自动制袋包装机的封口整平装置的制作方法
1.本实用新型所涉及的是一种自动制袋包装机的封口整平装置,特指令原本张开的包装袋袋口受两撑平元件的插入并向外撑张,将袋口撑平后再进行热压封口的作业,进而获得无皱叠而平整的袋口封口品质。
背景技术:
2.关于由制袋机制好而呈一整叠叠合在一起的袋子,通常还会将其对折后再装入另一个包装袋内而包装起来,再将该包装袋的装入袋口处进行封口,即呈如市面上贩售的一包包的袋子成品。
3.上述整叠袋子的包装作业,过去都是以人工作业方式装袋后,再以热封口机进行封口,但人工包装的作业需要大量的人力,且作业的效率又低,所以发明人乃开发如第103220186、104209787、104217354、108211694、108131607 号等中国台湾专利所示的自动制袋包装封口设备,如此以机器取代人力来解决缺乏人力的窘境,并可将本设备与制袋机连结后,达到一贯作业而更加提高作业效率的目的。
4.不过,上述自动制袋包装封口设备在进行制袋封口与包装封口时,都以封口装置直接压住袋子张开的袋口处,再进行袋口的封口作业,但由于受制程速度的快慢、环境空气的流动等影响,可能会造成张开的袋口外形不一,更重要的是封口装置在将袋口由张开状态压住呈平贴状态的过程中,袋子的袋膜因未受任何装置、构件的导引或整平而呈自由飘移的状态,导致压住后的闭合平贴在一起的袋膜,发生无法预期的皱褶或重叠,以致造成封口无法平整,影响封口的效果、强度与美观性。
技术实现要素:
5.为了改善前述袋子张开的袋口在进行封口时,无法确保每次都能平整封口的问题,本实用新型即提供制袋袋底封口单元与包装封口单元上各别设有整平装置,该整平装置一是采由袋料外侧处,以两相对捏合抹平单元将袋料稍为捏紧并相对向外抹开,将欲封口的袋底处整平后再进行封口,以及另一是把制好的包装袋袋口张开伸入两撑平元件、并相对向外撑紧整平袋口后再进行封口,进而使得制作包装袋的袋底封口与包装后的袋口封口,都能获得平整而不皱叠的封口品质。
6.本实用新型解决其技术问题所采用的技术方案是:
7.一种自动制袋包装机的封口整平装置,其特征在于:在一机体的包装封口处设一包装封口单元,该包装封口单元包括两相对驱动的一袋口封刀与一袋口封座,其中:
8.该袋口封刀,装设于固定在机体上的一上封刀固定座上,并且受纵向往返驱动,该上封刀固定座上再设一受同样纵向往返驱动的一吸袋杆;
9.该袋口封座,受纵向往返驱动地装设于固定在机体上的一上封座固定座上,在对应于该袋口封刀处的袋口封座上设一封口压合部,位于封口压合部下方的袋口封座上设有能够横向调整并受纵向往返驱动、而对应于吸袋杆的两间隔相距地吸盘,位于吸盘下方的
袋口封座上设有能够横向调整并受纵向来回转摆驱动的两间隔相距地撑平元件,且两撑平元件又各受横向往返相对的驱动。
10.上述方案中,该吸袋杆是设受一固定在上封刀固定座的第八气缸纵向驱动。
11.上述方案中,该间隔相距地两吸盘各受一第九气缸纵向驱动,而各第九气缸又各固定在一滑座上,该两滑座再可定位而横向滑设在固定于袋口封座上的一杆体上。
12.上述方案中,该间隔相距地两撑平元件各受一第十气缸横向相对驱动,各第十气缸又各固定在一滑座上,两滑座再可定位而横向滑设在固定于袋口封座上的一受纵向驱动往返转动的转杆上。
13.上述方案中,该撑平元件呈扁平而具弹性弯曲作用。
14.通过上述本实用新型捏合抹平单元与撑平元件等整平装置,令制作包装袋时的袋底封口与包装后包装袋的袋口封口,可以先被整平后才进行封口作业,进而让包装袋封口的品质平整而不皱叠。
附图说明
15.图1是本实用新型的整体侧面示意图。
16.图2是本实用新型制袋袋底封口单元的立体示意图。
17.图3是本实用新型制袋袋底封口单元的另一方向立体示意图。
18.图4是本实用新型袋底封刀与捏合抹平单元的立体分解示意图。
19.图5是本实用新型袋底封座与捏合抹平单元的立体分解示意图。
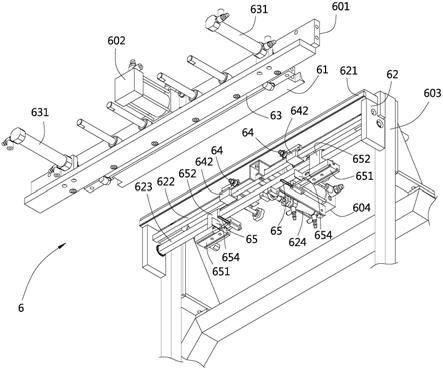
20.图6是本实用新型包装封口单元的立体示意图。
21.图7是本实用新型包装封口单元的仰视立体示意图。
22.图8是本实用新型袋口封刀与吸袋杆的立体分解示意图。
23.图9是本实用新型袋口封座与整平装置的立体分解示意图。
24.图10是本实用新型袋口封座与整平装置的仰视立体分解示意图。
25.图11是本实用新型的夹料制袋移送单元将袋料由袋料张口单元处拉出的示意图。
26.图12是本实用新型的夹料制袋移送单元将袋料由袋料张口单元处拉出后的俯视示意图。
27.图13是本实用新型两捏合抹平单元夹住袋料后的示意图。
28.图14是本实用新型两捏合抹平单元件夹住袋料后的俯视示意图。
29.图15是本实用新型两捏合元件相对向外移动将袋料抺拉整平的示意图。
30.图16是本实用新型袋料整平后进行封口与切断的作业示意图。
31.图17是本实用新型袋底完成封口后制成包装袋的示意图。
32.图18是本实用新型夹料制袋移送单元移至袋口封口处欲将整叠袋子装入包装袋内的示意图。
33.图19是本实用新型整叠袋子对折装入包装袋内的示意图。
34.图20是本实用新型成品夹送单元下降夹住入袋后的整叠袋子的示意图。
35.图21是本实用新型成品夹送单元夹送整叠袋子至欲将包装袋袋口张开处的示意图。
36.图22是本实用新型吸袋杆与吸盘将袋口两侧处吸住的示意图。
37.图23是本实用新型吸袋杆与吸盘将袋口张开而令撑平元件转摆伸入袋口内的示意图。
38.图24是本实用新型两撑平元件转摆伸入袋口内后的前视示意图。
39.图25是本实用新型吸袋杆与吸盘停吸而放掉袋口后的示意图。
40.图26是本实用新型两撑平元件相对向外移动将袋口撑平后的前视示意图。
41.图27是本实用新型袋口被撑平贴于封口压合处上后令成品夹送单元向上移动一小段距离的示意图。
42.图28是本实用新型袋口封刀对袋口进行封口的示意图。
43.图29是本实用新型完成袋口封口后由成品夹送单元将包装好的整叠袋子移送至目的处的示意图。
44.附图标记说明:1
‑
供料单元;2
‑
袋料张口单元;3
‑
对折移送单元;4
‑
夹料制袋移送单元;5
‑
制袋袋底封口单元;501
‑
下封刀固定座;502
‑
第一气缸;503
‑
下封座固定座;504
‑
第二气缸;51
‑
袋底封刀;52
‑
袋底封座;53
‑
切刀;54
‑
捏合抹平单元;540
‑
第三气缸;541
‑
杆体;542
‑
滑座;543
‑
锁定螺丝;544
‑
第四气缸; 545
‑
捏合元件;546
‑
摩擦垫;6
‑
包装封口单元;601
‑
上封刀固定座;602
‑
第五气缸;603
‑
上封座固定座;604
‑
第六气缸;61
‑
袋口封刀;62
‑
袋口封座;621
‑
封口压合部;622
‑
杆部;623
‑
转杆;624
‑
第七气缸;63
‑
吸袋杆;630
‑
吸气孔;631
‑
第八气缸;64
‑
吸盘;641
‑
第九气缸;642
‑
两滑座;643
‑
锁定螺丝;65
‑
撑平元件; 651
‑
第十气缸;652
‑
滑座;653
‑
锁定螺丝;654
‑
抵合片;7
‑
成品夹送单元;81
‑
袋料;82
‑
包装袋;83
‑
整叠袋子;9
‑
机体。
具体实施方式
45.敬请参阅图1所示,本实用新型自动制袋包装机是包括一设于机体9右侧供袋料穿入导引的供料单元1,将袋料导引至设于供料单元1左侧机体9上的袋料张口单元2处,让袋料的袋口呈张开的状态,机体9的左侧设有一将欲包装的整叠袋子对折移送至包装封口处的对折移送单元3,并在袋料张口单元2与包装封口处之间的机体9上设一往返于其间的夹料制袋移送单元4,又在袋料张口单元2的上方的机体9上设一制袋袋底封口单元5,而包装封口处的机体9上则设一包装封口单元6,且在对应包装封口处的包装封口单元6上方的机体9上设一成品夹送单元7。
46.上述机构的制袋包装作业程序是:夹料制袋移送单元4向下移至袋料张口单元2处夹住袋料的袋口后,向上拉送袋料至欲制袋长度的袋底封口位置处,由制袋袋底封口单元5将该袋料进行袋底的封口与切断的作业而制作出包装袋,被切断后的袋料则退回袋料张口单元2处预备下次再被夹拉,同时夹料制袋移送单元4将制好的包装袋移送至包装封口处,此时也令对折移送单元3将对折的整叠袋子移送装入包装袋内,接着令成品夹送单元7下降将包装袋连同里面对折的整叠袋子夹住后,向上夹移移送至欲进行袋口封口的位置处,再由包装封口单元6将包装袋的袋口封合起来后,再由成品夹送单元7把完成包装后的整叠袋子移送至目的地处;如此周而复始的动作,即可将连续制成的整叠袋子,一袋一袋的自动包装起来。
47.上述制袋袋底封口单元5如图2~图5所示,主要是包括两呈相对运动的一袋底封刀51与一袋底封座52,其中该袋底封刀51是装设在一固定于机体9上的下封刀固定座501
上,该下封刀固定座501上固定一驱动袋底封刀51纵向往返作动的第一气缸502;该袋底封座52是装设在一固定于机体9上的下封座固定座503上,该下封座固定座503上固定一驱动袋底封座52纵向往返作动的第二气缸504,同时在袋底封座52外侧的中间处装设一横向来回移动的切刀53。
48.且为了让制作的包装袋82的袋底能够获得平整的封口,更在各位于袋底封刀51上方的下封刀固定座501上与袋底封座52上方的下封座固定座503上,设有被相对驱动的两捏合抹平单元54,各捏合抹平单元54是包括一受第三气缸 540纵向往返驱动的杆体541,另在杆体541上设有间隔相距、并可沿着该杆体 541横向滑动的两滑座542,各滑座542上设有可将其固定于杆体541上的锁定螺丝543,两滑座542的外侧面上又各固定一第四气缸544,令两第四气缸544 呈相对驱动的设置,同时两第四气缸544上又各装设一受其驱动的捏合元件545,各捏合元件545的外侧面上再固定设一摩擦垫546。
49.上述包装封口单元6如图6、图7与图8、图9所示,主要是包括两呈相对运动的一袋口封刀61与一袋口封座62,其中该袋口封刀61是装设在一固定于机体9上的上封刀固定座601上,该上封刀固定座601上固定一驱动袋口封刀 61纵向往返作动的第五气缸602,该袋口封座62是装设在一固定于机体9上的上封座固定座603上,该上封座固定座603上固定一驱动袋口封座62纵向往返作动的第六气缸604。
50.且为了让制成包装袋82的袋口获得平整的封口,在位于袋口封刀61下方设一吸袋杆63,令吸袋杆63由一固定在上封刀固定座601的二第八气缸631驱动做纵向的往返作动,该吸袋杆63的外侧面上间隔开设有可吸气的数个吸气孔 630。
51.又再请配合图10所示的该袋口封座62上,设一对应于袋口封刀61处的封口压合部621,在封口压合部621下方的袋口封座62上固定一杆部622,并设横向滑动于杆部622上呈间隔相距、且相对于前述吸袋杆63的两吸盘64,该两吸盘64各受一第九气缸641驱动纵向的往返作动,且两缸气641又各别固定在一滑座642上,进而令两滑座642间隔的滑设在上述的杆部622上,且两滑座642上也各设有可将其固定住于杆部622上的锁定螺丝643。
52.接着,在位于前述两吸盘64下方的袋口封座62上设一转杆623,且袋口封座62上又枢固一可驱动该转杆623来回转动的第七气缸624,并设有两间隔相距而沿着该转杆623做横向滑动调整的撑平元件65,两撑平元件65是各受一第十气缸651驱动而做横向的相对运动,且两第十气缸651又各别固定一滑座652 上,进而令两滑座652间隔的滑设在上述的转杆623上,且两滑座652上又同样各设有可将其固定住于转杆623上的锁定螺丝653。
53.上述的两撑平元件65,各是呈扁平状设计,且令其具有弹性弯曲的作用,同时更令驱动撑平元件65的第十气缸651上固定一抵合片654,令撑平元件65 受第十气缸651驱动退缩后,能够与抵合片654抵合在一起而形成夹合的作用。
54.因此,如图11、图12所示,该夹料制袋移送单元4将袋料81由袋料张口单元2处向上拉送至欲制袋的长度位置处后,此时袋料81的断面呈撑开中空的状态,进而为了让撑开中空的袋料81进行封口时能够平整,如图13、图14所示先令两相对的捏合抹平单元54受第三气缸540驱动,让相对的捏合元件545 将袋料81夹住,再如图15所示令第四气缸544同步的外向退缩,并通过摩擦垫546的滑动摩擦作用,令两边夹合的捏合元件545向外移动时的张拉作用,将原本松皱的袋料81被拉紧而抹平。
55.再者如图16所示,令袋底封刀51与袋底封座52受第一气缸502,504相对驱动而抵
合,对袋料81做封口的动作,使该封口成为该袋料81制作成包装袋 82后的袋底封口,并在完成封口后由切刀53将袋料81切断,进而如图17所示,袋底封刀51、袋底封座52与捏合抹平单元54相对的退回原位,同时被切断后的袋料81也退缩回到袋料张口单元2处,此时即完成包装袋82的制作,并由夹料制袋移送单元4把包装袋82移送至欲进行对折的整叠袋子做包装封口的位置处。
56.接着如图18、图19所示,该夹料制袋移送单元4将包装袋82反向的移送至包装封口处时,其对折移送单元3同时也把整叠对折的袋子83移送至其下方的对应处,然后令两者相对移送将对折的整叠袋子83送入包装袋82内后,再如图20所示令成品夹送单元7下移夹住已装入整叠袋子83的包装袋82,再接着如图21所示令成品夹送单元7向上移送至包装袋82的袋口欲进行封口的位置处,而夹料制袋移送单元4与对折移送单元3则向下移动。
57.然后如图22所示,该袋口封座62受第六气缸604驱动移至封口压合的位置,并令吸盘64受第九气缸641驱动伸出而吸住包装袋82的袋口的一侧,同时上封刀固定座601上的第八气缸631也驱动吸袋杆63伸出吸住包装袋82的袋口的另一侧。
58.复接着如图23、图24所示,该吸盘64再受第九气缸641驱动退缩回原位,吸袋杆63也受第八气缸631驱动而稍为退移后,即令包装袋82的袋口被保持预定程度的张开状态,此时通过第七气缸624驱动转杆623顺时针转动,把装设在转杆623上的撑平元件65转摆伸入包装袋82的袋口内,并使撑平元件65 抵于袋口封座62的封口压合部621上。
59.然后如图25、图26所示,上述完成两撑平元件65转摆伸入包装袋82的袋口内并抵于封口压合部621上后,令两侧的第十气缸651带动两撑平元件65相对的向外移动至对应侧的抵合片654上,将包装袋82的袋口水平的撑平并抵于封口压合部621上后,再如图27所示,令成品移送单元7向上移送包装袋82 一小段距离,除了将包装袋82袋口处向上垂直拉平外,并使袋口被移送至正确的封口位置上,进而再如图28所示,令袋口封刀61由第五气缸602驱动伸出位移至封口压合部621上,对包装袋82的袋口进行封口的作业。
60.在完成包装袋82袋口的封口作业后,如图29所示,令袋口封刀61与袋口封座62各由第五气缸602、第六气缸604驱动退回原位,而成品夹送单元7把完成包装的内装整叠袋子83的包装袋82再移送至目的地处做下一程序的处理作业,同时前述夹料制袋移送单元4与对折移送单元3也退回原位,即完成一个循环的制袋包装作业。
61.故,通过本实用新型自动制袋包装机上的制袋袋底封口单元5处,增设的捏合抹平单元54让制作包装袋82时的袋底获得不产生皱叠的平整的封口,以及包装封口单元6上增设的两撑平元件65等机构,让包装袋82的袋口处得以被撑拉整平而获得不产生皱叠的平整的封口,令包装袋82制作与封口更能符合品质的要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1