用于高效生产起泡酒的瓶塞组件的制作方法
用于高效生产起泡酒的瓶塞组件
1.本发明涉及一种有助于高效生产起泡酒(sparkling wines)的瓶塞组件(bottle closure assembly),起泡酒包括但不限于香槟和卡瓦酒。具体地,本发明提供了一种可重复使用的瓶塞组件,从而允许起泡酒的生产商实施传统方法(在香槟区内被已知为“香槟酿造法(m
é
thode champenoise)”),但是在二次发酵之后的除渣过程中,所得到的酒和压力的固有损失最小。因此,本发明为酿酒师提供了改善的工作条件,连同由于产量的增加和劳动力成本的降低而带来的显著的效率提高。
2.与除渣过程相关的酒浪费已经是一个公认的问题,但这个问题已被广泛接受为生产起泡酒的一个不可避免的后果,无论是使用传统方法还是手工方法生产,或者通过大规模生产。尽管如此,过去已经做出了一些努力来解决这个问题。例如,英国专利公布第gb2541403a号公开了一种用于摩擦接合瓶的内颈部的插塞构件。在插塞构件内设置有纵向开口,阀位于该纵向开口内,该阀被偏压到关闭位置以密封该开口。在使用中,收集在倒置的瓶的颈部内的沉淀物可以通过手动打开该阀来排出,并允许泄漏瓶内的压力,同时携带消耗掉的酵母。
3.然而,认识到现有技术的装置不能以完全受控和安全的方式执行除渣过程的事实,本发明的发明人设计了一种可替代的瓶塞,其克服或至少减轻了这些缺点。
4.根据本发明的第一方面,提供了一种在高效生产起泡酒中使用的瓶塞组件,该瓶塞组件包括:
5.(i)塞子(stopper),其用于密封接合在瓶的端部部分和/或颈部部分内;
6.(ii)所述塞子内的通道,该通道从塞子的一端处的酒侧的开口纵向地延伸;和
7.(iii)位于所述通道内的阀构件;
8.其中阀构件是选择性地响应重力的,因此根据瓶塞组件的定向来允许或阻止液体和/或固体和/或气体物质通过。
9.可选地,通道包括扩大的腔室。
10.可选地,阀构件远离所述酒侧的开口位于所述扩大的腔室内。
11.可选地,阀构件是至少部分中空的。
12.可选地,阀构件具有部分球形的外表面。
13.可选地,部分球形的阀构件设置有开口,用于允许或阻止液体和/或固体和/或气体物质进入其内部。
14.可选地,阀构件被偏心地配重,并且相对于扩大的腔室是可旋转的。
15.可选地,该开口具有的直径小于部分球形的阀构件的最大直径。
16.可选地,扩大的腔室的容积基本上是球形的,并且该扩大的腔室被设定尺寸成使得其内径基本上匹配部分球形的阀构件的最大外径。
17.可选地,部分球形的阀构件可坐靠在扩大的腔室的内壁上。
18.可选地,扩大的腔室部分地由被安装到塞子上的帽构件限定。
19.可选地,帽构件的内表面能够移动成与阀构件接合,和移动成脱离与阀构件的接合以便于相对于扩大的腔室的选择性的旋转。
20.可替代地,内壁是至少部分可变形的,以选择性地接合和脱离部分球形的阀构件,因此分别阻止或允许其相对于扩大的腔室的内壁旋转。
21.可选地,扩大的内部腔室的内壁与塞子的厚度减小部分相符。
22.可选地,可弹性变形的垫圈可在对应于从塞子的厚度增加部分到塞子的所述厚度减小部分的过渡的纵向位置处被安装在塞子的上肩部表面上。
23.可选地,帽构件的向下延伸的环形套环设置有螺纹,该螺纹可与设置在塞子的厚度减小部分上的互补螺纹接合,以便于将帽构件可旋转地固定到塞子。
24.可选地,可弹性变形的垫圈可位于瓶塞上的环形凹槽内,该环形凹槽由以下部分限定:
25.(i)上肩部表面;
26.(ii)帽构件的向下延伸的环形套环的底面;和
27.(iii)塞子的厚度减小部分的外圆柱形表面。
28.可选地,扩大的腔室的内壁的所述选择性变形是通过可变形垫圈的选择性弹性变形来实现的,该弹性变形产生于帽构件的环形套环相对于塞子的上肩部表面的纵向位置。
29.根据本发明的第二方面,提供了一种在生产起泡酒中使用的除渣方法,该方法包括:
30.(i)提供根据第一方面的瓶塞组件;
31.(ii)将所述瓶塞组件插入到含有引发二次发酵所需成分的瓶的端部部分和/或颈部部分中;
32.(iii)当瓶至少部分地倒置时,对瓶进行转瓶(riddling);
33.(iv)将二次发酵期间产生的沉淀物收集在位于所述瓶塞组件内的阀构件内;以及
34.(v)将瓶朝向直立位置重新定向,并且引起重力响应式阀构件在重力的影响下相对于所述瓶旋转,并且在这样做时,隔离瓶塞组件内的所述沉淀物,以便于移除。
35.可选地,将瓶塞组件插入到瓶的端部部分和/或颈部部分包括经由夹紧构件使该瓶塞组件与瓶的外部的颈部部分接合。
36.可选地,至少在瓶的转瓶和沉淀物的收集期间,将阀构件相对于塞子保持在固定位置。
37.可选地,在将瓶朝向直立位置重新定向之前,将阀构件从所述固定位置释放。
38.根据权利要求和以下描述,本发明的第一方面和第二方面的更多特征和优点将变得明显。本发明的实施例现在将参考以下附图仅通过示例的方式来描述,在附图中:
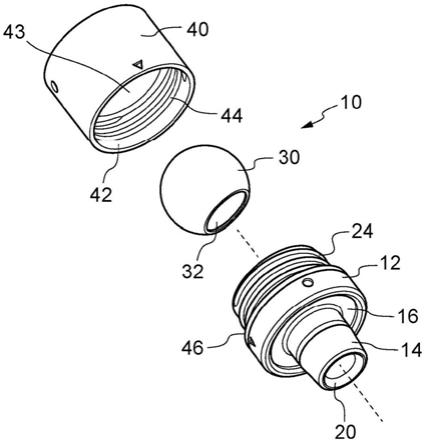
39.图1是根据本发明的瓶塞组件的分解图;
40.图2是图1的瓶塞组件处于其组装形式的剖视图;
41.图3示出了包括夹紧机构的瓶塞组件的实施例;
42.图4示出了图3的瓶塞组件,该瓶塞组件被固定在瓶的颈部,并从外部夹紧到该瓶的颈部;
43.图5是当瓶保持在部分倒置的定向时,沉淀物(主要是酒泥)的下沉及其收集在瓶塞组件的阀的内部内的图示;
44.图6是瓶塞组件的阀构件在重力影响下自己扶正时处于部分旋转的中间位置的图示;
45.图7示出了相对于塞子旋转180度之后的图5的阀构件,从而将收集的沉淀物(主要是酒泥)与瓶的内容物隔离;
46.图8示出了二氧化碳气体从瓶中的受控释放;以及
47.图9是穿过图8的瓶塞组件的剖视图,示出了二氧化碳气体的逸出路径。
48.图1示出了包括塞子12的瓶塞组件10。塞子12设置有塞头14,以用于密封地接合在例如在图4和图5中所示的瓶100的端部部分和/或颈部部分内。如在图2中最佳示出的,塞头14的外部形状被设定成便于其密封接合到瓶100的颈部中。塞子12的最宽部分设置有面向下的环形凹槽16,该环形凹槽的形状和尺寸被设定成密封地接合在瓶100的唇缘102上。
49.通道18穿过塞子12的内部纵向地延伸,并且终止于其在开口20中的“酒侧”(即最靠近瓶中酒的一端)。在通道18的最上部(如在图2中所示)处,通道18的锥形的内壁过渡到加宽的开口22,开口22沿周向和纵向两者弯曲以限定部分球形的内表面形状。
50.部分球形的阀构件30设置有开口32,以限定用于收集和保持沉积物的中空容纳部34,如下面更详细解释的。如在图2中最佳示出的,阀构件30仅是部分中空的,并且设置有偏心定位的实心部分,该实心部分定义配重体36。例如,在一些实施例中,阀构件30由聚丙烯模制件形成并且设置有偏心定位的不锈钢重量体。
51.阀构件30可以位于塞子12的加宽的开口22上,并且被瓶塞组件10的大致呈u形(截面)的帽构件40封装。帽构件40具有部分球形的内表面,并且其向下延伸的环形套环42设置有螺旋螺纹44,以用于围绕塞子12的加宽的开口22接合设置在塞子12外部的互补螺纹24。如在图2中所示,塞子12的肩部表面26在塞子12的螺纹24下方的纵向位置处远离通道18径向延伸。可弹性变形的垫圈46被保持在环形凹槽48内,环形凹槽48由以下部分限定:(i)上肩部表面26;(ii)向下延伸的环形套环42的底面;以及(iii)塞子12的位于其外螺纹24下方的外圆柱形表面。
52.帽构件40的内表面43也沿周向和纵向两者弯曲,以限定部分球形的内表面形状,当帽构件40被拧接安装到塞子12上时,该部分球形的内表面形状与塞子12的加宽的开口22的形状互补。因此,具有基本上截头球形容积的扩大的腔室50分别由塞子12和帽构件40的各自面对的内表面限定。如下文更详细解释的,扩大的腔室50的内部容积可以以最低限度的量变化,以选择性地允许或阻止阀构件30相对于扩大的腔室50旋转。
53.在使用中,如在图3中所示的瓶塞组件10通过将其塞头14插入到已经装满“发酵提液(liqueur de tirage)”的瓶100的(多个)端部部分和/或颈部部分而被附接到该瓶100,如图4所示。夹紧构件60可以可枢转地附接到塞子12,以在瓶100的颈部上提供第二接触点。经过一段时间后,在瓶100内发生二次发酵,二次发酵产生二氧化碳,因此使其中的酒碳酸化。在二次发酵过程期间发生自溶,借此使得发酵提液内的酵母死亡,并且作为沉淀物(主要包含酒泥)沉淀在瓶100的内壁上。经过一段时间的陈化后,瓶100被移动到架子上,借此该瓶被保持在部分倒置的角度,如在图5中所示。当如此倒置时,瓶经历转瓶过程,借此在一定时间内使该瓶逐渐倾斜并且旋转,以将沉淀物(主要是酒泥)移出瓶100并且进入到瓶塞组件10中,从而使剩余的酒澄清。收集的沉淀物(主要是酒泥)被隔离在瓶塞组件10内,而不存在任何酒的浪费,并且压力损失最小。瓶塞组件10有助于随后以受控的方式释放瓶内的加压的二氧化碳,在这之后含有沉淀物(主要是酒泥)的瓶塞组件10可以随后被移除、清空、清洁和再利用。最后,澄清的酒被定量添加酒和/或糖(和/或另一种烈酒或利口酒)的混合
物,并且可以被加盖或被塞住、装线和贴标签,以准备配送和销售。
54.再次参考图5,其示出了沉淀物200(主要是酒泥)在重力的影响下朝着瓶100的颈部和瓶塞组件10下沉;并且得到来自前述转瓶过程的辅助。沉淀物(主要是酒泥)进入塞头14的酒侧的开口20并且穿过塞子的内部通道18向下朝向阀构件30行进。重要的是,在瓶100倒置之前,部分球形的阀构件30被固定以防止相对于塞子12旋转,使得阀构件30内的开口32保持与通道18的纵向轴线对齐。当两者对齐时,开口32的直径与内部通道18的直径基本匹配。因此,一旦瓶100随后被倒置,这就允许沉淀物200(主要是酒泥)不受阻碍地进入到阀构件30内的中空容纳部34中。
55.部分球形的阀构件30通过经由帽构件40向其施加向下指向的力(f1)而被固定以防止相对于塞子12旋转。实际上,施加到阀构件30的向内指向的力(f1)的程度由帽构件40在塞子12上的旋转位置决定。更具体地,当帽构件40的螺纹44(如在图2中所示)被紧固到塞子12的螺纹24中时,帽构件向下移动,直到其部分球形的内表面与阀构件30的对应的部分球形的表面接合。随后向下指向的力(f1)足以减小扩大的腔室50的总内部容积。鉴于所涉及的公差相对小,扩大的腔室50的内部容积的最低限度的减小足以引起与阀构件30的对应的部分球形的表面的摩擦接合,因此阻止阀构件30相对于扩大的腔室50旋转。
56.在可替代的实施例中,部分球形的阀构件30可以经由施加的径向向内指向的力(f2,施加到塞子12的外壁)而被固定以防止相对于塞子12旋转。实际上,施加到塞子12的外壁的向内指向的力(f2)的程度可以由帽构件40在塞子12上的旋转位置决定。更具体地,随着帽构件40的螺纹44被紧固到塞子12的螺纹24中,垫圈46在其环形凹槽48内变形。垫圈46的直径(在塞子12的径向方向上)的相应增加施加径向向内指向的力(f2),该径向向内指向的力(f2)足以减小内部通道18的加宽的开口22的直径,并且因此减小扩大的腔室50的总内部容积。考虑到所涉及的公差相对小,加宽的开口22的部分球形的壁的最低限度的向内运动引起扩大的腔室50的内部容积的对应的最低限度的减小,这足以引起摩擦接合,从而阻止阀构件30相对于扩大的腔室50旋转。
57.一旦转瓶过程完成,并且基本上所有的沉淀物(主要是酒泥)已经被收集在阀构件30内的中空容纳部34内,帽构件40的螺纹44就相对于塞子的螺纹24被部分地松开,因此部分地逆转了上述可替代的实施例中描述的摩擦接合。在这样做时,力(f1)或(f2)至少被部分地移除;并且因此使得扩大的腔室50的总内部容积部分地恢复。扩大的腔室50的内部容积的最低限度的增加足以消除与阀构件30的对应的部分球形的表面摩擦接合的情况。
58.一旦力(f1)或(f2)被至少部分地移除,最低限度的酒量就被引入到扩大的腔室50的壁与部分球形的阀构件30之间的界面中。该液体薄膜用作润滑剂,并且为阀构件30提供浮力,因此在该阀构件的配重体36和重力的影响下促进该阀构件(从在图5中所示的位置)在顺时针方向上的相对旋转。应当理解,旋转方向将由瓶的定向和配重体36的对应的相对位置决定。当瓶100逆时针旋转以恢复其直立定向时,阀构件30旋转整180度,直到其到达图7中所示的位置。仅为了上下文,阀构件30的中间位置在图6中示出。
59.一旦阀构件30如图7中所示地定向,其中空容纳部34内的沉淀物(主要是酒泥)就与瓶100内的酒隔离。随后从瓶100内释放加压的二氧化碳是通过相对于塞子12进一步松开帽构件40来实现的。在这样做时,垫圈46在环形凹槽48内的变形被完全逆转,而且径向向内指向的力(f1)被完全移除。因此,内部通道18的加宽的开口22的直径的进一步增加允许加
压的二氧化碳气体以如图8中所示的受控方式经由图9中所示的流动路径逸出。
60.应当理解,根据本发明的瓶塞组件10的结构和功能允许独立于沉淀物(主要是酒泥)释放瓶100内的二氧化碳压力。这代表了对传统方法的起泡酒制造工艺的重大改进,其方式为消除了冻结瓶的颈部的需要、并且促进了更清洁、更安全和更可控的除渣过程,该除渣过程避免了浪费并且因此增加了产量。
61.尽管在本文中已经详细公开了本发明的具体实施例,但是这仅仅是通过举例并且出于说明的目的而为之。前述实施例不意图限制关于所附权利要求的范围。实际上,发明人预期在不脱离由权利要求所限定的本发明的范围的情况下,可以对本发明进行各种替换、变更和修改。仅作为示例,尽管所描述和示出的实施例示出了能够在扩大的腔室内自由旋转的部分球形的阀构件30,但是该阀构件可以替代地设置为围绕单个轴线旋转的圆柱形形状。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1