用于包装产品的方法和设备、用于获得设备的方法以及容器与流程
用于包装产品的方法和设备、用于获得设备的方法以及容器
1.本发明涉及一种用于在容器中包装产品,确切地说氧敏感产品的方法,以及一种适用于实施所述方法的包装设备。
2.本发明发现在包装呈液体状态或呈糊状状态或呈固体状态的食物产品或呈这些不同状态的产品中的具体应用。本发明还发现用于在将要排出产品床(productbed)中的产品之间的间隙空气时具有不可忽略的孔隙的固体产品且更确切地说用于包装(混有极少果汁的)玉米、豆类、蘑菇或胡萝卜的尤其有利且非限制性的应用。
3.本发明还涉及一种从在下文被称为真空封口机的现有真空容器封闭设备开始根据本发明获得包装设备的方法,真空容器封闭设备在食品行业的现有技术领域为人熟知。
4.本发明还涉及一种按照根据本发明的包装方法获得的(未经灭菌)容器,并且还涉及一种在所述方法包括以连续或不连续方式进行的灭菌步骤时的经灭菌容器。
5.这些容器的卓越之处在于其具有低残余氧气,而(固体)产品床具有(不可忽略)孔隙,容器在室温(20℃)下相对于大气压处于过压。
技术领域
6.本发明领域为用于减少容器中存在的氧气量的方法,且确切地说在顶部空间处,即产品上方的空间,且在后者紧密封闭之前,和/或在顶部空间下方在产品之间的间隙空间处。
7.氧气量的减少允许减少容器内部所含有的产品的氧化现象和/或不合意的口味/气味的开发和/或产品的颜色更改。
背景技术:
8.用于减少所含有氧气的食品行业中普遍的第一种技术在于在其紧密封闭后将容器抽成真空。在压接步骤之后获得的氧气量的减小是通过减小残余空气体积、通过真空的作用而进行的。
9.因此,从食品行业中的现有技术水平已知用于通过在真空下压接来封闭容器的在下文被称为真空封口机的设备,这允许压接预先装填有食物产品的锡罐上的盖子。为此目的,一种真空封口机包括:
10.‑
气密箱,其被称为压接箱,
11.‑
封闭系统,其被配置以通过添加盖子并且将所述盖子压接到容器而封闭压所述接箱内部的每一容器的上部开口,
12.‑
传送箱,其部分地密闭,通常呈隧道形式,其通向压接箱,接纳输送机,确保敞开容器进入压接箱、封闭系统的上游以及压接箱的下游的封闭容器的出口,
13.‑
用于引入盖子的系统,所述盖子部分地密闭,非常通常呈通向压接箱的竖直槽形式,所述压接箱确保在压接步骤之前对所述盖子的分配和设置,
14.‑
连接到所述压接箱的真空和调节源。
15.以显著方式,传送箱具有定时和气闸功能:为此目的其包括可移动遮板,所述遮板
允许限制空气从用于敞开容器的传送箱的入口进入通向抽成真空的压接箱中的传送箱的出口。
16.通过低于大气压的800毫巴范围内的真空,即224毫巴绝对压力,来减少压接箱中的氧气量。在整个本技术中并且按照惯例,大气压已被视为等于1024毫巴绝对压力。接下来,所有提及的压力将以毫巴绝对压力表达。
17.此类方法的第一个缺点是其允许将容器中的氧气浓度降低到关闭后氧气占体积的4.5%的不可忽略的最小水平。
18.此类方法的第二个缺点是其仅与壁必须耐受容器内部与外部之间的压力差(一旦关闭)的容器兼容。
19.实际上,当封闭容器再次经受大气压时,在远低于大气压的压力下的容器内部与在大气压下的容器外部大气之间的压力差需要壁厚度足以在压力差下不变形且不收缩的锡罐。此现象在容器的灭菌后较明显,在此期间容器可能经受基本上高于大气压的压力。
20.此类方法的第三个缺点是其显著限制了包装后产品的温度,真空导致沸腾温度降低,这可能使得液体通过罐内部沸腾而蒸发。
21.用于减少所含有的氧气的第二种技术在于用中性惰性气体,例如氮气或二氧化碳来吹扫容器的顶部空间。
22.文献wo9531375、ep 0761541、ep0806354、fr 2960858和fr2979327是典型实例。在此类方法中,通过使此顶部空间经受中性气流而从所述顶部空间排出空气。当待排出的空气主要含于容器的顶部空间中,即产品上方的空间时,此类方法是令人满意的。
23.然而,且在固体产品的情况下,不仅在顶部空间(产品上方)中,而且在产品之间的间隙(顶部空间下方)处可含有相当大量的空气。在此情况下,通过中性气体对顶部空间的短暂吹扫允许主要更换顶部空间的空气,而非间隙空气。通过此类方法,排出间隙空气需要在吹扫下保持长时间。因此,这些方法仅在容器内部的间隙空气以不可忽略的量存在时有效。当产品床具有不可忽略的孔隙时,仅涉及吹扫的此类方法不允许将氧气量降低到相对于所含有气体的总体积(在顶部体积和间隙空间中)的4.5%以下。
24.已成为本技术人的文献fr2964949 a1的目标的第三种技术在于通过用液体回填容器而排出容器的空气,且接着在非氧化受控气氛下将经回填容器放置在箱中,且在非氧化气氛下将液体完全或部分地从容器排空,同时将所述产品固持在所述容器中,使得所述非氧化气体替换所述容器中的所述液体。
25.此类惰性方法在氧抑制方面尤其有效,因为其允许相当有效地不仅抑制顶部空间中所含有的空气,而且抑制间隙空气。与上述两种技术相比,通过此技术有可能将残余空气减少到极少量。然而,实施此类方法需要相对昂贵的恰当装备以确保容器的回填,且接着在受控气氛下排空箱中容器。
26.另外,第四种已知技术在于注入液氮,恰好在其在顶部空间处封闭之前。实施此类方法的困难主要在于氮气滴的恰当剂量,以及在于封闭步骤的计时。
27.举例来说,过量的氮气滴或容器的过早关闭可能导致容器内部的高压减弱或使容器劣化。相反,如果封闭步骤太晚,那么空气将再次在所述顶部空间处进入且包装将为有缺陷的。
28.仅依赖于在封闭之前添加液氮的此类惰性方法的缺点在于其主要允许排出存在
于顶部空间处的空气,但在容器以不可忽略的量在产品之间包括间隙空气时就残余氧性能来说不令人满意。文献wo 2011/077034是此类锡罐的实例,其中内部压力由于(仅仅)添加液氮而高于大气压。因而,仅仅添加液氮不允许在所含有的产品具有不可忽略的孔隙(即,待在产品床中排出的间隙空气)时就残余氧气来说获得良好性能。此类液氮添加技术不允许恰当地保存具有不可忽略的孔隙的固体产品,即特征在于在产品床中具有不可忽略的量的间隙空间,其中相对于所含有气体的总体积(在顶部体积和间隙空间中),氧含量低于4.5%。因此,此技术不适合保存产品,例如(混有极少果汁的)玉米、豆类、蘑菇或胡萝卜。
技术实现要素:
29.这些已知解决方案并不允许就容器内部的氧减小而言获得极良好的性能,即相对于所含有气体的总体积(在顶部体积和间隙空间中),残余氧气占体积低于4.5%,即使当待排出的间隙空气在所含有的具有高生产速率并且具有受控投资的产品之间呈不可忽略的量时。
30.本发明旨在改进这种情形。
31.本发明旨在提供一种通过允许就容器内部的氧气减少而言的极良好性能来克服前述缺点的连续包装方法,即使当待排出的间隙空气在所含有产品之间呈不可忽略的量且不修改作为真空封口机而知名的标称生产速率时也是如此。
32.更确切地说,根据本发明的方法可能允许在容器内部的氧气减小方面达到极良好的性能,相对于所含有气体(在顶部体积和间隙空间中)的总体积,氧气占体积的4.5%至0.2%的范围内,精确地说低于4.5%,例如在3%与0.2%之间或在2%与0.2%之间或氧气在1%与0.2%之间,同时维持高生产速率,高于每分钟100次冲程,尤其高于每分钟300次冲程,例如每分钟600次冲程或更多,并且甚至在存在待在所含有产品之间排出的间隙空气下也是如此。
33.本发明还旨在至少根据一个实施例提供一种可以使用如从现有技术水平已知的真空封口机来实施的方法,在对此装备的轻微修改之后,并且因此在此装备已经存在于生产场所时的成本较小。
34.本发明还旨在至少根据一个实施例提供一种方法,所述方法可以在不限制容器类型的情况下实施,所述容器类型为即例如锡罐之类的刚性容器,甚至具有较小壁厚度,由玻璃或塑料制成的瓶,以及甚至柔性容器。
35.本发明还旨在提供一种根据所述包装方法获得的容器,其具有低残余空气比,甚至在产品之间存在间隙空间的情况下也是如此,这使得能够实施优化的灭菌。
36.本发明的其它目标和优点将在整个说明书中呈现,所述说明书仅出于指示目的给出且并不意图限制本发明。
37.首先,本发明涉及一种用于在容器中包装产品,确切地说氧敏感产品的方法,所述容器中的每一者具有开口,所述方法包括以下步骤:
38.‑
所述容器部分地装填有所述产品,
39.‑
使所述容器的上部部分与工艺气体气氛接触,以便抽空存在于所述容器中的全部或部分空气并且设置所需受控气氛,
40.‑
在封闭箱中进行对所述容器的封闭,在下文中被称作封闭步骤,
41.‑
对所述受控气氛的设置在所述封闭步骤的上游和/或在所述封闭步骤期间进行。
42.根据本发明,对受控气氛的设置在传送箱中通过以下组合动作进行,敞开容器在所述传送箱内部在所述封闭箱的方向上行进:
43.‑
根据所述敞开容器的行进方向将工艺气体流注入到所述传送箱下游的所述封闭箱中的动作a),
44.‑
将存在于所述传送箱内部的敞开容器抽真空的动作b)
45.并且以便抽空存在于所述敞开容器中的空气且通过在所述传送箱中产生真空以及用与所述传送箱中的所述敞开容器逆流流动的所述工艺气体替换经抽空空气的组合动作以及通过用所述工艺气体稀释空气氧气的作用来降低所述容器中的氧气浓度。
46.所述方法还可包括单独地或以组合形式考虑的以下任选特征:
47.‑
注入工艺气体流的动作a)除注入气态流之外,进一步包括注入一定量的液化气,其中所述液化气在所述容器关闭之后(至少部分地)气化以便将所述容器内部的压力增加到高于所述封闭箱中的普遍压力;
48.‑
在所述封闭箱内部的普遍压力p可高于介于1024毫巴绝对压力与1224毫巴绝对压力之间的大气压po,所述大气压例如在1024毫巴绝对压力与1074毫巴绝对压力之间,且另外例如在1024毫巴绝对压力与1054毫巴绝对压力之间;
49.‑
在所述传送箱中产生的真空介于600毫巴绝对压力与900毫巴绝对压力之间,确切地说在700毫巴与900毫巴之间;
50.‑
注入到所述封闭箱中的气体的流动速率介于100m3/h与500m3/h之间,并且例如在200m3/h与300m3/h之间;
51.‑
通过具有气闸功能的输送机确保所述传送箱中的所述敞开容器的行进,所述输送机包括遮板;
52.‑
一旦所述容器关闭,所述容器特征在于工艺气体装填产品之间的间隙空间;装填有所述工艺气体的产品床中的间隙空间比(称作孔隙度)可介于20%与60%之间,例如在30%与40%之间;
53.‑
一旦所述容器关闭,所述容器特征在于所述工艺气体装填所述产品与所述容器的上部部分之间的顶部空间;
54.‑
通过在沿着所述传送箱分布的若干抽吸区域处在所述传送箱内部的气氛中抽吸来执行将存在于所述传送箱内部的敞开容器抽真空的动作b);
55.‑
借助于抽成真空的分配和调节腔室以及借助于多个抽吸管道来执行动作b),所述抽吸管道彼此平行,从而将分配腔室接合到沿着所述传送箱分布的抽吸区域;
56.‑
所述工艺气体为氮气或co2;
57.‑
所述产品由食物产品组成。
58.根据一个实施例,容器由金属锡罐组成,容器的封闭主要在于添加盖子以及将所述盖子压接到容器。
59.根据另一变体,容器由柔性容器组成。在此情况下,可以通过夹捏开口的壁并且通过在经夹捏壁之间应用焊接来实现封闭。
60.根据另一变体,容器可由塑料或罐型玻璃制成的刚性容器组成。封闭可借助于盖子或通过设置例如塞子之类的等效构件来实现。
61.有利地,所述方法允许获得单独地或以组合形式考虑的以下特征:
62.‑
获得相对于大气压呈过压的(封闭)容器。根据一个实施例,容器内部的压力可为更高,但接近大气压,即一旦关闭,在20℃下高于1024毫巴绝对压力,介于1024毫巴绝对压力与1224毫巴绝对压力之间。在此情况下,在封闭后,容器内部的压力基本上等于或接近封闭箱内的普遍压力,其高于或接近大气压。当包装方法不在动作a)处实现注入液化气时获得此类内部压力。当所述方法在动作a)处实现注入一定量的液化气时,封闭容器内部的压力基本上高于封闭箱中的普遍压力并且因此可显著高于大气压,即确切地说高于1424毫巴绝对压力,
63.‑
封闭容器中的较少(残余)量的氧气,其相对于所含有气体的总体积(在顶部体积和间隙空间中)介于4.5%与0.2%之间,精确地说低于4.5%,例如在3%与0.2%之间,例如在2%与0.2%之间,例如氧气在的1%与0.2%之间,并且甚至在存在待在产品之间排出的间隙空气的情况下也是如此:装填有工艺气体的产品床中的间隙空间比,称为孔隙度,可介于20%与60%之间,例如在30%与40%之间,
64.‑
生产速率高于每分钟100冲程,或每分钟300冲程,或高于或等于每分钟600冲程。
65.本发明还涉及一种含有通过根据本发明的方法获得的氧敏感产品的(未经灭菌)容器,所述产品床具有装填有所述工艺气体的间隙空间,并且其中相对于顶部空间和所述间隙空间中所含有的气体的总体积,所述容器中的(残余)氧气量介于4.5%与0.2%之间,精确地说低于4.5%,例如介于3%与0.2%之间,或在2%与0.2%之间,且甚至在1%与0.2%之间,且所述容器内部的压力相对于大气压过加压,在20℃下高于1024毫巴绝对压力。装填有所述工艺气体的所述产品床中的间隙空间比,称为孔隙度,是不可忽略的,确切地说介于20%与60%之间,例如在30%与40%之间。
66.根据一个实施例,容器内部的压力可介于1024与1224毫巴绝对压力之间,确切地说介于1075毫巴绝对压力与1224毫巴绝对压力之间,例如当所述方法不包含在动作a)处的液化气注入时为1075毫巴绝对压力。在液化气注入的情况下,未经灭菌容器内部的压力可高于1424毫巴绝对压力。
67.甚至在产品之间存在装填有工艺气体的间隙空间的情况下,(未经灭菌)容器可实现这些残余氧气和压力性能:装填有工艺气体的产品床中的间隙空间比,称为孔隙度,可介于20%与60%之间,例如在30%与40%之间。在玉米颗粒之间存在装填有所述工艺气体的间隙空间的情况下,产品可由(混有极少果汁的)玉米组成。产品还可由混有极少果汁的豆类或蘑菇或胡萝卜组成。
68.本发明还涉及根据本发明的包装方法,其中所述容器在封闭之后经历通过在高于100℃的温度(如110℃与130℃之间)下热处理的灭菌步骤。
69.本发明还涉及根据包装(和通过热处理的灭菌)方法获得的经灭菌容器,其中产品床具有装填有工艺气体的间隙空间,并且其中相对于顶部空间和所述间隙空间中所含有的气体的总体积,所述容器中的氧气量介于4.5%与0.2%之间,精确地说低于4.5%,确切地说介于3%与0.2%之间,或在2%与0.2%之间,且在1%与0.2%之间,且其中所述容器内部的压力相对于大气压过加压,高于1024毫巴绝对压力。内部压力在20℃下可介于1024毫巴绝对压力与1424毫巴绝对压力之间,或在1024毫巴绝对压力与1224毫巴绝对压力之间,确切地说在所述方法不包含在动作a)处的液化气注入时。在动作a)处的液化气注入的情况
下,经灭菌容器内部的压力还可高于1424毫巴绝对压力,基本上高于封闭箱内的普遍压力。
70.装填有工艺气体的产品床中的间隙空间比,称为孔隙度,可介于20%与60%之间,例如在30%与40%之间。
71.根据经灭菌容器的实施例,在玉米颗粒之间存在装填有工艺气体的间隙的情况下,产品由玉米组成,所述容器内部的压力在20℃下介于1124毫巴绝对压力与1424毫巴绝对压力之间,或在1124毫巴绝对压力与1224毫巴绝对压力之间,确切地说1194毫巴绝对压力。产品还可由(混有极少果汁的)豆类、蘑菇或胡萝卜组成。
72.本发明还涉及一种适用于实施根据本发明的方法的包装设备,其包括:
73.‑
气密箱,其被称为封闭箱,
74.‑
封闭系统,其被配置以在所述封闭箱内部封闭每一容器的上部开口,
75.‑
部分密闭的传送箱,其通向所述封闭箱,接纳具有气闸功能的输送机,确保所述敞开容器进入所述封闭箱、所述封闭系统的上游以及所述封闭箱的下游的所述封闭容器的出口,具有气闸功能的所述输送机包括可移动遮板,
76.‑
可能地,用于使盖子能够从大气压(所述封闭箱外部)传送直至所述封闭箱内部的输送机,
77.‑
例如氮气之类的无氧工艺气体的源,以及用于将所述工艺气体注入所述封闭箱中的系统,
78.‑
连接到分配和真空调节腔室的真空源,以及将所述分配和调节腔室接合到沿着所述传送箱分布的抽吸区域的多个抽吸管道
79.并且以便抽空存在于所述敞开容器中的全部或部分空气,且通过在所述传送箱中产生真空以及用与所述传送箱中的所述敞开容器逆流流动的所述工艺气体替换经抽空空气的组合动作以及通过用所述工艺气体稀释空气氧气的作用来降低所述容器中的氧气浓度。
80.最后,本发明涉及一种用于从用于在真空下封闭容器的现有设备获得根据本发明的设备的方法,所述现有设备确切地说为在下文中被称为真空封口机的真空封口机,所述设备包括:
81.‑
气密箱,其被称为封闭箱,
82.‑
封闭系统,其被配置以在所述封闭箱内部封闭每一容器的上部开口,
83.‑
部分密闭的传送箱,其通向所述封闭箱,接纳具有气闸功能的输送机,确保所述敞开容器进入所述封闭箱、所述封闭系统的上游以及所述封闭箱的下游的所述封闭容器的出口,具有气闸功能的所述输送机包括可移动遮板,
84.‑
用于使所述盖子能够从所述大气压(所述封闭箱外部)传送直至所述封闭箱内部的输送机,
85.‑
连接到所述封闭箱的真空源,
86.在所述方法中,通过以以下方式修改所述真空封闭设备获得根据本发明的所述包装设备:
87.‑
添加分配和真空调节腔室,以及将所述分配腔室接合到沿着所述传送箱分布的抽吸区域的多个抽吸管道,同时从所述封闭箱断开所述真空源,且同时将所述真空源连接到所述分配和调节腔室,
88.‑
添加无氧工艺气体的源并且将其连接到所述封闭箱。
附图说明
89.其它特征、细节和优点将在阅读下文的详细描述且分析附图之后呈现,其中:
90.图1
91.[图1]是如从现有技术水平中已知的真空压接设备的示意性俯视图,所述设备通常被称为具有线性进料输送机的真空封口机。
[0092]
图1之二
[0093]
[图1之二]是如从现有技术水平中已知的真空压接设备的示意性俯视图,所述设备通常被称为具有旋转进料输送机的真空封口机。
[0094]
图2
[0095]
[图2]是根据本发明的包装设备的示意性俯视图,所述包装设备可以通过修改图1的真空封口机而获得,并且其中传送箱由含有输送机的隧道组成。
[0096]
图3
[0097]
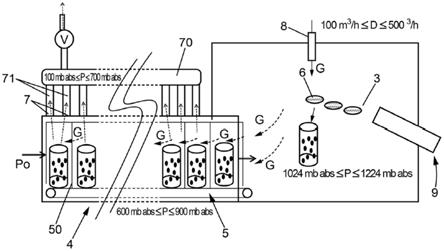
[图3]是图2的设备的示意性侧视图,更确切地说示出在隧道中产生真空以及用与所述隧道中的敞开容器逆流流动的非氧化工艺气体替换经抽空空气的组合动作且按照根据本发明的包装方法。
[0098]
图4
[0099]
[图4]是能够测量顶部空间和容器的间隙空间中所含有的气体总体积中的氧气含量的一件装备的示意图。
具体实施方式
[0100]
图式和下文的描述主要含有特定性质的元件。因此,在适当时,其可能不仅用以更好地阐述本发明,而且有助于其定义。
[0101]
并且,本发明主要涉及一种用于在容器1中包装产品,确切地说氧敏感产品的方法。
[0102]
产品可由(固体)食物产品(例如蔬菜、谷类、肉类、鱼或其它)单独或与果汁混合或不与果汁混合组成。举例来说,当产品之间存在不可忽略的量的间隙空气时,本发明发现特定应用,例如用于混有极少果汁的产品:因此本发明发现在存在玉米颗粒之间的容器中的间隙的情况下用于包装混有极少果汁的玉米的特定应用。
[0103]
容器中的每一者具有上部开口,使得能够用产品填充容器。
[0104]
所述产品包装方法包括以下步骤:
[0105]
‑
所述容器1部分地装填有所述产品2,
[0106]
‑
使所述容器的上部部分与工艺气体气氛接触,以便抽空存在于所述容器中的全部或部分空气并且设置所需受控气氛,
[0107]
‑
在紧密封闭箱3中进行对所述容器的所述开口的封闭,在下文中被称作封闭步骤,
[0108]
‑
对所述受控气氛的设置在所述封闭步骤的上游和/或在所述封闭步骤期间进行。
[0109]
以显著方式,并且根据本发明,对受控气氛的设置在部分地密闭的传送箱中通过
以下组合动作进行,敞开容器在所述传送箱内部在封闭箱3的方向上行进:
[0110]
‑
动作a),根据敞开容器的行进方向将工艺气体g流注入且可能将液化气体积注入到所述传送箱4的下游的所述封闭箱3中,
[0111]
‑
动作b),将存在于所述传送箱4内部的敞开容器1抽真空。
[0112]
任选地,且在动作a)期间,有可能将少量的液化气引入到封闭箱中的容器中。换句话说,注入工艺气体g流的动作a)除注入气态流之外,还包括注入一定量的液化气,其中所述液化气在所述容器关闭之后气化以便将所述容器内部的压力增加到高于所述封闭箱中的普遍压力。
[0113]
根据本发明,一旦关闭,容器内部的压力就可因此得到控制,维持在20℃下的1024毫巴与1224毫巴绝对压力之间,且如稍后所描述,即在基本上等于或接近封闭箱3中的普遍压力的压力下。在此情况下,动作a)不实现注入一定量的液化气的前述步骤。对于一些类型的容器,确切地说一些类型的金属锡罐,容器内部的压力太接近大气压,即在20℃下的1024毫巴绝对压力与1224毫巴绝对压力的范围内,这可能引起罐形状的稳定性问题,确切地说当罐的存储温度在10℃至37℃范围内变化时,其中在温度变化期间罐形状变化(膨胀/收缩)。
[0114]
在注入动作a)期间添加一定量的液化气会实现容器中相当大的过压,通常高于1424毫巴绝对压力,且允许解决此罐的稳定性问题。
[0115]
通过在所述传送箱4中产生真空以及用源自封闭箱并且与所述传送箱4中的敞开容器逆流流动的工艺气体g替换经抽空空气的组合动作而获得敞开容器1中存在的空气的抽空。
[0116]
此现象在图3中示出:注意到直接供应到封闭箱3(下游)中的非氧化工艺气体通过上游产生的真空的作用被吸入所述传送箱4中。工艺气体与沿传送箱4在封闭箱3的方向上循环的敞开容器1成逆流地被吸入。在此传送箱4中,工艺气体排出从所述容器逸出的容器空气,此排出动作通过敞开容器在所述传送箱4中所经受的真空而放大。因此,减小容器中的氧气浓度,所述减小通过用在所述传送箱4中且甚至在所述封闭箱3中发生的工艺气体稀释空气氧气的作用来甚至更被放大。
[0117]
作为实例:
[0118]
‑
在步骤b)处在传送箱4中产生的真空可介于600毫巴绝对压力与900毫巴绝对压力之间,确切地说在700毫巴绝对压力与900毫巴绝对压力之间(根据容器的行进方向,在传送箱4的中间处收集测量值);
[0119]
‑
在步骤a)处气体注入到封闭箱中的流动速率可介于100m3/h与500m3/h之间,且例如在200m3/h与300m3/h之间,可能液化气(例如液氮)的流动速率为每一容器0.5ml与5ml之间。
[0120]
根据本发明人的观察,这两种组合动作有利地允许抽出容器的空气,即容器的顶部空间(产品上方)的空气,并且适当时产品之间(顶部空间下方)的间隙空气,并且以快速方式进行抽出。
[0121]
因此,实现对容器中的氧气浓度的减小,所述减小通过前述稀释效应放大。相对于(顶部空间和间隙空间中)所含有的气体的总体积,封闭容器中的氧气量介于4.5%与0.2%之间,精确地说低于4.5%,例如在3%与0.2%之间,例如在2%与0.2%之间,例如氧气在
1%与0.2%之间。即使当存在不可忽略的量的间隙空气时,也可实现这些减小性能。因此,当在玉米颗粒之间存在间隙空气的情况下,产品由混有极少果汁的玉米组成时,本发明发现在去除空气中的特定应用。
[0122]
根据本发明,有可能将残余空气减少到极小的量,且与仅基于用非氧化工艺气体吹扫或仅基于在封闭之前将敞开容器抽真空而进行的氧气减少技术相比,有利地对设备的生产速率无任何影响,所述生产速率可能保持较高,通常高于每分钟100冲程,确切地说高于每分钟300冲程,例如每分钟600冲程,且甚至更多。
[0123]
根据一个实施例,确切地说在图2和3中示出,封闭箱3内部的压力p可高于大气压,接近大气压po,确切地说介于1024毫巴绝对压力与1224毫巴绝对压力之间,例如在1024毫巴绝对压力与1074毫巴绝对压力之间,且例如在1024毫巴绝对压力与1054毫巴绝对压力之间。
[0124]
根据此实施例,在接近大气压的压力下并且基本上在封闭箱内的压力下进行对容器的紧密封闭。有利的是,有可能使用例如锡罐之类的容器,即使其具有小于0.14mm的小厚度,并且甚至使用由玻璃或塑料制成的瓶或柔性容器以用于实施所述方法。
[0125]
有利的是,有可能获得容器,确切地说金属锡罐,其相对于大气压处于(受控)过压,高于20℃下的1024毫巴绝对压力,介于1024毫巴绝对压力与1224毫巴绝对压力之间,例如在1054毫巴绝对压力与1224毫巴绝对压力之间。在所述方法在动作a)处实施液化气注入的情况下,容器内部的压力可在20℃下高于1454毫巴绝对压力。
[0126]
根据一个实施例,通过具有气闸功能的输送机5确保所述传送箱4中的敞开容器1的行进,所述输送机包括可移动遮板50。这些遮板在敞开容器之间延伸,在容器1的行进期间,确保对气体的相对气密性。这些遮板50允许确保实施所述方法所必需的传送箱4中的某一真空度。
[0127]
此输送机5示意性地示出为图2中的实例。其可包括呈环形式的由两个辊52、53可旋转地驱动的柔性带51,每一滚轮具有安置于隧道4的两端处的竖直轴线。遮板50由通过柔性带51以规律间隔承载的板组成。
[0128]
随着输送机5行进,柔性带被可旋转地驱动并且使得在所述传送箱4(确切地说,隧道)中循环的容器1同步。在传送箱4的一侧上,柔性带的推进区段在大气压下(且在不受控气氛下)从传送箱4的入口直到维持在非氧化工艺气体下的封闭箱3与敞开容器1相伴。
[0129]
然后,通过任何合适的构件,例如通过设置盖子或其它构件来封闭容器的上部开口。然后,柔性带51的返回区段在大气压下从封闭箱3直到传送箱4的出口与紧密封闭容器相伴。
[0130]
或者,对于传送带,有可能使用图1之二中示出的旋转型输送机,且所述旋转型输送机包括串联、可旋转同步的一个或若干个筒且各自配备有用于容器的一个或若干个隔室。在此类旋转输送机中,容器在其旋转期间从一个筒循环到另一个筒,并且如从现有技术水平中已知。
[0131]
根据一个实施例,容器1由锡罐组成,容器的封闭主要在于添加盖子6以及将所述盖子压接到容器。在具有柔性壁的容器的情况下,可以通过夹捏开口的壁并且通过在经夹捏壁之间应用焊接来实现封闭。
[0132]
根据一个实施例(在图3中以非限制性方式示出),通过在沿着所述传送箱4分布的
若干不同抽吸区域7处在所述传送箱4内部的大气中抽吸来进行对传送箱4内部的敞开容器抽真空的动作b)。确切地说,这些抽吸区域设置在所述传送箱4的上壁上方。确切地说,借助于抽成真空的分配和调节腔室70以及借助于多个抽吸管道71来执行动作b),所述抽吸管道彼此平行,从而将所述分配和调节腔室70接合到沿着所述传送箱4分布的抽吸区域7。
[0133]
此分配和调节腔室经历真空源v,例如真空泵。然后,分配腔室允许在所述抽吸区域7处均匀地分布抽吸。分配和调节腔室70内部的真空可介于100毫巴绝对压力与700毫巴绝对压力之间。
[0134]
一般来说,工艺气体可由氮气、或co2或另一非氧化气体、或非氧化气体的混合物组成。
[0135]
本发明还涉及一种如先前所描述的且适合于实施根据本发明的方法的包装设备10。
[0136]
此设备包括:
[0137]
‑
气密箱,其被称为封闭箱3,
[0138]
‑
封闭系统,其被配置以在所述封闭箱3内部封闭每一容器的上部开口,
[0139]
‑
部分密闭的传送箱4,其通向所述封闭箱3,接纳具有气闸功能的输送机5,确保敞开容器1进入所述封闭箱3、所述封闭系统的上游以及所述封闭箱3的下游的封闭容器的出口,具有气闸功能的所述输送机包括可移动遮板50,
[0140]
‑
例如氮气之类的无氧工艺气体的源,以及用于将所述工艺气体注入到所述封闭箱3中并且任选地用于液化气注入的系统8,
[0141]
‑
连接到分配和真空调节腔室70的真空源v,以及将所述分配和调节腔室70接合到沿着所述传送箱4分布的抽吸区域7的多个抽吸管道71,
[0142]
‑
可能地,用于使盖子9能够从所述封闭箱外部的大气压传送直至所述封闭箱内部的输送机。
[0143]
有利的是,有可能根据本发明通过修改例如真空封口机20之类的现有设备来获得此类包装设备,所述真空封口机如从现有技术水平已知且在图1或1之二中示意性地示出且因此安装成本较小。
[0144]
在图1中示意性地示出此类设备20,确切地说是从现有技术水平已知的真空封口机。
[0145]
其包括:
[0146]
‑
气密箱,其被称为封闭箱3,
[0147]
‑
封闭系统,其被配置以通常通过压接盖子而在所述封闭箱内部封闭每一容器的上部开口,
[0148]
‑
部分密闭的传送箱4,例如隧道,其通向所述封闭箱3,接纳具有气闸功能的输送机5,确保敞开容器进入所述封闭箱、所述封闭系统的上游以及所述封闭箱的下游的封闭容器的出口,具有气闸功能的所述输送机包括可移动遮板50,
[0149]
‑
连接到所述封闭箱的真空源v,
[0150]
‑
用于使所述盖子9能够从所述大气压(所述封闭箱外部)传送直至所述封闭箱内部的输送机。
[0151]
从现有技术水平已知的此类设备20,通常为真空封口机,允许通过在低于大气压
(224毫巴绝对压力)的800毫巴范围内的真空将封闭箱抽成真空来减少封闭箱中的氧气量。
[0152]
此类方法的第一个缺点是其允许仅通过在封闭箱中容器关闭之后在容器内部的空气压力的减小来减小容器中的空气氧气浓度:在封闭容器中,一些氧气始终以不可忽略的量存在。
[0153]
此类方法的第二个缺点是其仅与壁足够厚以耐受容器内部与外部之间的压力差(一旦关闭且经受大气压)的容器兼容。
[0154]
有利的是,有可能基本上改进由对此类真空封口机20(即(图3))进行操作的以下修改所包含的产品的包装:
[0155]
‑
添加分配和真空调节腔室70,以及将所述分配和调节腔室70接合到沿着所述传送箱4分布的抽吸区域7的多个抽吸管道71,同时从所述封闭箱断开所述真空源,且同时将所述真空源v连接到所述分配和调节腔室70,
[0156]
‑
添加无氧工艺气体g的经调节源8且将其连接到所述封闭箱3,且任选地添加液氮注入。
[0157]
与真空封口机可能的情况相比,有可能将残余空气减少到极少量。所述方法还通过以下可能性来改进:使用具有较小壁厚度的金属罐,如锡罐,即具有小于或等于0.14毫米的壁厚度,例如为0.12毫米。
[0158]
有利的是,在不降低设备的生产速率的情况下获得这些结果。
[0159]
有利的是,所述包装方法允许获得含有氧敏感产品的容器,所述产品床具有装填有具有少量残余氧气的工艺气体的间隙空间。相对于顶部空间和间隙空间中所含有的气体的总体积,容器中的氧气量占体积可介于4.5%与0.2%之间,且甚至在3%与0.2%之间,或在2%与0.2%之间,或在1%与0.2%之间,且因此就残余氧气而言良好的性能,甚至在待在产品之间排出的用工艺气体替换的间隙空气存在下也是如此。容器内部的压力相对于大气压处于过压。其在20℃下可介于1024毫巴绝对压力与1224毫巴绝对压力之间,例如在1054毫巴绝对压力与1224毫巴绝对压力之间,确切地说在所述方法不在动作a)处实现注入液化气的步骤时。容器内部的压力还可高于大气压,例如当所述方法在动作a)处实现液化气的所述注入时在20℃下高于1424毫巴绝对压力。应注意,所指示的过压是当产品尚未经历灭菌时在容器中的过压。
[0160]
应注意,这些(未经灭菌)容器的特征在于低氧气含量和内部压力,所述内部压力可能高于通过如从现有技术水平已知的包装方法获得的那些压力,确切地说实施真空或气体吹扫的那些压力,其在两种情况下产生通常介于224毫巴绝对压力与824毫巴绝对压力之间的部分真空。
[0161]
此内部过压可能促进灭菌的实施。
[0162]
本发明还涉及根据本发明的包装方法,其中所述容器在封闭之后经历通过在高于100℃的温度(如介于110℃与130℃之间,确切地说高于122℃)下热处理的灭菌步骤。
[0163]
可以对持续或以不连续方式操作的灭菌设备实现灭菌。
[0164]
此方法(具有灭菌步骤)允许获得经灭菌容器,所述产品床具有装填有具有少量残余氧气的工艺气体的间隙空间。相对于顶部空间和间隙空间中所含有的气体的总体积,容器中的氧气量占体积介于4.5%与0.2%之间,精确地说低于4.5%,确切地说介于3%与0.2%之间,或在2%与0.2%之间,或在1%与0.2%之间。容器内部的压力相对于大气压处
于过压,在20℃下高于1024毫巴绝对压力。容器内部的压力在20℃下可介于1024毫巴绝对压力与1424毫巴绝对压力之间,或在所述方法不在动作a)处实现液化气注入时,在1124毫巴绝对压力与1424毫巴绝对压力之间。在动作a)处注入液化气的情况下,内部压力在20℃下可高于1424毫巴绝对压力。根据经灭菌容器的实施例,产品在存在装填有工艺气体的间隙的情况下由玉米组成,容器内部的压力介于1124毫巴绝对压力与1424毫巴绝对压力之间,确切地说为20℃下的1194毫巴绝对压力。
[0165]
应注意,在相同温度(例如20℃)下,容器内部的压力在经灭菌容器中通常可比在未经灭菌容器中略高,这是由于热处理期间产品可能发生脱气(当这些产品未预先漂白时)。举例来说且当产品由玉米组成时,灭菌引起增加封闭容器内部压力的脱气。相反,在预先漂白的产品(如青豆)的情况下,灭菌不会在灭菌期间引起大量脱气,因为产品已经在灭菌之前在漂白后进行了脱气。
[0166]
当装填有工艺气体的产品床中的间隙空间比,称为孔隙度,介于20%与60%之间,例如在30%与40%之间时,本发明发现特定应用。
[0167]
根据下式计算孔隙度t
p
[0168]
[数学式1]
[0169][0170]
其中:
[0171]
‑
d:产品(例如玉米)的实际密度,其由所确定体积的此产品的质量与相同体积的水的质量之间的比率表示
[0172]
‑
d':表观体积质量,通常称为表观密度,即所有所考虑产品的比率,以及其占据的总体积(包含间隙)。
[0173]
对于玉米颗粒,孔隙度t
p
常规地在42%的范围内,且取决于批次,极常介于41%与43%之间。
[0174]
对于(超精细)豆类,孔隙度t
p
在34%的范围内,且取决于批次,极常介于33%与35%之间。
[0175]
根据本发明的方法获得的用于测量封闭容器中的氧含量的测量方法使用图4中示出的装备,所述装备包括:
[0176]
‑
装填有水的容器,并且足够大以能够握持,
[0177]
‑
体积分级柱,所述柱的特征在于一端处的扩张套环,其旨在浸没在所述容器的水中;以及在其另一上部端部处的紧密二次连接,其实现泵pp与配备有用于确定气态氧百分比的针的经校准血氧定量计(检验点3)的装配。
[0178]
测量协议如下。预先用水装填容器,然后分级柱变为在容器上方,其套环浸没。抽吸开始,空气被水代替,水的位准升高直至排出柱中存在的所有空气。
[0179]
然后将其中氧气体积百分比待确定的容器(确切地说,锡罐)放置在扩张套环下,并且然后打开以便收集所有所含有的总气体体积(顶部和间隙空间)。释放的气体从柱排出水,其刻度读数允许确定所含有的总气体体积。
[0180]
血氧定量计的针经由紧密配合插入到气态环境中以确定其氧气百分比。
[0181]
已经使用根据本发明的经修改真空封口机并且在以下条件下进行测试:
[0182]
‑
注入到封闭箱中的流动速率:280m3/h,
[0183]
‑
封闭箱中的压力:1074毫巴绝对压力,
[0184]
‑
传送箱中的压力:750毫巴绝对压力(根据容器的行进方向在其中间处)。
[0185]
产品由玉米组成,其特征在于42%的孔隙度。
[0186]
所使用的容器由呈1/4格式(70mm的高度和65mm的直径)的锡罐组成。这些容器已按照根据本发明的方法通过经由源自封闭箱3的氮气流的组合作用和传送箱4中的真空的作用将顶部空间中和间隙空间中所含有的氧气排出来进行包装。这些锡罐在压接之后已立即通过根据前述协议测量残余氧气来进行测试。
[0187]
下文中的表1概述所获得的结果。
[0188]
[表1]
[0189][0190]
当这些罐在128℃的温度下持续灭菌操作中灭菌且接着将这些罐再次冷却到20℃的稳定温度时,注意到内部压力由于(未漂白)玉米的脱气而增加了100毫巴,内部压力达到1174毫巴绝对压力。
[0191]
元件符号
[0192]
1:容器
[0193]
2:(填充)产品
[0194]
3:封闭箱
[0195]
4:例如隧道之类的传送箱
[0196]
5:输送机
[0197]
50:遮板
[0198]
51:柔性带
[0199]
52:竖直轴线驱动辊
[0200]
53:竖直轴线驱动辊
[0201]
6:盖子
[0202]
7:抽吸区域
[0203]
8:工艺气体注入系统
[0204]
9:用于引入盖子的输送机
[0205]
70:分配和(真空)调节腔室
[0206]
71:抽吸管道
[0207]
v:真空源
[0208]
pp:真空泵
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1