一种铁丝连续盘条放线架的制作方法
1.本实用新型属于铁丝生产技术领域,具体涉及一种铁丝连续盘条放线架。
背景技术:
2.在铁丝的拉丝生产加工时,需要利用相应的放线架将盘条原料一圈一圈松开放线并输送给拉丝设备。但传统的放线架结构较为单一,在实际使用时依旧存在以下一些问题:1、对盘条的限制作用较弱,易出现多圈盘条一同被拉出的现象,且在拉丝设备的牵引力发生变化时,盘条由于惯性的作用会向前或后运动,致使多圈盘条互相缠绕打结,放线过程不够稳定顺畅,大大影响了铁丝的拉丝生产效率和质量;2、一个放线架上的盘条放线完毕后,需要先将该放线架转移走,再运输来另一装载有盘条的放线架才能继续放线,放线过程不够连续自动化,同样影响了拉丝生产的效率和质量,有待改进。
技术实现要素:
3.有鉴于此,本实用新型的目的在于提供一种铁丝连续盘条放线架,可大大增强对盘条的限制能力,并可实现连续自动化放线,以解决上述问题。
4.为实现上述目的,本实用新型所采用的技术方案是:一种铁丝连续盘条放线架,包括一固定吊设的腰形轨道,所述腰形轨道底面上沿其长度方向滑动设有若干电动滑块,所述电动滑块底部竖向固设有油缸,所述油缸的活塞杆朝下并固定连接有基座,所述基座一侧的上部和底部分别水平设有第一支板和第二支板,所述第一支板和第二支板内均设有电磁铁组件,所述第一支板上方的基座侧部水平固设有支杆,所述支杆短于第一支板且其尾端固定连接有弹性限位板,所述弹性限位板尾端朝向第一支板尾端倾斜向下设置并抵压在第一支板尾端上,所述第一支板与第二支板之间设有限位杆,所述限位杆一端转动连接在第一支板与第二支板之间的基座侧部上、另一端抵压在第二支板尾端上,所述限位杆与基座的转动连接处设有扭矩传感器。
5.优选的,所述第一支板与第二支板之间的基座侧部固设有铰接座,所述限位杆一端通过销轴铰接在该铰接座上。
6.优选的,所述销轴传动连接有扭矩传感器。
7.优选的,所述弹性限位板的材质为不具备磁性的弹簧钢。
8.优选的,所述电动滑块与腰形轨道相适配。
9.本实用新型的有益效果是:本实用新型设计合理,结构简单,通过腰形轨道和若干电动滑块的设置配合,可在一盘条放线时,将该盘条尾端与其后方的电动滑块对应的盘条的首端焊接起来,之后利用扭矩传感器便可自动检测到该盘条是否放线完毕,当检测到该盘条放线完毕时,通过控制中心便可自动控制电动滑块移动,将放完线的电动滑块移走,将其后方的电动滑块重新移至放线区域,重复放线,从而实现盘条放线的连续自动化,保证放线的一致性和连续性,可大大提高拉丝生产加工的效率和质量,降低工人的操作难度和劳动强度。
10.通过限位杆和弹性限位板的双重阻挡限位作用,可大大增强对盘条的阻挡限位作用,使盘条套在第一支板上后可自然松散开,且可限制盘条只能一圈一圈散开放线,有效避免放线时多圈盘条互相缠绕打结的现象,保证放线过程的稳定顺畅,从而更有利于提高铁丝的拉丝生产效率和质量。同时,第一支板和第二支板内的电磁铁组件的设置,可在放线过程中进一步增强对盘条的限制作用,能够根据拉丝设备的牵引力的变化配合控制中心,通过自动改变电流的大小来调节电磁铁组件的磁性强弱,从而调整对盘条的磁吸限制力的大小,能够在拉丝设备提供的牵引力发生变化时及时调整盘条的放线速度,有效避免盘条受惯性影响向前或后运动致使多圈盘条互相缠绕打结的问题,进一步保证盘条放线过程的稳定和顺畅,提高拉丝生产的效率和质量。
附图说明
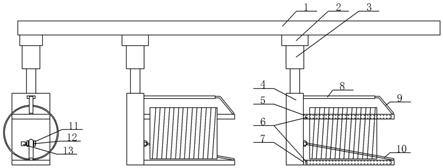
11.图1是本实用新型的主视结构示意图;
12.图2是本实用新型腰形轨道的俯视结构示意图。
13.图中标号:1为腰形轨道,2为电动滑块,3为油缸,4为基座,5为第一支板,6为电磁铁组件,7为第二支板,8为支杆,9为弹性限位板,10为限位杆,11为铰接座,12为销轴,13为扭矩传感器。
具体实施方式
14.下面结合附图及具体实施方式对本实用新型作进一步详细描述:
15.如图1和2所示,一种铁丝连续盘条放线架,包括一固定吊设的腰形轨道1,腰形轨道1底面上沿其长度方向滑动设有若干电动滑块2。电动滑块2的底部竖向固设有油缸3,油缸3的活塞杆朝下并固定连接有基座4。基座4一侧的上部和底部分别水平设有第一支板5和第二支板7,第一支板5和第二支板7内均设有电磁铁组件6。第一支板5上方的基座4的侧部水平固设有支杆8,支杆8短于第一支板5且其尾端固定连接有弹性限位板9,弹性限位板9的尾端朝向第一支板5的尾端倾斜向下设置并抵压在第一支板5的尾端上。第一支板5与第二支板7之间设有限位杆10,限位杆10一端转动连接在第一支板5与第二支板7之间的基座4的侧部上、另一端抵压在第二支板7的尾端上,限位杆10与基座4的转动连接处设有扭矩传感器13;
16.使用时,电动滑块2、电磁铁组件6和扭矩传感器13均与整机控制中心电连接。通过腰形轨道1和若干电动滑块2的设置配合,可在一盘条放线时,将该盘条尾端与其后方的电动滑块2对应的盘条的首端焊接起来,之后利用扭矩传感器13便可自动检测到该盘条是否放线完毕,当检测到该盘条放线完毕时,通过控制中心便可自动控制电动滑块2移动,将放完线的电动滑块2移走,将其后方的电动滑块2重新移至放线区域,重复放线,从而实现盘条放线的连续自动化,保证放线的一致性和连续性,可大大提高拉丝生产加工的效率和质量,降低工人的操作难度和劳动强度。通过限位杆10和弹性限位板9的双重阻挡限位作用,可大大增强对盘条的阻挡限位作用,使盘条套在第一支板5上后可自然松散开,且可限制盘条只能一圈一圈散开放线,有效避免放线时多圈盘条互相缠绕打结的现象,保证放线过程的稳定顺畅,从而更有利于提高铁丝的拉丝生产效率和质量。同时,第一支板5和第二支板7内的电磁铁组件6的设置,可在放线过程中进一步增强对盘条的限制作用,能够根据拉丝设备的
牵引力的变化配合控制中心,通过自动改变电流的大小来调节电磁铁组件6的磁性强弱,从而调整对盘条的磁吸限制力的大小,能够在拉丝设备提供的牵引力发生变化时及时调整盘条的放线速度,有效避免盘条受惯性影响向前或后运动致使多圈盘条互相缠绕打结的问题,进一步保证盘条放线过程的稳定和顺畅,提高拉丝生产的效率和质量。控制中心为现有技术,在此不再详述。
17.在本实施例中,第一支板5与第二支板7之间的基座4侧部固设有铰接座11,限位杆10的一端通过销轴12铰接在该铰接座11上,实现限位杆10的转动。扭矩传感器13与销轴12传动连接,用以检测销轴12的转动力矩,以配合实现连续自动化放线。
18.在本实施例中,弹性限位板9的材质为现有技术中上的不具备磁性的弹簧钢,在保证对盘条的限制作用前提下,避免其受电磁铁组件6的影响,保证顺利放线。电动滑块2与腰形轨道1相适配,以保证盘条放线和装载的顺利稳定进行。
19.本实用新型的工作原理:本实用新型在使用时,腰形轨道1的后端为装载区、前端为等待区和放线区,先在装载区通过抬起限位杆10和弹性限位板9,将未放线的盘条装载到第一支板5上。然后,运行电动滑块2,带动一盘条进入放线区、一盘条进入放线区后方的等待区。接着,调整油缸2的活塞杆的伸缩长度,使放线高度适配于拉丝设备,并将放线区的盘条首端连接到拉丝设备的牵引机构上,由拉丝设备提供牵引力开始放线。放线过程中,将放线区的盘条尾端与其后方等待区的盘条首端焊接起来。由于放线时,限位杆10会被不断抬起,扭矩传感器13可检测到销轴12的转动力矩变化并传递给控制中心。当放线区的盘条放线完毕时,其对应的销轴12复位并不再转动,此时控制中心可根据扭矩传感器13检测到的力矩信息自动控制电动滑块2移动,将放完线的电动滑块2移走至装载区重新装载,将其后方等待区的电动滑块2重新移至放线区,重复放线,从而实现盘条放线的连续自动化,保证放线的一致性和连续性,可大大提高拉丝生产加工的效率和质量,降低工人的操作难度和劳动强度。
20.同时,放线过程中,通过限位杆10和弹性限位板9的双重阻挡限位作用,可大大增强对盘条的阻挡限位作用,使盘条套在第一支板5上后可自然松散开,且可限制盘条只能一圈一圈散开放线,有效避免放线时多圈盘条互相缠绕打结的现象,保证放线过程的稳定顺畅,从而更有利于提高铁丝的拉丝生产效率和质量。此外,第一支板5和第二支板7内的电磁铁组件6的设置,可在放线过程中进一步增强对盘条的限制作用,能够根据拉丝设备的牵引力的变化配合控制中心,通过自动改变电流的大小来调节电磁铁组件6的磁性强弱,从而调整对盘条的磁吸限制力的大小,能够在拉丝设备提供的牵引力发生变化时及时调整盘条的放线速度,尤其是在拉丝设备的牵引机构急停时,迅速制动停止盘条的放线,从而有效避免盘条受惯性影响向前或后运动致使多圈盘条互相缠绕打结的问题,进一步保证盘条放线过程的稳定和顺畅,提高拉丝生产的效率和质量。
21.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1