一种电子元件点胶自动输送上料机构的制作方法
1.本实用新型涉及电子元件自动点胶技术领域,特别是涉及一种电子元件点胶自动输送上料机构。
背景技术:
2.随着电子产品的应用越来越广泛,电子产品中的各种各样的元器件的生产制作也变得越来越重要,高频电感作为三大元器件之一也愈发显得重要。通常高频电感的生产需要进行绕铜线过程,通常由自动绕线机制作。现有技术中,高频电感的制作方式主要有二种:一种为夹头旋转绕线式,另一种为飞叉绕线式。目前功率电感的制作过程如下,首先气缸压夹具,夹具打开,夹具打开后上高频电感,然后气缸松开,夹具自动夹紧电感并开始绕线,绕好的电感再经切线、点胶、包装,如此循环重复,不断制作电感。
3.为了制作高频电感,点胶后收卷包装是必不可少的一个步骤,目的是在包装的载带上点胶后在上料电子元件,后续再对点胶烘干,保证电子元件附着在载带上。现有的载带输送过程中很难精准掌握,导致点胶或上料对位不一致等情况存在需要进一步解决的。
技术实现要素:
4.为解决上述问题,本实用新型提供一种采用了送料装置用于将载带输送,在输送过程中通过上料装置将电子元件抓取放置到载带上,可在载带上先点胶再放入产品,或先放产品后点胶,实现点胶的自动输送上料,自动化程度高,生产效率高的电子元件点胶自动输送上料机构。
5.本实用新型所采用的技术方案是:一种电子元件点胶自动输送上料机构,包括送料装置、及位于送料装置一侧用于将电子元件抓取并放置到送料装置的上料装置;所述送料装置包括支撑架、安装于支撑架的送料轨道、安装于支撑架位于送料轨道下方的下料轨道、及安装于支撑架用于驱动载带在升了轨道上送料的送料驱动组件;所述上料装置包括振动上料组件、及用于在振动上料组件上取料放置到送料轨道上所输送载带的取料组件。
6.对上述方案的进一步改进为,所述支撑架包括立板、及安装于立板一侧用于支撑立板的加强筋。
7.对上述方案的进一步改进为,所述送料轨道包括送料座、开设于送料座的送料槽、安装于送料座表面的送料盖板,所述送料座末端设置有导料轮。
8.对上述方案的进一步改进为,所述下料轨道包括下料座、开设于下料座的下料槽、安装于下料座表面的下料盖板,所述下料座靠近导料轮位置设置有张力轮。
9.对上述方案的进一步改进为,所述送料驱动组件包括安装于支撑架的驱动座、安装于驱动座的第一针轮模组、安装于支撑架远离驱动座的第二针轮模组、及安装于驱动座用于驱动第一针轮模组的步进电机,所述第一针轮模组与第二针轮模组之间设置有同步带同步传动连接。
10.对上述方案的进一步改进为,所述第一针轮模组包括第一连接轴、安装于第一连
接轴的第一针轮和第一同步轮,所述第二针轮模组包括第二连接轴、安装于第二连接轴的第二针轮和第二同步轮,所述同步带将第一同步轮与第二同步轮连接。
11.对上述方案的进一步改进为,所述步进电机与第一连接轴驱动连接。
12.对上述方案的进一步改进为,所述振动上料组件包括底板、安装于底板的圆盘振动器、安装于圆盘振动器的振动盘、及连接于振动盘的振动轨道。
13.对上述方案的进一步改进为,取料组件包括直线驱动模组、传动安装于直线驱动模组的升降驱动模组、及安装于升降驱动模组的取料机械手;所述取料机械手包括连接于升降驱动模组的连接架、安装于连接架的固定块、可活动于固定块的活动块、安装于活动块的取料吸嘴、及安装于活动块与固定块之间的滑块和弹簧。
14.对上述方案的进一步改进为,所述取料吸嘴为圆形长条吸嘴。
15.本实用新型的有益效果是:
16.相比传统的电子元件点胶上料,本实用新型采用了送料装置用于将载带输送,在输送过程中通过上料装置将电子元件抓取放置到载带上,可在载带上先点胶再放入产品,或先放产品后点胶,实现点胶的自动输送上料,自动化程度高,生产效率高。具体是,设置了送料装置、及位于送料装置一侧用于将电子元件抓取并放置到送料装置的上料装置;所述送料装置包括支撑架、安装于支撑架的送料轨道、安装于支撑架位于送料轨道下方的下料轨道、及安装于支撑架用于驱动载带在升了轨道上送料的送料驱动组件;所述上料装置包括振动上料组件、及用于在振动上料组件上取料放置到送料轨道上所输送载带的取料组件。通过送料轨道用于载带输送,经过上料后再进行下料轨道进行下料,送料驱动组件用于驱动载带输送,振动上料组件用于电子元件振动上料,后通过取料组件将电子元件抓取放置到载带上输送,自动完成,结构可靠。
附图说明
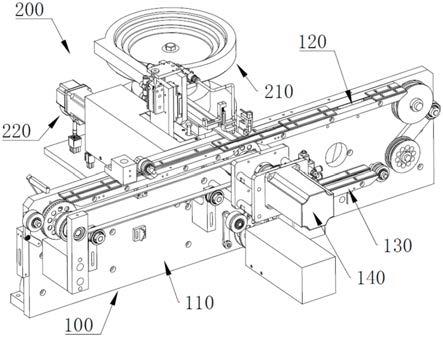
17.图1为本实用新型的立体结构示意图
18.图2为本实用新型送料装置的立体结构示意图;
19.图3为本实用新型送料驱动组件的立体结构示意图;
20.图4为本实用新型上料装置的立体结构示意图;
21.图5为图4中a处放大示意图。
22.附图标记说明:送料装置100、支撑架110、立板111、加强筋112、送料轨道120、送料座121、送料槽122、送料盖板123、导料轮124、下料轨道130、下料座131、下料槽132、下料盖板133、张力轮134、送料驱动组件140、驱动座141、第一针轮模组142、第一连接轴142a、第一针轮142b、第一同步轮142c、第二针轮模组143、第二连接轴143a、第二针轮143b、第二同步轮143c、步进电机144、同步带145、上料装置200、振动上料组件210、底板211、圆盘振动器212、振动盘213、振动轨道214、取料组件220、直线驱动模组221、升降驱动模组222、取料机械手223、连接架223a、固定块223b、活动块223c、取料吸嘴223d、滑块223e、弹簧223f。
具体实施方式
23.下面将结合附图对本实用新型作进一步的说明。
24.如图1~图5所示,一种电子元件点胶自动输送上料机构,包括送料装置100、及位
于送料装置100一侧用于将电子元件抓取并放置到送料装置100的上料装置200;所述送料装置100包括支撑架110、安装于支撑架110的送料轨道120、安装于支撑架110位于送料轨道120下方的下料轨道130、及安装于支撑架110用于驱动载带在升了轨道上送料的送料驱动组件140;所述上料装置200包括振动上料组件210、及用于在振动上料组件210上取料放置到送料轨道120上所输送载带的取料组件220。
25.支撑架110包括立板111、及安装于立板111一侧用于支撑立板111的加强筋112,通过加强筋112加强立板111的结构支撑,保证结构稳定性,结构强度高。
26.参阅图2所示,送料轨道120包括送料座121、开设于送料座121的送料槽122、安装于送料座121表面的送料盖板123,所述送料座121末端设置有导料轮124,通过送料槽122用于载带传输,通过送料盖板123配合载带输送,通过导料轮124用于载带导向。
27.下料轨道130包括下料座131、开设于下料座131的下料槽132、安装于下料座131表面的下料盖板133,所述下料座131靠近导料轮124位置设置有张力轮134,通过下料槽132配合下料盖板133用于载带送料。
28.参阅图3所示,送料驱动组件140包括安装于支撑架110的驱动座141、安装于驱动座141的第一针轮模组142、安装于支撑架110远离驱动座141的第二针轮模组143、及安装于驱动座141用于驱动第一针轮模组142的步进电机144,所述第一针轮模组142与第二针轮模组143之间设置有同步带145同步传动连接,通过步进电机144驱动第一针轮模组142带动第二针轮模组143实现同步驱动,对载带进行驱动。
29.第一针轮模组142包括第一连接轴142a、安装于第一连接轴142a的第一针轮142b和第一同步轮142c,所述第二针轮模组143包括第二连接轴143a、安装于第二连接轴143a的第二针轮143b和第二同步轮143c,所述同步带145将第一同步轮142c与第二同步轮143c连接,通过步进电机144的驱动作用下实现两组针轮的同步驱动,保证对载带输送的一致性。
30.步进电机144与第一连接轴142a驱动连接,方便驱动连接轴带动针轮和同步轮实现同步传动。
31.参阅图4所示,振动上料组件210包括底板211、安装于底板211的圆盘振动器212、安装于圆盘振动器212的振动盘213、及连接于振动盘213的振动轨道214,整体结构简单,通过振动结构实现供料驱动,稳定性好。
32.参阅图5所示,取料组件220包括直线驱动模组221、传动安装于直线驱动模组221的升降驱动模组222、及安装于升降驱动模组222的取料机械手223;所述取料机械手223包括连接于升降驱动模组222的连接架223a、安装于连接架223a的固定块223b、可活动于固定块223b的活动块223c、安装于活动块223c的取料吸嘴223d、及安装于活动块223c与固定块223b之间的滑块223e和弹簧223f,取料吸嘴223d为圆形长条吸嘴,整体结构简单,通过直线和升降结构实现驱动,而取料机械手223作用电子元件抓取。
33.本实用新型采用了送料装置100用于将载带输送,在输送过程中通过上料装置200将电子元件抓取放置到载带上,可在载带上先点胶再放入产品,或先放产品后点胶,实现点胶的自动输送上料,自动化程度高,生产效率高。具体是,设置了送料装置100、及位于送料装置100一侧用于将电子元件抓取并放置到送料装置100的上料装置200;所述送料装置100包括支撑架110、安装于支撑架110的送料轨道120、安装于支撑架110位于送料轨道120下方的下料轨道130、及安装于支撑架110用于驱动载带在升了轨道上送料的送料驱动组件140;
所述上料装置200包括振动上料组件210、及用于在振动上料组件210上取料放置到送料轨道120上所输送载带的取料组件220。通过送料轨道120用于载带输送,经过上料后再进行下料轨道130进行下料,送料驱动组件140用于驱动载带输送,振动上料组件210用于电子元件振动上料,后通过取料组件220将电子元件抓取放置到载带上输送,自动完成,结构可靠。
34.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1