一种将产品装到运输车上的搬运装置的制作方法
1.本技术涉及运输设备技术领域,尤其涉及一种将产品装到运输车上的搬运装置。
背景技术:
2.现代物流对产品运输环节的安全性以及物流运输速度的要求越来越高,尤其是对于建筑材料类产品来说,需要将产品从产线搬运到运输车上仅仅依靠人工搬运效率非常低;依靠叉车辅助搬运,又需要额外增加堆码产品的工位,要提前安排人员将产品整齐码放在相应规格的成品框内,还需要专门制作和安排专人管理成品框,物流调度和管理流程繁琐,其中一个环节出错会影响后续其他环节。
3.而且建筑材料类产品通常既有粉末状固体比如水泥,又有液体,搬运的时候要轻拿轻放,减少晃动,还要避免尖锐物刺穿产品外包装。仅依靠现有惯常使用的将产品从产线搬运到运输车上的人工搬运或叉车搬运的方式,整体搬运效率低、成本高,而且参与相应搬运工作的人员劳动强度非常大,物流环节管控难度大,搬运过程中还容易弄坏产品外包装造成产品破损,已不能满足现代物流运输快节奏的要求。
技术实现要素:
4.本技术提供了一种将产品装到运输车上的搬运装置,以解决现有惯常使用的将产品从产线搬运到运输车上的人工搬运或叉车搬运的方式,整体搬运效率低、成本高的问题。
5.本技术采用的技术方案如下:
6.一种将产品装到运输车上的搬运装置,包括第一输送机构1、第二输送机构3、第三输送机构4、第四输送机构5、第五输送机构7、产线连接装置、运输车连接装置、支撑架10和固定底座11;
7.所述第一输送机构1、所述第二输送机构3、所述第三输送机构4、所述第四输送机构5和所述第五输送机构7依次固定相连,用于将产品从产线输送到运输车上;
8.所述第一输送机构1、所述第三输送机构4和所述第五输送机构7均为平直的输送机构,所述第二输送机构3和所述第四输送机构5均为倾斜向上的输送机构;
9.所述产线连接装置固定连接所述第五输送机构7,用于将产线与所述第五输送机构7固定连接;
10.所述运输车连接装置固定连接所述第一输送机构1,用于将运输车与所述第一输送机构1固定相连;
11.所述支撑架10固定安装在所述第一输送机构1、所述第二输送机构3、所述第三输送机构4、所述第四输送机构5和所述第五输送机构7下端,用于支撑整个输送机构;
12.所述固定底座11固定套装在所述支撑架10的下部,用于保证整个搬运装置的稳定性。
13.优选地,所述第一输送机构1、所述第二输送机构3、所述第三输送机构4、所述第四输送机构5和所述第五输送机构7均为皮带输送机构或者电动滚床。
14.优选地,所述第二输送机构3和所述第四输送机构5均为与水平方向夹角为15
°
倾斜向上的输送机构。
15.优选地,所述第二输送机构3和所述第四输送机构5的两端均装有连接耳;
16.所述第二输送机构3的两端分别与所述第一输送机构1、所述第三输送机构4通过所述连接耳和连接柱2固定相连;
17.所述第四输送机构5的两端分别与所述第三输送机构4的另一端、所述第五输送机构7通过所述连接耳和连接柱2固定相连。
18.优选地,所述产线连接装置包括右侧连接板8和右侧卡钩9,用于固定连接产品生产线;
19.所述右侧连接板8固定连接所述第五输送机构7的右侧;
20.所述右侧卡钩9固定焊接在所述右侧连接板8上,所述右侧卡钩9卡接生产线。
21.优选地,所述运输车连接装置包括左侧连接板16和左侧卡钩15,用于固定连接产品运输车;
22.所述左侧连接板16固定连接所述第一输送机构1的左侧;
23.所述左侧卡钩15固定焊接在所述左侧连接板16上,所述左侧卡钩15卡接产品运输车。
24.优选地,所述左侧连接板16和所述右侧连接板8均为磁吸板。
25.优选地,所述第五输送机构7侧边还安装有检测传感器6,用于检测计量产品数量。
26.优选地,所述固定底座11上部固定套装在所述支撑架10的下部外侧,所述固定底座11底部固定套装底座垫板12。
27.优选地,所述底座垫板12上部固定连接若干凸块14,所述固定底座11和所述底座垫板12底部均设置有与所述凸块14配合安装的凹槽13。
28.采用本技术的技术方案的有益效果如下:
29.本技术采用多段组合式输送机构可将产品直接从产线自动搬运到运输车上,实现机械化全自动搬运,省时省力,简化产品物流环节,便于物流管理,运输效率快,并且不会损伤产品,降低了运输成本。
附图说明
30.为了更清楚地说明本技术的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
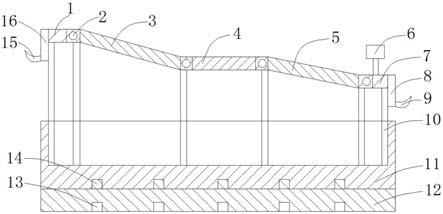
31.图1为本技术一种将产品装到运输车上的搬运装置结构示意图;
32.图示说明:
33.其中,1
‑
第一输送机构,2
‑
连接柱,3
‑
第二输送机构,4
‑
第三输送机构,5
‑
第四输送机构,6
‑
检测传感器,7
‑
第五输送机构,8
‑
右侧连接板,9
‑
右侧卡钩,10
‑
支撑架,11
‑
固定底座,12
‑
底座垫板,13
‑
凹槽,14
‑
凸块,15
‑
左侧卡钩,16
‑
左侧连接板。
具体实施方式
34.参见图1,为一种将产品装到运输车上的搬运装置的结构示意图。
35.本技术提供的一种将产品装到运输车上的搬运装置,包括第一输送机构1、第二输送机构3、第三输送机构4、第四输送机构5、第五输送机构7、产线连接装置、运输车连接装置、支撑架10和固定底座11;
36.所述第一输送机构1、所述第二输送机构3、所述第三输送机构4、所述第四输送机构5和所述第五输送机构7依次固定相连,用于将产品从产线输送到运输车上;
37.所述第一输送机构1、所述第三输送机构4和所述第五输送机构7均为平直的输送机构,所述第二输送机构3和所述第四输送机构5均为倾斜向上的输送机构;
38.所述产线连接装置固定连接所述第五输送机构7,用于将产线与所述第五输送机构7固定连接;
39.所述运输车连接装置固定连接所述第一输送机构1,用于将运输车与所述第一输送机构1固定相连;
40.所述支撑架10固定安装在所述第一输送机构1、所述第二输送机构3、所述第三输送机构4、所述第四输送机构5和所述第五输送机构7下端,用于支撑整个输送机构;
41.所述固定底座11固定套装在所述支撑架10的下部,用于保证整个搬运装置的稳定性。
42.所述第一输送机构1、所述第二输送机构3、所述第三输送机构4、所述第四输送机构5和所述第五输送机构7均为皮带输送机构或者电动滚床。
43.所述第二输送机构3和所述第四输送机构5均为与水平方向夹角为15
°
倾斜向上的输送机构。
44.所述第二输送机构3和所述第四输送机构5的两端均装有连接耳;
45.所述第二输送机构3的两端分别与所述第一输送机构1、所述第三输送机构4通过所述连接耳和连接柱2固定相连;
46.所述第四输送机构5的两端分别与所述第三输送机构4的另一端、所述第五输送机构7通过所述连接耳和连接柱2固定相连。
47.所述产线连接装置包括右侧连接板8和右侧卡钩9,用于固定连接产品生产线;
48.所述右侧连接板8固定连接所述第五输送机构7的右侧;
49.所述右侧卡钩9固定焊接在所述右侧连接板8上,所述右侧卡钩9卡接生产线。
50.所述运输车连接装置包括左侧连接板16和左侧卡钩15,用于固定连接产品运输车;
51.所述左侧连接板16固定连接所述第一输送机构1的左侧;
52.所述左侧卡钩15固定焊接在所述左侧连接板16上,所述左侧卡钩15卡接产品运输车。
53.所述左侧连接板16和所述右侧连接板8均为磁吸板,便于固定连接,保证连接的可靠性。
54.所述第五输送机构7侧边还安装有检测传感器6,用于检测计量产品数量。
55.所述固定底座11上部固定套装在所述支撑架10的下部外侧,所述固定底座11底部固定套装底座垫板12,可根据实际需要更换增减相应厚度的垫板,适用于多种产线和运输车型。
56.所述底座垫板12上部固定连接若干凸块14,所述固定底座11和所述底座垫板12底
部均设置有与所述凸块14配合安装的凹槽13,便于固定安装。
57.本技术采用多段组合式输送机构可将产品直接从产线自动搬运到运输车上,实现机械化全自动搬运,省时省力,简化产品物流环节,便于物流管理,运输效率快,并且不会损伤产品,降低了运输成本,解决了现有惯常使用的将产品从产线搬运到运输车上的人工搬运或叉车搬运的方式,整体搬运效率低、成本高的问题。
58.本技术提供的实施例之间的相似部分相互参见即可,以上提供的具体实施方式只是本技术总的构思下的几个示例,并不构成本技术保护范围的限定。对于本领域的技术人员而言,在不付出创造性劳动的前提下依据本技术方案所扩展出的任何其他实施方式都属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1