耳工序。输送带将打耳后的纸盒输送至成型工位后,成型模头7下压将产品和纸盒固定,然后成型气缸35驱动推平辊36上升移动,从而将纸盒的上下侧部83折起,配合成型模头完成成型工序。与现有技术相比,取代了以往采用人工折盒的方式,提高折盒的工作效率,降低了工人们的劳动强度,降低了人力成
本。另外,通过设置送料组件4使在纸盒折盒过程中能够同时将产品装盒,取代了以往人工装盒的方式,提高了工作效率,降低了工人劳动强度。
41.最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1