纸板包装件及其组装方法与流程
1.本发明的基本领域是制造主要用于食品以及含有或提取脂肪和水分的产品的纸板包装件。
2.更具体地说,本发明的领域是包装结构,即容器形式的包装结构,容器形式的包装结构是通过从层压的纸浆和纸材料模切出一种形式而制造的,包装结构沿着折线形成并且被粘合,使得形成了双重壁和拐角元件,在双重壁和拐角元件之间安装有用于保持和增强整个产品的密封性的膜。由此,外壁是整个包装件的支撑并且与包装件被放置在其上的表面相接触。
背景技术:
3.由纸浆和纸材料制造的目前技术水平的产品是不密封的并且不允许长时间保持食品温热,这在使用纸板包装件时引起问题。
4.当今,餐饮设施、不同的餐厅、咖啡馆、食品商店需要使用纸板包装件代替塑料容器以用于他们的产品。例如,不同的盒子、其中食品和菜肴被提供给终端用户的容器被用作纸板包装件。这就是说,终端用户可以在他们希望时使用此类包装件,即在长时间运输之后直接从包装件中吃光食品或者将购买的产品放入家用玻璃器皿中。由制造商和终端用户长期储存食品的能力具有显著的重要性。因此,存在以下对包装件的需求:(i)使用另外的元件并且通过允许长时间保持包装件密封的特定方法来制造,(ii)允许保持并且增加食物的温度,(iii)具有令人愉快的外观以及(iv)以不同大小和类型来制造。
5.食品制造商还引入了整个包装件设计的独特元素以吸引顾客。通常,由制造商提供的食品包装件的成本也增加了整个提供的产品的最终成本。因此,食品制造商对购买防止脂肪和水分泄漏的高质量包装件感兴趣。
6.这就是说,为了使包装件具有竞争力并且降低产品成本,有必要生产不同于其他市售物品的包装件,既考虑到不同的附加元件又使用加速包装件组装过程的方法来制造该包装件以增加效率而不损失质量。
7.例如,包装件的显著区别和优点包括产品密封性增加、密封周期延长、轻质和耐用性、热量保存能力和不同附加覆盖物的使用、在制造期间使用更少的原料、运输方便。
8.通过组装切口坯料制造的各种现有技术的纸板产品是已知的。
9.专利第wo/2006/045212号的纸板包装件通过折叠组装并且用于储存、运输和/或展示物品。包装件形式具有底部、侧壁、双覆盖物和向内折叠的拐角部,每个拐角部包括四个元件。过度使用非层压纸板材料是这种包装件的缺点。包装件具有集成在结构中的双覆盖物,因此使得不可能使用带有包装件底部的不同类型的覆盖物。该包装件不具有增加结构稳定性所需的双重壁。
10.专利第fr2821826号是几乎完全由一个实心片材制造的正方形纸板包装件。该包装件通过折叠来制造并且具有作为实心包装片材的一部分的覆盖物。这种包装件的缺点还包括缺少层压层、存在作为整个包装件的组成部分的覆盖物以及不允许保存热量的单层
壁。
11.还存在专利第ep0846070号中的最先进的包装件,其具有设计用于包装物品的纸板容器的形式。它具有平坦的形状,其中邻近底部的壁以及覆盖物也是整个结构的一部分。该包装件的缺点还包括缺少层压层、由于大量附加元件而导致纸板过多、单层壁不提供刚性和热量保存。
12.专利第us20130112741号描述了一种包装盒和一种组装这种盒的方法,该盒是具有侧壁、特定形状的拐角、覆盖物和加强整个结构的附加元件的单个整体单元。这种包装件的缺点是其整体设计、单层壁和不允许密封地储存食品的附加孔。
13.存在专利权利要求第kr160084612号的以纸板箱形式组装的包装件。该包装件具有双重壁和完全纸板拐角元件。然而,在包装件中不存在层压层,并且存在沿包装件的两个壁的边缘放置的附加元件,使得它们形成一种小凸缘。
14.存在专利权利要求第jp 3199310号的水果和蔬菜的纸板包装件。该包装件具有拐角元件和双重壁。然而,这种包装件的缺点是缺乏层压层,以及不允许密封地储存具有增加的水分和脂肪含量的食品的狭缝。
15.存在专利权利要求第cn207001037号的方形纸板包装件,其具有覆盖物和在覆盖物的顶部的双夹紧元件。该包装件不包含层压纸板,具有狭缝、单层壁和作为结构的组成部分的覆盖物,这再次不允许密封地输送产品并保持包装件处于原始形状。
16.专利第wo/1993/015962号的用作包装件底部并且由底部、四个壁和拐角元件组成的托盘。然而,这种包装件的缺点包括缺乏双重壁、非常低的壁和太宽的底部、缺乏允许将覆盖物固定到底部的锁以及缺乏在纸板上的层压层。
17.专利第fr2564427号也是通过折叠实心形式组装的纸板包装件。这种包装件的缺点是三层壁,这意味着高的纸板消耗。此外,包装件的底部未被层压,因此包装件不能提供与潮湿的或油腻的食物的长时间接触。
18.发明第2589674号是包括底部和套筒的包装件。然而,在这种情况下,套筒不与底部形成一体结构,而是通过热密封的方式固定至底部,这最终不意味着单个单元并且增加了组装所需的时间。
19.已知包装件设计的缺点是由于大量附加元件造成的制造复杂性、制造了增加量的材料包装件、纸板包装件的非密封性以及不能将它们用于湿和油腻食品的长期储存。
20.许多包装件是使用不同的冲模(blanking dies)由不同的纸板类型制造的,其中借助于提供在包装件本身中的附加的紧固元件或通过将结构的不同部分粘合在一起两种方式来进一步形成。
21.市场上可获得的设计类型具有显著的缺点,即:(i)它们不允许减少所使用的材料的量,(ii)具有增加制造时间的复杂结构,(iii)如果用于油腻或潮湿食品,不允许增加纸板包装件的密封性,(iv)不允许增加热的食物温度的保存期以及不允许保持结构重量轻且同时耐用。
22.由于特殊的缺点和缺乏以最佳方式使用该结构的机会,所有可用的最先进的设计不允许满足使用用于他们制造的产品的包装件的制造商和即食食品的终端用户两者的需要。在大多数包装件设计中,在组装过程中出现狭缝并且纸板未被层压,其结果是,这不向该结构提供密封性并且不允许在此类包装件中储存具有增加的水分和脂肪含量的食品。即
使将潮湿且油腻的食物短时间放入这种包装件中,由于其结构,纸板将浸泡并且不能在不损坏包装件外部和周围物品的情况下长时间使用,并且由产品提取的水分和脂肪可能通过包装件中的孔滴出。具有其作为结构的组成部分的覆盖物的包装件也可能不适合于食品的储存,因为由于结构特征,覆盖物可能宽松地配合侧壁,由于这些间隙出现,允许异物进入内部。
23.相应地,覆盖物不形成结构的组成部分的可获得的最先进的包装件变型不是足够密封的,因为:
24.–
这种包装件的纸板未被层压;
25.–
在拐角中存在孔,其中侧壁和底部彼此邻接;
26.–
不存在用于紧密地夹紧该覆盖物的另外的锁;
27.–
不存在双重壁,其中外壁被拉长并且形成另外的空腔,从而允许增加结构强度从而保持结构重量轻,借助于“热效应”来减少食品与环境之间的热交换,并且,由于这些细长的外壁,将该结构稳定地放置在表面上和堆叠体中。
28.在不具有覆盖物的层压纸板包装件中,没有同时形成双重壁和拐角元件。
29.一些最先进的设计提供了不同尺寸和形状的拐角件,该拐角件构成冲模的一部分并且仅由包装件本身制成的纸板组成。然而,此类拐角件通常向内或朝向外部部分折叠并且进一步粘合到壁中的一个壁。此外,此类拐角件用于具有单层壁的包装件中,因此,它们将总是可见的。这样,拐角件将接触食物,或者在它们位于外部的情况下可能暴露于环境,这导致包装件的变形及其完整性的损失。
30.存在多种配备有位于单层壁之间并且被折叠以形成双拐角区段的附加元件的设计。这就是说,所有拐角区段完全由纸板组成、具有相对大的尺寸并且因此形成相当密集的包装件拐角元件。
31.不存在将具有作为附加元件的双重壁和拐角元件两者的包装件设计。
32.也不存在包含位于包装件壁之间并由除了纸板之外的材料制成的拐角元件的解决方案。
33.完全纸板拐角区段的可用性将不允许加速使用双重壁的组装过程。因此,完全纸板的拐角元件的可获得性将不允许通过所要求的方法(即,通过将在壁之一的侧部分中的附加的花瓣形轮廓元件和该拐角元件放置到双重壁的层之间的间隙中)来避免纸板折痕。
34.从模切到组装以及进一步运输的整个包装制造工艺将减少保持相同包装件质量水平(包括其密封性和外观)的所有阶段的持续时间。
技术实现要素:
35.本发明被设计为消除上述缺点并且解决几个问题:
36.–
允许创造具有此类特性的纸板包装件,这些特性如通过使用双重壁以具有的耐久性、通过使用膜拐角元件以具有的密封性以及同时通过使用层压纸板以具有的低重量;
37.–
允许通过形成双重壁和膜拐角元件来减少保持相同密封性水平的包装件组装的持续时间;
38.–
允许为不同形状的包装件创建完全密封的耐潮湿的和耐油脂的底部,该底部可以用作自足产品以及具有不同形状的覆盖物并且必要时添加锁定孔;
39.–
借助于双重壁并且通过防止包装件底部与包装件底部放置在其上的表面之间的接触来使食品长期保持温热;
40.–
具有通过使用旨在保持密封性的另外的花瓣形轮廓元件和角膜元件的简化的折叠方法制造的令人愉悦的设计;
41.–
允许使用最小量的纸板,保持整个结构的密封性。
42.本发明的技术效果是密封性的增加、放入包装件中的食品的热量的保存延长、层压纸板产品在使用如预期包装件和堆叠时的耐久性和轻质、组装时间的减少以及保持包装件的密封性和令人愉悦的外观。
43.通过借助于冲模来制造三维结构来达到技术效果,在该冲模的组装过程中形成了借助于附加元件彼此紧密邻接的双重壁,即,在该结构的拐角和外壁中形成密封性膜的花瓣形轮廓元件和拐角元件变成整个结构的支撑并且防止包装件底部与包装件底部所放置的表面之间的接触。
44.技术效果还通过以下事实达到:包装件设计允许将其既用作自足产品,又与另外增加其密封性的不同覆盖物组合使用。
45.由本发明解决的重要问题之一是提出一种优化和加速的方法来组装具有嵌入式附加元件的包装件,附加元件被设计用于增加整个结构的密封性,保持该包装件的赏心悦目的外观。
46.本发明涉及包装件的设计及其制造方法。
47.本发明提出的包装件由纸板制成。该包装件由双重壁纸板组成,其中接触食品的侧面涂覆有层压层。纸板结构、双重壁的可用性和所有必要部件允许获得刚性且同时质量轻的包装件,该包装件不允许纸板在操作期间产生折痕和变形。
48.包装件底部由纸浆和纸材料制造,并且包装件接触食品的一侧涂覆有基于诸如聚乙烯或聚丙烯之类的聚合物材料的层压体,或通过使用胶合物质的现成聚合物膜(聚乙烯、聚丙烯、聚对苯二甲酸乙二醇酯或多层膜)或与纤维素膜层压。
49.该包装件由具有必要尺寸的预切坯料(形式)制成,该包装件包括底部、每个侧部上的双重壁、壁之间的拐角区段以及包装件壁的上部部分中的侧部上的附加花瓣形轮廓元件。
50.此外,如果必要的话,附加的锁定孔可以位于包装件的外壁上以用于夹紧覆盖物。
51.通过沿着折线折叠平坦坯料来组装包装件。
52.例如,通过沿着壁的中心部分中的水平线折叠并且然后沿着侧壁与底部之间的折线折叠来形成双重壁,其结果是将该包装件形成为三维结构。
53.其上有附加轮廓元件的侧壁沿着折线折叠。然后折叠没有附加元件的侧壁;给定包装件的尺寸,此类侧壁的小部分与相邻壁的附加元件重叠。
54.彼此相对定位的侧壁具有附加的花瓣形轮廓元件。由此,所述附加元件被设计成用于改善技术效果,既是为了增加结构的总体密封性又是为了改善拐角元件的固定,因为拐角元件在包装件组装过程中被积极地涉及。如果在侧壁上没有这样的元件,则小区域的拐角区段在组装后将不能提供包装件的可靠夹紧。基于包装件的最终尺寸计算附加元件的形状,因为元件的面积应该(i)具有适当的尺寸以便优化纸板消耗,(ii)比拐角元件大一点以便与其重叠,(iii)接触该侧壁的内部部分以使得有可能将它们粘合在一起并且因此可
靠地夹紧该结构。
55.此外,附加轮廓元件的可用性允许防止在折叠包装件侧部时出现孔。
56.附加元件允许通过分开地放置在表面上并且通过堆叠(将包装件放置在彼此的顶部上)两者来增加耐久性并且延长其应用。
57.通过从内侧按压包装件底部形成三维结构,这开始了侧壁彼此连接的过程。由于以下事实:附加的轮廓元件在之前将侧壁一个接一个地折叠之后被证明位于拐角区段与相邻侧壁之间,该附加的轮廓元件和拐角区段在按压过程中被平滑地安装在双重壁之间。
58.包装件的关键区别在于拐角区段的可用性,该拐角区段是由两个v形元件组成的膜(隔膜)。该区段中的一个区段没有纸板层。
59.由2个v形区段组成的拐角元件形成了被设计用于维持和显著延长该包装件的密封周期的膜,其中一个区段由纸板层和层压层组成并且另一个区段仅由层压层组成。
60.仅由薄膜组成的一个v形拐角区段允许达到旨在增加密封性和加速组装过程的技术效果。隔膜(膜)是施加到包装件表面的整个层压层的一部分以防止纸浆和纸基底在接触食品之后的浸泡。并且一个v形区段(即在这个部分中隔膜(膜)没有纸板基底)的可用性允许使用所提出的方法来进行组装。
61.完全纸板v形拐角元件将已经导致此区段的压缩和包装件的变形(如果通过要求保护的方法使用),并且因此将不允许减少底部组装持续时间并且将添加附加的产品组装阶段。
62.此外,完全纸板的拐角区段将不允许达到所要求的技术效果,因为该包装件不会保持柔性和质量轻,已经使用了更多的纸板,并且由于拐角区段的折叠材料的过厚所引起的双重壁的铺展,厚的纸板层将不允许保持设计的令人愉悦的外观。
63.如果整个拐角区段仅由薄膜(层压层)组成,则不允许优化组装以及提供密封性,因为薄膜和热的胶之间的接触可能导致成形件的破坏,因此不会达到密封性。
64.此外,由于在包装件组装期间在侧壁之间形成小间隙的事实,如果没有膜,则食物可能在进入这些孔之后已经接触粘合层,这防止了完全密封性并且不促进人的安全和健康。
65.由于纸板v形拐角区段在使用要求保护的组装方法时拉动薄膜v形拐角区段,因此相应地允许获得包装件的所需最终设计,结果是附加轮廓元件和拐角区段被平滑且简单地插入并夹紧在侧部双重壁之间。
66.因此,由薄膜制成的v形拐角区段的一个部分和由纸板制成的另一个v形拐角区段的可用性提供了密封性、加速组装、促进人类安全和健康、增加这个部分中的刚性、减小附加材料的厚度并且保持令人愉悦的外观。
67.本文描述的拐角元件可用于不同形式的纸板包装件以形成密封底部。
68.本发明涉及一种包装件,具有锁的不同类型和尺寸的覆盖物可固定至该包装件。双重壁允许保持密封性,因为覆盖物锁定至包装件底部中的配合锁,该配合锁具有对应尺寸和形状的孔形式。在包装件的单层底部的情况下,狭缝将不允许保持整个结构的密封性。
69.此外,取决于包装件底部和覆盖物的尺寸,狭缝可具有提供可靠夹紧的最佳和适当的尺寸。
70.所要求保护的解决方案还被设计成使食物保持温热更长时间。外侧壁在长度上增
加,并且由此,形成的突起防止底部和包装件被放置在其上的表面之间的接触。此外,在表面与包装件底部之间形成并且由侧壁围绕的气隙允许长时间保持食物温热。
71.如果食物已经被加热并且是热的,则它将保持温热,因为底部和该包装件所搁置的表面不是直接接触的,这相应地减少了热交换。
72.在底部与表面和双重壁之间形成的空间形成空气层,该空气层与允许保持食物或液体温热的保温瓶中的空气层类似。与当前提出的解决方案相比,该空气层允许使食物保持温热更长时间。
73.值得注意的是,本发明不将基本结构材料限制为纸浆和纸材料。考虑到包装件的内表面被完全层压,这保护基础结构材料免受由食品提取的水分和脂肪的影响,包含加工的纸浆和纸材料或废纸的其他材料可以用作结构材料。
74.包装件的所有部件的最佳数量还允许创建具有不同数量的侧壁并且具有不同尺寸的包装件。如果壁在长度或宽度上延伸,则为了组装的目的,可以仅修改附加元件和拐角元件的尺寸,而不损失密封性和组装时间。
附图说明
75.在附图中解释了本发明:
76.图1展示了包装件的完全展开的变体。该图展示了施加层压层的包装件的内侧。
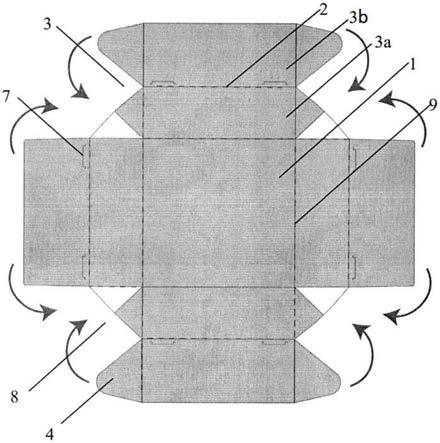
77.图2展示了处于平坦状态的包装件的变体,其中具有附加的花瓣形轮廓元件的侧壁被折叠作为折叠包装件的第一阶段,以用于形成双重壁。该图是从包装件的内侧来看的。
78.图3展示了处于平坦状态的包装件的变体,其中没有花瓣形轮廓元件的剩余的侧壁被折叠作为双重壁形成的第二阶段。该图是从包装件的内侧来看的。
79.图4示出了处于平坦状态的包装件的变体,其中双重壁被折叠并且相邻的双重壁的一部分与花瓣形轮廓元件彼此重叠。该图示出为从包装件的外(反向)侧观察。
80.图5、图6示出了包装件的一部分,该部分展示了仅由薄膜构成的v形拐角元件被由纸板制成的v形元件和保持不变的薄膜折叠和重叠。当形成包装件的三维结构时,将具有花瓣形轮廓元件的拐角元件插入包装件的形成的双重壁中。
81.图7展示了组装包装件的变体,其中拐角元件被轻微打开以示出拐角元件的形成。
82.图8示出了组装包装件的变体,其示出了包装件的底部。
具体实施方式
83.值得注意的是,出于说明性目的示出了包装件外部。在实际实践中,可以有任何类型、材料、尺寸和形状的包装件。
84.包装件形式变体(图1)由片材纸板坯料制造,其中层压层施加到纸板接触食品的一侧,其可组装为三维容器。
85.也就是说,图1、图2、图3展示了具有与食品接触的所施加的层压层的平坦坯料的内侧。图4展示了从底侧观察的包装件坯料的外侧(反向)。
86.图1示出了具有呈现为正方形的包装件底部1的平坦坯料。底部可以具有任何尺寸和格式。为了形成双重壁,具有花瓣形轮廓元件4的侧壁3(3a,3b)沿着折线2一个接一个地折叠。由此,当壁3a沿着折线2折叠时,壁3a通过先前施加至壁的内侧的胶水粘合至壁3b。
87.图2示出了具有已经形成的双重壁3的平坦坯料,在该双重壁上沿着折线5形成没有附加元件的双重壁6(6a和6b)以便与侧壁3b的一部分和花瓣形轮廓元件4重叠。
88.图3展示了从包装件的内侧所见的具有已经形成双重壁3、6的平坦坯料。
89.图4示出了如从相反侧所见的具有已经形成双重壁3、6的平坦坯料,并且其展示了侧壁3b和瓣形轮廓元件被壁6b重叠。
90.图1、图2、图4还示出了在壁3b、6b上的锁7,锁7具有轮廓孔的形式并且在折叠之后位于包装件的外侧上以使得可以将覆盖物安装在包装件上。这就是说,此类锁7可以具有不同的大小、形状和数量来配合不同类型的覆盖物。此外,如果包装件不需要任何覆盖物,则包装件上可能根本没有这样的孔7。
91.图5、图6展示了折叠时拐角元件8、花瓣形轮廓元件4和侧壁3、6闭合以及当整个包装件的密封性的形成过程。
92.图6示出了当沿着线9折叠包装件并且形成三维产品时,在形成具有花瓣形轮廓元件4的双重壁3、6之后,位于侧壁3b上的元件4如何插入侧壁6a和6b之间。同时,由两个v形区段8a、8b组成的拐角元件8也被完全插入在双重壁6a和6b之间。由纸板和层压层组成的v形拐角区段8a拉动仅由层压层组成且具有膜(隔膜)形式的v形区段8b以形成产品的密封拐角。因此,当将平坦坯料组装成三维产品时,由纸板部分8a和膜8b组成的拐角元件8和花瓣形轮廓元件4被安装在双重壁6a和6b之间。
93.图7、图8展示了组装好的包装件,其中侧壁3a、3b、6a、6b被形成为使得花瓣形轮廓元件4被安装在壁6a与6b之间。
94.此外,图8示出了侧壁3b和6b相对于底部增加的包装件。花瓣形轮廓元件4被侧壁6b重叠。
95.因此,上述组装过程允许形成密封包装件,并且值得注意的是,包装件外部仅为了说明性目的而示出。在实际实践中,可存在具有所描述的技术和应用的材料的双重壁和密封拐角元件的任何类型的包装件。
96.当将平坦坯料形成为三维产品时获得双重壁和密封膜拐角元件。
97.所提出的包装件的优点在于其简单性和增加的组装时间,仅可获得形成耐用且轻质的结构所需的具有增加的包装件密封性周期的那些附加元件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1