一种玻璃自动上料和打标设备的制作方法
1.本实用新型涉及玻璃制造技术领域,尤其涉及一种玻璃自动上料和打标设备。
背景技术:
2.激光打标是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下永久性标记的一种打标方法。
3.而传统的激光打标多是人工逐一对玻璃进行打标,对于人工打标,人工成本较高,效率低下。
技术实现要素:
4.基于此,有必要针对上述技术问题,提供一种玻璃自动上料和打标设备。
5.一种玻璃自动上料和打标设备,其特征在于,包括光学打标器、定位器、上料器、支撑车床和控制器,所述控制器分别与所述光学打标器、所述定位器、所述上料器和所述支撑车床相连,所述上料器与所述支撑车床相连,所述光学打标器位于所述支撑车床的上方,所述光学打标器与所述支撑车床之间设有支撑框架和传送器,所述传送器设置在所述支撑框架上,所述光学打标器固定于所述传送器的下表面,所述支撑车床上设有平行且均匀分布的支撑杆,所述定位器设置于所述支撑车床上,且所述定位器上设有传感器,所述上料器包括吊臂、支撑装置和上料杆,所述吊臂与所述上料杆通过升降装置连接,所述支撑装置上设有平行分布的支撑架,所述支撑架上设有传送带,所述上料杆上设有多个均匀分布的吸盘。
6.进一步地,所述支撑杆外包裹有光滑的外衣。
7.进一步地,所述支撑杆与所述支撑车床之间采用可旋转机械连接。
8.进一步地,所述支撑架与所述支撑杆的高度一致。
9.进一步地,所述支撑车床的宽度大于所述支撑装置的宽度。
10.进一步地,所述升降装置包括螺栓和连接杆,其中所述连接杆通过螺栓连接分别与所述上料杆和所述吊臂相连。
11.进一步地,所述支撑框架与所述支撑车床之间采用滑槽连接。
12.进一步地,所述支撑框架与所述传动器之间采用可升降连接。
13.进一步地,所述可升降连接具体为电动弹簧压缩器。
14.进一步地,所述定位器与所述支撑车床通过电动滑杆连接,所述定位器为平行于所述支撑杆的长方体,且所述定位器位于相邻两个所述支撑杆之间。
15.上述一种玻璃自动上料和打标设备,通过控制器控制上料器中上料杆上的吸盘对玻璃进行吸附并送至支撑架上,然后通过支撑架上的传送带将玻璃传送至支撑车床上,支撑车床的支撑杆在控制器控制下,向前传送玻璃,此时利用控制器将定位器从支撑车床中升起,当定位器上的传感器感受到玻璃的抵触时,控制器控制支撑车床的支撑杆停止转动,并根据预设位置信息,调整支撑框架和传动器,使得固定在传动器上的光学打标器在对应位置进行打标处理,实现对玻璃的自动上料和打标,从而减少了人工成本,提高了工作效
率。
附图说明
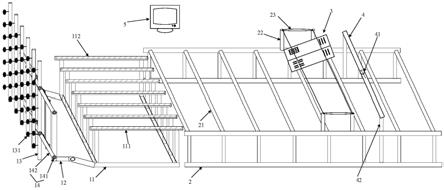
16.图1为一个实施例中一种玻璃自动上料和打标设备的结构示意图。
17.附图中,上料器1、支撑装置11、支撑架111、传送带112、吊臂12、上料杆13、吸盘131、升降装置14、螺栓141、连接杆142、支撑车床2、支撑杆21、支撑框架22、传送器23、光学打标器3、定位器4、传感器41、电动滑杆42、控制器5。
具体实施方式
18.为了使本实用新型更加清楚明白,下面通过具体实施方式结合附图对本实用新型做进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
19.如图1所示,提供了一种玻璃自动上料和打标设备,包括光学打标器3、定位器4、上料器1、支撑车床2和控制器5,控制器5分别与光学打标器3、定位器4、上料器1和支撑车床2相连,上料器1与支撑车床2相连,光学打标器3位于支撑车床2的上方,光学打标器3与支撑车床2之间设有支撑框架22和传送器23,传送器23设置在支撑框架22上,光学打标器3固定于传送器23的下表面,支撑车床2上设有平行且均匀分布的支撑杆21,定位器4设置于支撑车床2上,且定位器4上设有传感器41;上料器1包括吊臂12、支撑装置11和上料杆13,吊臂12与上料杆13通过升降装置14连接,支撑装置11上设有平行分布的支撑架111,支撑架111上设有传送带112,上料杆13上设有多个均匀分布的吸盘131;升降装置14包括螺栓141和连接杆142,其中连接杆142通过螺栓141连接分别与上料杆13和吊臂12相连;支撑杆21与支撑车床2之间采用可旋转机械连接,因此支撑杆21可在控制器5的控制下旋转;支撑框架22与支撑车床2之间采用滑槽连接,而支撑框架22的位置在控制器5控制下可以前后滑动;支撑框架22与传动器之间采用可升降连接,可升降连接具体为电动弹簧压缩器,升降连接同样由控制器5控制;定位器4与支撑车床2通过电动滑杆连接,定位器4为平行于支撑杆21的长方体,且定位器4位于相邻两个支撑杆21之间,当定位器4升起时,高度高于支撑杆21,当定位器4下降至最低位置时,其高度低于支撑杆21。
20.具体地,控制器5控制上料器1中上料杆13上的吸盘131对玻璃进行吸附并控制器控制吊臂12和升降装置14将玻璃送至支撑架上111,然后通过支撑架111上的传送带112将玻璃传送至支撑车床2上,支撑车床2的支撑杆21在控制器5控制下转动,从而向前传送玻璃,此时利用控制器5将定位器4从支撑车床2中升起,当定位器4上的传感器41感受到玻璃的抵触时,控制器5控制支撑车床2的支撑杆21停止转动,从而将玻璃的位置固定,并根据预设位置信息,调整支撑框架22和传动器23,使得固定在传动器23上的光学打标器3在对应位置对玻璃进行打标,实现对玻璃的自动上料和打标。
21.在一个实施例中,支撑杆21外包裹有光滑的外衣,可以便于传送玻璃。
22.在一个实施例中,支撑架111与支撑杆21的高度一致,可以实现玻璃从上料器1上传送至支撑车床2上。
23.在一个实施例中,支撑车床2的宽度大于支撑装置11的宽度,这样的设计,是为了玻璃能够传送至支撑车床2上。
24.以上内容是结合具体的实施方式对本实用新型所做的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1