一种胶壳保险丝测试编带打标一体机的制作方法
1.本实用新型涉及保险丝生产设备,具体涉及一种胶壳保险丝测试编带打标一体机。
背景技术:
2.在保险丝生产过程中,对于保险丝毛胚的保护有着极其重要的意义,这关系到保险丝阻值的精确性、使用寿命等性能。目前对于保险丝编带,常规的方法是进行人工操作,这种方法生产效率低,且需要另外进行打标,无疑增加了生产工序及人工成本。
技术实现要素:
3.本实用新型目的在于克服上述现有技术存在的不足,而提供一种胶壳保险丝测试编带打标一体机。
4.为了解决上述技术问题,本实用新型的技术方案是:
5.一种胶壳保险丝测试编带打标一体机,包括工作台和设于所述工作台上的:
6.上料机构,包括振动盘及其连接的直振轨道,用于上料保险丝;
7.搬移机构,所述搬移机构前端设于所述直振轨道出口一侧,用于将保险丝从所述直振轨道取走;
8.编带机构,设于所述搬移机构后端,用于将牛皮纸载带夹紧保险丝;
9.打标机构,设于所述编带机构一侧,用于将编带好的保险丝进行打标。
10.进一步的,所述直振轨道设有供所述保险丝单排通过的流道,所述流道末端设有挡料钳。
11.进一步的,所述搬移机构包括若干组夹料钳和设置于所述夹料钳外侧的整形滑爪,所述整形滑爪用于对所述保险丝的针脚进行整形。
12.进一步的,所述搬移机构上设有保险丝高度定位装置。
13.进一步的,所述编带机构包括两组放带轮、导向轮和黏合胶轮,编带饼分别放置两组放带轮上,编带饼的编带分别经导向轮黏合后经黏合胶轮滚出。
14.进一步的,所述导向轮和所述黏合胶轮之间还设有打孔机构,用于对编带的保险丝进行打孔,所述打孔机构包括固定背板、固定前板、推杆以及推杆驱动组,所述固定背板和所述固定前板分别设于编带两侧,所述推杆滑动连接于所述固定前板上,所述推杆由所述推杆驱动组驱动。
15.进一步的,所述导向轮和所述黏合胶轮之间还设有加热机构,所述加热机构包括热气泵及其连接的气嘴,所述气嘴朝向编带。
16.进一步的,还包括设于打标机构之后的收集机构,所述收集机构包括堆栈板、限位杆、推动组以及折痕顶板,所述堆栈板两侧设有导向条,所述限位杆固定于所述堆栈板内后端,所述推动组设于所述堆栈板内前端,所述推动组包括水平间隔设置的两推板,所述推板分别由气缸驱动,所述折痕顶板设于所述堆栈板外侧,所述折痕顶板由气缸驱动。
17.进一步的,在所述胶壳保险丝测试编带打标一体机由两组伺服电机驱动,伺服电机ⅰ连接减速机通过联轴器连接主轴ⅰ,主轴ⅰ上安装有内槽位移摆臂凸轮、整形凸轮ⅰ,控制搬移组左右移动和整形滑爪ⅰ;在主轴ⅰ末端安装皮带轮连接主轴ⅱ,主轴ⅱ上安装有整形凸轮ⅱ、上端开夹凸轮,控制整形滑爪ⅱ和产品搬移组前后移动。伺服电机ⅱ使用联轴器连接主轴ⅲ,主轴ⅲ上安装有载带打孔凸轮、分割器皮带轮、载带包装凸轮。
18.进一步的,所述打标机构为激光镭射打标机。
19.与现有技术相比,本实用新型的优点在于:
20.(1)实现测试、编带、打标一体化生产模式,提高生产效率,降低生产成本,同时实现产品表面字体整洁,方向一致,提高产品的品质;
21.(2)设备动力传输上使用伺服驱动,使用两组伺服电机带动主轴传输动力,机械传输效率高;
22.(3)增加了折痕折痕顶板的设计,方便编带折后进行收集。
附图说明
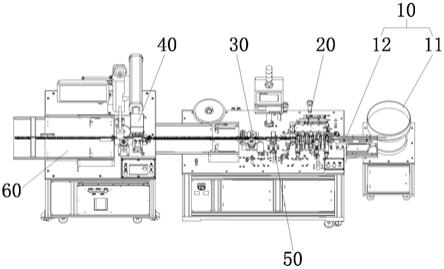
23.图1为本实用新型的整体结构示意图;
24.图2为本实用新型的上料机构、编带结构的俯视示意图;
25.图3为本实用新型的上料机构、编带机构的正视示意图;
26.图4为动力装置的构造示意图;
27.图5为图2中a处的放大示意图;
28.图6:本实用新型的打标机构、收集机构的结构示意图;
29.图中:10、上料机构;11、振动盘;12、直振轨道;121、挡料钳;20、搬移机构;21、夹料钳;22、整形滑爪;23、保险丝高度定位装置;30、编带机构;31、放带轮;32、导向轮;33、黏合胶轮;40、打标机构;50、打孔机构;60、收集机构;61、堆栈板;62、限位杆;63、推动组;64、折痕顶板;70、伺服电机;71、伺服电机ⅰ;72、伺服电机ⅱ;73、主轴ⅰ;74、内槽位移摆臂凸轮;75、主轴ⅱ;76、上端开夹凸轮;77、主轴ⅲ;78、分割器皮带轮。
具体实施方式
30.下面结合附图和具体实施方式对本实用新型做进一步详细的说明。
31.参照图1
‑
6所示,一种胶壳保险丝测试编带打标一体机,包括工作台和设于所述工作台上的:
32.上料机构10,包括振动盘11及其连接的直振轨道12,用于上料保险丝;
33.搬移机构20,所述搬移机构20前端设于所述直振轨道12出口一侧,用于将保险丝从所述直振轨道12取走;
34.编带机构30,设于所述搬移机构20后端,用于将牛皮纸载带夹紧保险丝;
35.打标机构40,设于所述编带机构30一侧,用于将编带好的保险丝进行打标。
36.所述直振轨道12设有供所述保险丝单排通过的流道,所述流道与所述振动盘11的出料口末端过渡连接,所述直振轨道12底部设有直振器,所述直振器用于将所述流道上的保险丝进行水平方向的位移输送,所述流道末端设有挡料钳121,所述挡料钳121包括可开合的两钳板,合上时用于预存流道上的保险丝,当开放时便于所述搬移机构20的夹取。
37.所述搬移机构20包括若干组夹料钳21和设置于所述夹料钳21外侧的整形滑爪22,保险丝在制造或上料过程中,保险丝的两针脚会有略微偏差,整形滑爪22工作时插入保险丝的两针脚对其间距进行调整,所述整形滑爪22为具有楔形块的推块,较佳地,在夹料钳21外侧还设有用于测量所述保险丝电阻的电阻测试机构。
38.所述搬移机构上设有保险丝高度定位装置23,能够在编带前对保险丝高度进行定位,保证编带整齐。
39.所述编带机构30包括两组放带轮31、导向轮32和黏合胶轮33,编带饼分别放置两组放带轮31上,编带饼的编带分别经导向轮32黏合后经黏合胶轮33滚出,所述导向轮32分别设于所述夹料钳21末端,用于对包覆最后一组夹料钳21传送的保险丝。
40.所述导向轮32和所述黏合胶轮33之间还设有打标机构50,用于对编带的保险丝进行打孔,所述打标机构50包括固定背板、固定前板、推杆以及推杆驱动组,所述固定背板和所述固定前板分别设于编带两侧,所述推杆滑动连接于所述固定前板上,所述推杆由所述推杆驱动组驱动。
41.所述导向轮32和所述黏合胶轮33之间还设有加热机构,所述加热机构包括热气泵及其连接的气嘴,所述气嘴朝向编带。
42.还包括设于打标机构40之后的收集机构60,所述收集机构60包括堆栈板61、限位杆62、推动组63以及折痕顶板64,所述堆栈板61两侧设有导向条,所述限位杆62固定于所述堆栈板61内后端,所述推动组63设于所述堆栈板61内前端,所述推动组63包括水平间隔设置的两推板,所述推板分别由气缸驱动,所述折痕顶板64设于所述堆栈板61外侧,所述折痕顶板64由气缸驱动。
43.在所述胶壳保险丝测试编带打标一体机由两组伺服电机驱动,伺服电机ⅰ71连接减速机通过联轴器连接主轴ⅰ73,主轴ⅰ73上安装有内槽位移摆臂凸轮74、整形凸轮ⅰ,控制搬移组左右移动和整形滑爪22ⅰ;在主轴ⅰ73末端安装皮带轮连接主轴ⅱ75,主轴ⅱ75上安装有整形凸轮ⅱ、上端开夹凸轮76,控制整形滑爪22ⅱ和产品搬移组前后移动。伺服电机ⅱ72使用联轴器连接主轴ⅲ77,主轴ⅲ77上安装有载带打孔凸轮、分割器皮带轮78、载带包装凸轮。
44.本实施例所述打标机构为激光镭射打标机
45.本实用新型实现测试、编带、打标一体化生产模式,提高生产效率,降低生产成本,同时实现产品表面字体整洁,方向一致,提高产品的品质。
46.以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1