一种用于混捏工序的溜管的制作方法
1.本实用新型涉及冶金行业的炭素材料技术领域,尤其涉及一种用于混捏工序的溜管。
背景技术:
2.混捏工序的溜管是碳素行业内用于输送混捏糊料管道,一般均采用为封闭方形直角溜管。
3.但是在实际生产中存在以下问题,在生产过程中糊料存在一定的温度和沥青烟气,加上糊料塑性的特征使得封闭溜管内壁粘料比较严重,四个直角不同程度粘料,不利于清理,随着生产时间的推移溜管内测积料增多,会在溜管内壁形成冷料块,会出现无规律掉落,对制品内部结构、质量造成影响。
技术实现要素:
4.本实用新型的目的就在于提供一种用于混捏工序的溜管,具有减缓溜管内部的粘料现象,同时避免溜管内侧冷料无规律掉落,提高制品质量的优点。
5.为了实现上述目的,本实用新型采用的技术方案是:一种用于混捏工序的溜管,包括溜管本体,所述溜管本体的截断面为圆角方形,所述溜管本体的内侧壁设置有防粘涂层。
6.优选的,所述溜管本体由一块钢板弯折制成。
7.优选的,所述溜管本体的表面为光滑面。
8.优选的,所述防粘涂层为含氟防粘涂料。
9.优选的,所述防粘涂层的厚度为15~20μm。
10.优选的,所述溜管本体的内表面还设置有特氟龙粘接助剂层。
11.优选的,所述特氟龙粘接助剂层的厚度为7~10μm。
12.与现有技术相比,本实用新型的优点在于:
13.一、结构简单易于制造;
14.二、有效减少溜管本体内糊料的粘接现象;
15.三、有效减少溜管本体内的清理死角,便于维修人员进行清理;
16.四、有效减少溜管本体内冷料的形成,减少冷料无规律掉落的现象,有效减少了冷料破坏制品内部结构的几率,间接提高了产品质量,提高整体经济效益。
附图说明
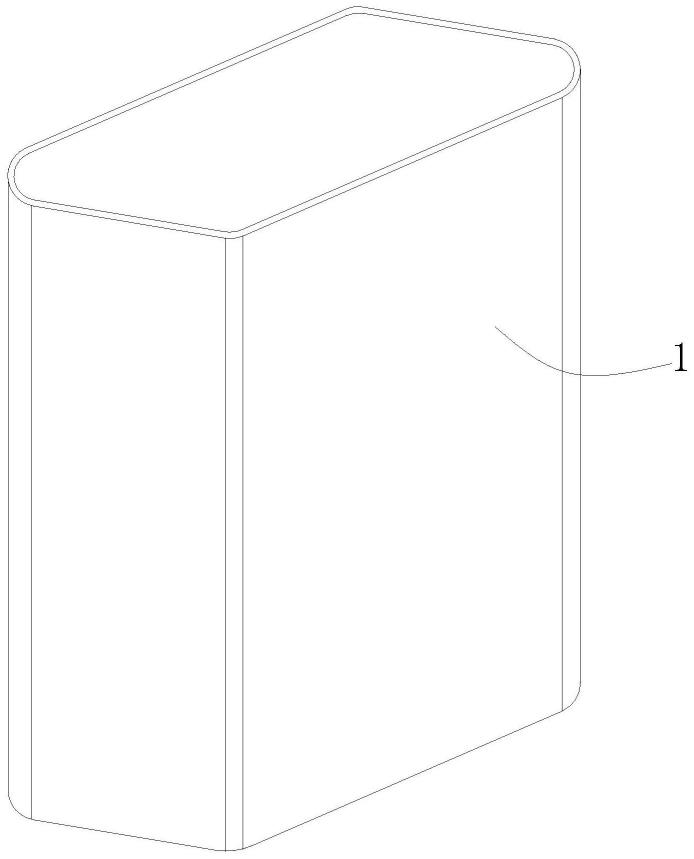
17.图1为本实施例的整体结构示意图;
18.图2为本实施例的俯视图;
19.图3为本实施例的剖面视图。
20.图中:1、溜管本体;2、防粘涂层;3、特氟龙粘接助剂层。
具体实施方式
21.下面将对本实用新型作进一步说明。
22.实施例:
23.如图1所示,一种用于混捏工序的溜管,包括溜管本体1,溜管本体1的截断面为圆角方形,避免了溜管本体1内出现的直角,以及糊料在直角处粘接的现象发生。同时溜管本体1内无直角,在清理时不会出现死角区域,便于后期对溜管本体1内部的清洁。同时圆角相较于直角粘接力较小,在运料时糊料不易粘接在圆角部分。
24.在本实施例中溜管本体1由一块钢板弯折而成,在钢板的连接处进行打磨使其光滑,溜管本体1的整体表面光滑,避免溜管本体1内部出现凸点或凹点,为糊料提供粘接点。
25.如图2、3所示,溜管本体1的内表面在喷砂处理后喷涂上特氟龙粘接助剂层3,在喷涂时采用多次喷涂的方式,从而保证特氟龙粘接助剂层3的均匀性,在本实施例中特氟龙粘接助剂层3的厚度应在7~10μm之间,以保证溜管本体1 的整个表面均覆盖特氟龙粘接助剂层3,以使得溜管本体1的使用寿命较长。涂覆完特氟龙粘接助剂层3的溜管本体1在80-100℃干燥10min,特氟龙粘接助剂层3干燥后进行烧结,烧结温度370℃-380℃,时间为15-20min,使得特氟龙粘接助剂层3固化在整个溜管本体1的表面。
26.随后在溜管本体1的内侧涂覆防粘涂层2。采用喷涂的方式向溜管本体1内表面涂覆含氟防粘涂料,在本实施例中选取为特氟龙防粘涂料,采用多次喷涂的方式使得防粘涂层2的厚度在15~20μm之间,防粘涂层2干燥后进行烧结,烧结温度370℃-380℃,时间为15-20min,取出后进行室温冷却即可,亦可采用淬火的方式进行降温。
27.该混捏工序的溜管内部无糊料粘接的死角区域,易于清理,且溜管本体1 内表面设置有防粘涂层2,有效减少糊料的粘接现象。减少了该混捏工序的溜管内部冷料无规律掉落的现象,减少冷硬料对制品内部结构造成的影响,提高制品的整体质量。
28.本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,对本实用新型的变更和改进将是可能的,而不会超出附加权利要求所规定的构思和范围,综上所述,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种用于混捏工序的溜管,其特征在于,包括溜管本体(1),所述溜管本体(1)的截断面为圆角方形,所述溜管本体(1)的内侧壁设置有防粘涂层(2)。2.根据权利要求1所述的一种用于混捏工序的溜管,其特征在于,所述溜管本体(1)由一块钢板弯折制成。3.根据权利要求1所述的一种用于混捏工序的溜管,其特征在于,所述溜管本体(1)的表面为光滑面。4.根据权利要求1所述的一种用于混捏工序的溜管,其特征在于,所述防粘涂层(2)为含氟防粘涂料。5.根据权利要求1所述的一种用于混捏工序的溜管,其特征在于,所述防粘涂层(2)的厚度为15~20μm。6.根据权利要求1所述的一种用于混捏工序的溜管,其特征在于,所述溜管本体(1)的内表面还设置有特氟龙粘接助剂层(3)。7.根据权利要求6所述的一种用于混捏工序的溜管,其特征在于,所述特氟龙粘接助剂层(3)的厚度为7~10μm。
技术总结
本实用新型公开了一种用于混捏工序的溜管,属于冶金行业的炭素材料技术领域,它包括溜管本体,溜管本体的截断面为圆角方形,溜管本体的内侧壁设置有防粘涂层。该混捏溜管内部无糊料粘接的死角区域,易于清理,且溜管本体内表面设置有防粘涂层,有效减少糊料的粘接显现。减少了混捏溜管内部冷料无规律掉落的现象,减少冷硬料对制高制品的整体质量。减少冷硬料对制高制品的整体质量。减少冷硬料对制高制品的整体质量。
技术研发人员:李志祥 李景春
受保护的技术使用者:眉山士达新材料有限公司
技术研发日:2020.09.08
技术公布日:2023/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1