具有增加的板刚度的易开盖的制作方法
1.本发明涉及一种用于食品或饮料罐等的易开盖,与传统端盖相比具有增加的板刚度。
背景技术:
2.食品和饮料罐或容器通常具有两件式或三件式结构。两件式罐包括通过对金属盘或其他形状应用拉伸工艺而形成的具有整体底座的罐身。填充后,通过施加端盖并将端盖接合至罐身来封闭罐的开口端。三件式罐包括通过滚动并沿着接缝焊接而形成的圆柱形罐身。端盖接合至罐身以封闭顶部和底部开口。
3.已经开发了所谓的易开盖,其避免了使用者使用开罐器来开罐的需要。典型的易开盖具有中心区域,在该区域内限定了连续的刻痕。刻痕又限定了在打开时移除的板。拉环通过铆钉固定至板。拉环具有在铆钉外侧的鼻部并且所述鼻部布置成在刻痕部分内侧但靠近刻痕部分的位置处作用在板上。拉环还具有位于铆钉内侧的提升部分,使用者可以将指尖插入到该提升部分中。为了打开端盖,使用者首先提起拉环的提升部分以引起刻痕的初始断裂。然后使用者通常移开他或她的手指并将手指重新插入到提升部分的相对侧中,并将拉环拉离端盖,从而使刻痕沿着其剩余长度断裂,直到可以完全移除板。
4.图1示出了传统易开盖,其适用于通常为矩形截面的罐身,其中连续刻痕由附图标记1标识,而拉环由附图标记2标识。埋头孔3(countersink)将外围卷边4与刻痕外侧区域分开。在刻痕内限定了板5,拉环2通过铆钉6固定至该板5上。这种罐身通常是drd(深冲罐,drawn and redrawn)类型,但是不一定是这种情况。这种类型的罐通常用作鱼、肉等的容器。端盖可以是铝制的,但是钢制端盖是已知的。
5.所示端盖具有围绕刻痕1的内侧延伸的外台阶(terrace)7,外台阶7偏离以穿过铆钉6的内侧。在外台阶内,一系列内台阶8a
‑
c限定了三个浅板9a
‑
c。外台阶6距埋头孔底部的深度大约为0.4mm,而内台阶8a
‑
c距外台阶的深度大约为0.4mm。板9a
‑
c的目的是吸收来自刻痕工艺的多余的材料,并使端盖适合堆叠和送入封口机。板的厚度相对较薄,以允许在打开时弯曲;这种弯曲在过去被认为是期望的。
6.打开包括以下几个阶段:
7.1)爆裂——拉环向上旋转,使鼻部刺穿刻痕并在端盖的前部附近打开一个弧形。
8.2)撕开——使用者将拉环向后拉,使刻痕沿着板的侧边撕开。
9.3)移除板——使用者继续向后拉拉环,板与周围边缘分离。
10.在阶段3)中,板移除突然发生,从而具有传统端盖的板倾向于朝向使用者的手向后和向上弹起。这通常会引起在板的下侧上的液体被推离板。飞溅的食物(例如番茄酱)当然是不期望的,因为它们会弄脏使用者的手、衣服以及周围环境。
11.板突然回弹的原因是在撕开操作期间最终储存了弹性能量。能量的大小与板的变形程度有关。对于如图1所示的传统端盖,在打开期间板中的最小曲率半径可以是50mm。这在图2中被示出,图2显示了移除后的板。
技术实现要素:
12.根据本发明的第一方面,提供了一种适用于封闭金属罐身的金属易开罐盖。罐盖具有限定可移除的板的刻痕与位于板边缘区域的拉环,所述拉环用于向板施加力以允许板沿撕开方向被移除。板具有至少一个凸出和/或凹陷的肋,所述肋基本上沿所述撕开方向从靠近所述拉环的一个或多个位置延伸到靠近与所述边缘区域相对的板的端部的一个或多个位置。肋相对于沿着肋范围的至少一部分的周围板区域具有至少0.6mm的深度或高度。
13.所述肋或每个肋可以沿所述撕开方向延伸穿过所述板的至少50%,优选地至少70%。此外,所述肋或每个肋可以沿所述撕开方向延伸穿过不超过所述板的80%。
14.所述肋或每个肋相对于周围板区域可以具有至少0.8mm的深度或高度。
15.所述肋或每个肋相对于周围板区域的高度或深度沿着肋的范围可以基本上恒定。
16.可选择地,所述肋或每个肋相对于周围板区域的高度或深度可以从在靠近拉环的端部处的最小高度或深度渐变(taper)到沿着肋的范围中途的最大高度或深度。渐变可以延伸穿过所述肋或每个肋的总范围的50%或更少。
17.可选择地,所述肋或每个肋相对于周围板区域的高度或深度可以从在靠近拉环的端部处的最小高度或深度渐变到在远端处的最大高度或深度。渐变可以延伸穿过所述肋或每个肋的总范围的90%或更多。渐变可以是线性的。
18.所述肋或每个肋可以配置为使板的曲率半径在一旦移除时大于150mm,优选地大于200mm。
19.所述肋或每个肋可以具有基本上平坦的中心区域,所述区域沿垂直于所述撕开方向的方向具有所述板的范围的至少20%的范围。
20.进一步地,包含所述肋或每个肋的肋区域关于沿所述撕开方向基本上沿着板的中心延伸的轴线可以基本上是对称的。
21.可选择地,包含所述肋或每个肋的肋区域关于沿所述撕开方向基本上沿着板的中心延伸的轴线可以基本上是不对称的。
22.罐盖可以包括外围卷边与卷边内侧的埋头孔,所述周围板区域与紧接埋头孔内侧的罐盖的区域处于基本上相同的高度。在这种情况下,所述肋或每个肋可以是凸出肋。
23.可选择地,罐盖可以包括外围卷边与卷边内侧的埋头孔,罐盖还包括在所述刻痕内侧的台阶特征,从而在台阶特征内侧设置比周围区域低至少0.6mm的板区域。台阶特征的顶部距离所述刻痕可以不超过5mm。所述肋或每个肋可以是设置在所述板区域内的凹陷肋。
24.肋的数量可以是三个或更多个。可选择地,肋的数量可以是两个。
25.在存在多个肋的情况下,肋可以是完全分离的。
26.可选择地,相对于撕开方向,肋在它们的端部区域之一或两者处可以合并和/或在沿着它们的范围的中途区域处可以合并。
27.可以设置另外的凸出或凹陷的肋,所述另外的凸出或凹陷的肋沿基本上垂直于所述撕开方向的方向在所述首先提及的肋之间延伸。所述另外的肋的高度或深度可以小于首先提及的肋的高度或深度。
28.所述刻痕沿着其范围的全部或大部分可以具有基本上0.10mm的刻痕残余(residual)。
29.所述刻痕在靠近所述拉环的鼻部的区域与在板移除期间要断裂的最终区域的区
域之一或两者处可以具有增加的刻痕残余。在这种情况下,所述增加的刻痕残余可以具有比刻痕的剩余部分的刻痕残余大0.02mm左右的刻痕残余。
30.还提供了一种制造根据上述公开中的任一罐盖的方法,该方法包括在形成所述刻痕之前形成凸出或凹陷的肋。
附图说明
31.图1和图2分别显示了在移除之前和之后的相关技术的易开罐盖;
32.图3示出了本发明的易开盖,其具有3个凹陷的肋;
33.图4和图5分别显示了三个肋设计(a)、相关技术(b)以及两个肋设计(c)的平面图和截面图;
34.图6显示了本发明的在移除之前的板;
35.图7显示了三个曲线图,其示出了移除相关技术的板所需的力(a)、移除具有减少的刻痕残余的相关技术的板所需的力(b)以及移除具有减少的刻痕残余的本发明的板所需的力(c);
36.图8示出了在板移除期间出现故障的板;
37.图9a至图9d示出了具有渐变的肋深度的板;
38.图9e显示了曲线图,其示出了移除图9c的板所需的力;
39.图10示出了本发明的易开盖,其具有2个凹陷的肋;
40.图11和图12显示了在“盾牌”设计中具有一对连接肋的实施方案;
41.图13示出了具有大致十字形凸出设计的实施方案;
42.图14示出了具有不对称设计的实施方案;
43.图15示出了在“菱形肋”设计中具有一对连接肋的实施方案;
44.图16示出了具有单个“菱形”肋的实施方案;以及
45.图17和图18分别是图15和图16的实施方案的侧视图。
具体实施方式
46.为了减少打开易开罐盖时液体和材料飞溅的风险,在此认识到,期望至少在端盖靠近刻痕的最终撕开部分的区域中增加端盖的板刚度。这可以通过提供在很大程度上凸出或凹陷的板来实现,从而在打开期间减少能量存储并在释放板时减少振动。这尤其(但不是必须地)适用于不规则形状的(即非圆形的)铝端盖;不规则的端盖更容易飞溅,因为板与其宽度相比相对较长,使得与圆形端盖相比,这种结构的轴向刚度要低得多。凸出或凹陷可以是多个深凸出或凹陷的肋的形式,这些肋从拉环端延伸穿过可移除的板的大部分至相对端,所述相对端是要被移除的板的最终区域。虽然在板中形成有肋的易开盖是已知的,但是这些肋相对较浅并且被设计成允许板在打开期间弯曲。肋在它们的中心区域上可以是基本上平坦的。
47.使用相对较深的肋的方法的好处可以包括:
48.打开操作的撕开阶段发生在一个平稳的步骤中,使得使用者更容易控制这个阶段。
49.与传统端盖相比,在打开期间板中的能量存储减少,使得使用者更容易打开端盖。
50.打开期间减少储存在端盖板中的能量减少了板在从边缘移除时来回摆动的影响,从而减少飞溅并提高洁净度。
51.在保持现有生产线速度的同时,该方式可以相对简单地引入到现有的制造和灌装线中。
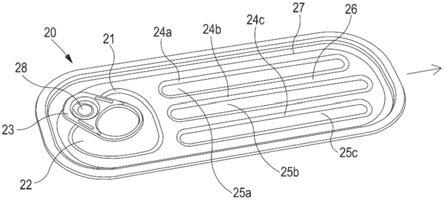
52.图3示意性地示出了具有与图1中所示的传统端盖的整体尺寸相似的易开盖20,但是用第一台阶21和三个另外的台阶24a
‑
c代替了传统端盖设计的外台阶和内台阶,第一台阶21限定了在拉环23(其通过铆钉28固定至端盖)的提升部分下的手指进入凹处或板22,类似于传统端盖的手指进入特征,三个另外的台阶24a
‑
c限定了各自的凹进(凹陷)的肋25a
‑
c。这些肋彼此平行地延伸,其延伸的方向与刻痕27限定的板26的撕开方向基本上一致。在图3所示的定向中,这个方向大致是从左到右(如图中箭头所示)。应注意,端盖包括外围卷边,在卷边内侧紧接有埋头孔。
53.为了适应刻痕27的最右边的弯曲区域,中心肋25b在那一端比其它两个肋25a、25c稍长。肋在板26的长度的至少50%上延伸,优选地在60%左右或更多的范围上延伸。每个肋的宽度优选地为板26的宽度的至少20%。图4的(a)部分显示了端盖20的顶部的平面图,而图5a显示了沿着图4(a)的线xx获得的端盖的横向截面图。如图5(a)所示,凹陷的肋的深度为0.8mm。作为对比,图4(b)和图5(b)显示了图1中传统端盖的相应的平面图和截面图。虽然图3的实施方案设置了三个肋,但是肋的数量可以变化以适应一系列的端盖版式。例如,具有宽纵横比的端盖可能需要更多的肋(即超过三个)。
54.在实践中发现,对于根据图3的设计构造的163.6
×
65.5mm的铝端盖(具有以下特性;h46回火,3014系列,0.25mm规格),在打开期间,板刚度使得板的撕开部分中的弯曲具有接近450mm(或至少大于约200mm)的曲率半径,而传统端盖的曲率半径约为50mm(图1和图2)。这种板适合例如与用于鱼产品的浅冲罐一起使用。移除的板如图6所示。
55.从图6中可以看出,板被有意地设计为在打开期间在两个位置折叠。首先,当板完成“爆裂”打开事件时,板26在铆钉28处围绕第一轴线29向内折叠,其次,板26围绕第二轴线30就在板26中由肋25a至25c加强的区域的前面向外折叠。
56.重要的是,板的初始撕开不要太突然,以避免较高的峰值撕开力。例如,约40n的峰值撕开力是可以接受的。
57.已经确定板的刚度大约等于肋深度的平方。从而,将肋深度从0.4mm加倍至0.8mm,刚度增加了大约四倍。由于金属使用是端盖生产成本的一个关键因素,因此可能会假设具有更少但更深的肋更能有效地利用金属。然而,这种情况因多种因素而变得复杂。
58.研究发现,肋越少,板倾向于穿过其宽度弯曲,从而失去刚度,形状类似于双曲抛物面(沿穿过板的较短的宽度的截面看)。形成深肋也明显更加困难,并且该工艺可能导致材料拉伸和/或涂层损坏。
59.由于产生的应力,形成深肋的拉伸操作可能会引起端盖翘曲。翘曲是残余应力将端盖拉成非平坦形状的结果,从而很难堆叠或很难从堆叠中高速送料。
60.考虑到所有这些,发明人得出结论,最好的制造方法是在刻痕之前形成深肋,然后在刻痕后通过最终成型操作完成该工艺以移除富余的材料并形成适合堆叠和送料的平坦组件。
61.对于罐盖来说,刻痕残余厚度是刻痕下剩余金属的厚度。当然刻痕残余厚度是决
定端盖易于打开的关键参数。减少的刻痕残余(即更深的刻痕)的通常效果是减少打开端盖所需的初始撕开力。撕开力的降低可能会导致在打开期间储存的能量减少(减少飞溅的风险),同时减少板在打开期间意外折叠的风险。测试表明,将刻痕残余厚度从标准的0.12mm减少至0.10mm,会使打开端盖所需的撕开力略有减少。与类似尺寸的传统端盖相比,将深凸出或凹陷的板与较低的刻痕残余厚度组合在板撕开的起始时略微增加了所需的打开力。
62.图7示出了使用行业标准“爆裂和撕开测试仪”测量设备获得的结果,其中x轴代表时间,y轴代表“使用者”施加的力。表(a)表示传统端盖几何形状(图1)和刻痕残余(0.12mm),表(b)表示传统端盖几何形状(图1)和减少的刻痕残余(0.10mm),表(c)表示深凹陷的端盖几何形状(图3)和减少的刻痕残余(0.10mm)。
63.参考表(c),区域a表示上面提及的在撕开的起始时打开板所需的力小幅上升。然而,区域b表明板撕开的剩余部分的撕开力明显降低。由于在打开期间储存在板中的总能量与曲线下的面积成正比,因此可以看出,与标准端盖相比,改进的设计(新几何形状和减少的刻痕残余)中存储的能量可以减少50%以上。
64.已经确定具有改进的设计但肋深度小于0.8mm的板可能会在打开期间发生折叠而因此故障。这种故障在图8中示出,图8显示了沿着第三轴线31朝向(在纵向的意义上)肋的中心折叠的三个肋的板。即使以0.8mm的深度,板仍可能在肋占据的空间内的一处或更多处折叠。客观上,已经看出,这种折叠很可能是由于板刚度过大导致端盖打开事件非常突然,从而对板施加了很大的力。这将导致比(例如在图7c中)示出的更大的最终打开力。
65.这个问题可以通过在每个肋(但是可以不是所有的肋)的起始处结合一个渐变区域(tapered region)来缓解。例如,渐变区域可能涉及在肋靠近拉环的端部处以50%深度(即0.4mm)起始,到肋达到板长度(34mm)的30%的点处线性渐变(tapering)直到完全深度(即0.8mm)。实际上,对于以这种渐变生产的测试样品,发现板在打开期间没有折叠。据认为渐变是通过在肋的起始处给予轻微的板柔韧性来起作用的,从而减少峰值撕开力。图9(a)是具有渐变肋深度的板的纵向截面图,其中渐变区域由附图标记32表示;图9(b)显示了在起始处具有渐变区域32的肋的放大示意图,肋的剩余部分具有恒定深度。
66.可选择地,渐变可以基本上沿着整个肋长度延伸。图9(c)是包括一个或多个这样的肋的板的部分纵向截面(注意这里的渐变没有按比例显示)。在该示例中,所述肋或每个肋的深度从靠近拉环的浅端线性增加至在远端处的最大深度。渐变可以在每个肋的长度的至少90%上延伸,并且优选地在每个肋的长度的基本上100%上延伸。
67.图9(d)是图9(c)的板的部分纵向截面,在基本上整个肋长度上具有渐变的肋深度。在该示例中,所述肋或每个肋的深度在其整个长度上线性增加,在其远端(最深)范围处最大深度约为0.9mm。此处,渐变的角度为0.4度,而金属厚度为0.3mm。
68.在可选择的示例中,此处未显示,板可以包括一个或多个沿着其长度的至少一部分渐变的凸出或凹陷的肋与一个或多个具有恒定深度的凸出或凹陷的肋的组合。
69.图9(e)示出了图9(c)(即在基本上整个肋长度上具有线性渐变的肋)中显示的板使用“爆裂和撕开测试仪”测量设备获得的测试结果,其中x轴代表时间,y轴代表“使用者”施加的力。虽然盖子的最终打开力大于具有非渐变肋达到的盖子的最终打开力(参见图7c),但是减少了在打开期间折叠的风险。
70.进一步考虑到上述提出的刻痕残余的减少(例如从0.12mm到0.1mm),可能出现的
问题是端盖可能在处理期间意外地打开,例如在灌装线上或在随后的分销期间。尤其是,端盖可能会由于拉环顶部的冲击而打开,这可能导致刻痕在该点破裂。一种可能的解决方案是将撕开区域中的较低刻痕残余(0.1mm)与在靠近拉环鼻部的刻痕部分处的标准残余(0.12mm)结合起来。图4(a)中的附图标记33表明这种增加的刻痕残余的位置。
71.可以与所有先前实施方案结合的进一步改进涉及在刻痕轮廓的端部处,即在最终撕开区域中添加“阻拦装置”。“阻拦板”(“arrester flat”)技术已在传统易开盖上使用多年。具有传统端盖的典型制造方法是在与刻痕后部接合的工具位置处在刻痕工具上磨平,导致残留物增加,使得板更难从端盖分离。在打开期间,使用者将板剥开至阻拦装置的点。然后他们发现完全移除板的力非常大。此时,他们停止拉动,并需要前后摇晃板。这会导致阻拦装置由于疲劳断裂而断开,并且板分离。然而,在实践中,一些使用者并没有学会这种“摇晃”技术,只是非常用力地拉动以释放板。这导致在板突然分离时释放大量储存能量。
72.对于上述凹陷的肋的设计,阻拦装置的用途是不同的。在板撕开操作期间,打开力相对较低,可能允许非常快速地发生最终分离。可以使用阻拦装置来防止这种情况发生,但不会增加超过(没有阻拦装置的)传统端盖的力。例如,如果撕开区域的残余减少至0.10mm,则提供阻拦装置可以将在板的后部处的残余增加至0.12mm。因此,在后部处的残余与传统端盖的值相同(0.12mm),这意味着最终分离力与传统端盖相比基本上没有变化。图4(a)中的附图标记34表明其中设置阻拦装置的区域。
73.已知成形技术允许肋以高速成形到端盖。例如,合适的工艺可以包括:
74.坯料和拉伸操作以形成具有埋头孔的壳体。
75.起泡(bubble)和扣压(button)阶段以形成凸起的基座。
76.刻痕操作以减少沿着打开路径的残余。
77.板成型以做出板的轮廓并移除在刻痕工艺中产生的富余材料。
78.将拉环铆固在基座上。
79.根据板形式的复杂性,当然可能涉及额外的步骤,例如在刻痕工艺之前将特征预成型到板中。
80.肋状结构可以通过压筋结构(depressions)形成(例如图3的三个肋设计)或通过压下整个板工具并使肋凸出而形成。后者实施方案在图10中的立体图、图4(c)的相应平面图以及图5(c)的截面图中示出,其使用形成在板26的凹陷区域36中的两个凸出肋35a、35b。对于两种设计方法,肋区域的刚度可以相似。
81.如上所述,可以通过更深的特征实现更高的刚度,但这样做的缺点是,由于板在打开期间穿过其宽度弯曲,可能会损失一些刚度。该问题的可能解决方案包括在纵向特征(肋)内添加次要横向加强特征。图11示出了一种实施方案,其中一对凸出肋37a、37b在两端连接,使得凹陷特征具有盾牌的形状。在这种情况下,缩进的内板38a将增加板的横向刚度。图12展示了类似的凹陷设计,但是盾牌旋转了180度。在这种情况下,次要凹陷特征38b以在两个纵向肋之间延伸的横向肋的形式设置。横向肋38b具有0.5mm的深度,这是主要加强特征的深度(即1.0mm)的50%。在平面图中,加强特征还可以具有渐变的或弯曲的(非线性)轮廓。
82.图13示出了具有大致十字形凸出设计的另一实施方案,该设计包括一对凸出肋39a、39b,凸出肋39a、39b在两侧朝向板的中心从开始(靠近拉环)到最小宽度向内渐变,然
后向外渐变至板的最终撕开端。因此,肋39a、39b在板的中心区域合并以形成共同的凸出区域40。这种结构的一个可能的好处是它为板提供了一些横向刚度。
83.加强特征不需要沿着纵向轴线(对应于撕开方向)对称。使用非对称凹陷特征的实施方案在图14中示出并且提供一对凸出的非对称肋41a、41b。每个肋具有沿着板纵向延伸的大致笔直的最外侧,而肋的最内侧是弯曲的,一个是凸形,另一个是凹形。这种设计的一个好处可能是它为板提供了非对称的刚度。不规则的易开盖通常具有用于拉环的两个位置,要么在角落里,要么在板较小侧的中间。[研究表明,尽管两种形式都被广泛使用,但消费者更喜欢角落打开位置。]对于角落打开位置,板以45度开始不对称撕开,并在撕开期间逐渐旋转到接近90度。不对称的板轮廓可以通过使板朝向90度位置自然弯曲来协助此打开工艺。为了产生这种效果,板的刚度被设计为在设置拉环的端部的一侧较小;因此在板的这一侧上的弯曲半径也更小(tighter)。
[0084]
图15示出了另一个实施方案,其包括在两端连接的凸出肋42a、42b,凸出肋的形状具有沿着纵向轴线穿过肋的中心的对称线43。这也提供了凹进的中心区域44,其增加了板的横向刚度。可选择地,设计可以包括一对在两端连接的凹陷的肋与凸起的中心区域。
[0085]
图16示出了一个实施方案,该实施方案与前述实施方案的不同之处在于肋设计是单个菱形肋45。该单个“菱形”肋45沿撕开方向远离拉环延伸,菱形肋45的宽度沿着肋的长度增加直到菱形肋的长度的中点,在该中点处直到靠近板端部的肋端部宽度减小。菱形肋45可以是凸出或凹陷的肋。如图所示,菱形肋45可以关于穿过肋的中点的垂直于撕开方向的线46对称。可选择地,肋可以关于线46不对称,即肋的宽度从拉环端到中点可以不以与肋的宽度从中点直到靠近板端部的肋端部减小的速率相同的速率增加。肋45的宽度可以沿其长度增加/减少2倍,并且肋45在其最宽点处的宽度可以是板宽度的约30%。
[0086]
图17和图18分别是图15和图16的实施方案的侧视图。通过加强特征中心线的截面显示,在肋的顶部和底部表面
‑
在端盖的板区域中,材料的弦长大约相同。这使与中轴的距离和相应的板刚度最大化。
[0087]
典型的不规则端盖尺寸从在最短边上的约50mm到在最长边上的约150mm不等。然而,此处提出的设计特征适用于所有不规则端盖尺寸,包括带圆角的矩形端盖、椭圆形端盖和其他专用的封装。
[0088]
凹陷肋之间的区域或凹陷肋的顶部可以形成为使得它们位于与埋头孔3的底部相同的平面中。该特征有助于制造工艺,以及促进端盖的堆叠。
[0089]
设计特征也可以应用于钢易开盖,其好处仍然是在打开期间减少了整体储存的能量,使端盖更容易打开并提高洁净度。然而,由于钢端盖通常具有比铝更高的打开力,钢端盖可能对峰值撕开力的变化更敏感。因此,对于钢端盖,凸出或凹陷的肋设计优选与上述可变刻痕残余设计结合使用。这可以允许在不会增加明显高于传统不规则钢易开盖的撕开力的情况下获得所提及的好处。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1