格栅增强的弹性体的复合材料制品的制作方法
格栅增强的弹性体的复合材料制品
背景技术:
1.技术领域
1.本发明涉及复合材料制品,更具体地,涉及含有增强弹性体材料的格栅结构的制品。
2.2.相关领域讨论
3.模制弹性体被用于多种应用,其包括但不限于垫圈、手柄、防滑支脚和容器的帽或盖。为了形成一些模制弹性体制品,弹性体可以置于模具中来形成完全由弹性体制成的制品。完全由弹性体制成的模制弹性体制品当处于张力或压缩下时会缺乏刚度,变形和/或伸长。
4.一些模制弹性体制品包括内部框架或结构,其可以为该模制弹性体制品提供另外的刚度。为了形成模制弹性体制品,可以形成内部框架或结构,插入模具中,然后用弹性体包注模制(overmold)。通常,在内部框架或结构形成后和在它用弹性体包注模制之前,将该内部框架或结构进行表面处理来提高弹性体与内部框架或结构的粘附性。在一些情况中,弹性体当压缩或处于张力下时会从框架上剥离。这种剥离会在单个负荷循环后发生,并且会在随后的负荷循环中增加。
技术实现要素:
5.一直需要具有提高的刚度和/或增加的韧度的复合材料制品。另外,当复合材料制品包含包注模制框架时,一直需要具有改进的抗剥离性的复合材料制品。此外,一直需要减少制造步骤和/或降低复合材料制品的制造成本。
6.在本发明的一个实施方案中,复合材料制品包含格栅结构和弹性区。格栅结构通过增材制造方法形成,并且包含形成开放网孔框架的多个元件,该框架在该框架的相邻元件之间限定出多个空隙。弹性区由至少部分地位于格栅结构周围和格栅结构的空隙内的弹性体形成。
7.在一些实施方案中,格栅结构单体成形。多个空隙的每个空隙的尺寸是0.05mm至5mm。弹性区可以包含热固性弹性体或热塑性弹性体。弹性区可以包含硅氧烷,或者可以包括苯乙烯-异丁烯-苯乙烯的嵌段聚合物或热塑性聚氨酯。
8.在实施方案中,制品形成垫圈,并且包含与格栅结构整体成形的主体。主体可以形成圈,并且格栅结构可以从该圈的内表面向内延伸。弹性区可以包含从格栅结构向内延伸的凸缘。弹性区可以包含厚度大于凸缘的肋。肋可以位于凸缘和主体之间。
9.在一些实施方案中,弹性区在主体上延伸。主体可以与格栅结构单体成形。主体可以包含一个或多个在远离其表面的方向上延伸的柄。
10.在某些实施方案中,制品包含基座圈、多个烧瓶臂和支架(leg)。基座圈可以经配置来支撑烧瓶的下部。每个烧瓶臂可以经配置来从基座圈延伸来将烧瓶的下部固定至基座圈。支架可以从基座圈向外延伸,并且包含与格栅结构整体成形的主体。弹性区可以形成支
架的支脚,并且经配置来具有表面以相对于该表面支撑该支架。
11.在具体实施方案中,制品是圆形垫圈、带柄的垫圈、矩形垫圈、容器帽、烧瓶架或手工工具的手柄。
12.在本发明的一个实施方案中,复合材料制品包含格栅和弹性区。格栅包含形成开放网孔框架的多个元件,该框架在该框架的相邻元件之间限定出多个空隙。弹性区由位于格栅周围和格栅的空隙内的弹性体形成。
13.在一些实施方案中,格栅单体成形。格栅可以通过增材制造方法形成。多个空隙的每个空隙的尺寸可以是0.05mm至5mm。弹性区的弹性体可以位于整个格栅结构周围。弹性区可以包含热固性弹性体或热塑性弹性体。弹性区可以包含硅氧烷,或者可以包含苯乙烯-异丁烯-苯乙烯的嵌段聚合物或热塑性聚氨酯。
14.在实施方案中,制品形成垫圈,并且包含与格栅整体成形的主体。主体可以形成圈,并且格栅可以从该圈的内表面向内延伸。弹性区可以包含从格栅向内延伸的凸缘。弹性区可以包含厚度大于凸缘的肋。肋可以位于凸缘和主体之间。
15.在一些实施方案中,弹性区在主体上延伸。主体可以与格栅单体成形。主体可以包含一个或多个在远离其表面的方向上延伸的柄。
16.在某些实施方案中,制品包含基座圈、多个烧瓶臂和支架。基座圈可以经配置来支撑烧瓶的下部。每个烧瓶臂可以经配置来从基座圈延伸来将烧瓶的下部固定至基座圈。支架可以从基座圈向外延伸,并且包含与格栅整体成形的主体。弹性区可以形成支架的支脚,并且经配置来具有表面以相对于该表面支撑该支架。
17.在具体实施方案中,制品是圆形垫圈、带柄的垫圈、矩形垫圈、容器帽、烧瓶架或手工工具的手柄。
18.在本发明的另一实施方案中,一种制造复合材料制品的方法包括将格栅置于模腔内,使弹性体流入该模腔,并且该弹性体流过该格栅的空隙和该格栅的周围。格栅包含形成开放网孔框架的多个元件,该框架在该框架的相邻元件之间限定出多个空隙。该方法可以包括使弹性体在空隙内和至少部分地在格栅周围凝固成它的最终形状。
19.在实施方案中,该方法包括增材制造格栅。该方法可以包括3d打印格栅。3d打印格栅可以包括包含交联的氰酸酯或交联的聚氨酯的格栅。将格栅置于模腔内可以包括尺寸为0.05mm至5mm的多个空隙。
20.在一些实施方案中,使弹性体流入模腔内在格栅不经表面处理的情况下进行。使弹性体流入模腔会形成以下的至少一种:圆形垫圈、带柄的垫圈、矩形垫圈、容器帽、烧瓶架的一部分或手工工具的手柄。使弹性体流动可以包括使液体弹性体例如液体硅氧烷或液体全氟聚醚流动。
21.在本发明的另一实施方案中,经配置来支撑烧瓶的烧瓶架包含基座圈和多个支架。基座圈经配置来支撑烧瓶的下部。每个支架固定至基座圈,并且从该基座圈向外延伸。每个支架包含主体、格栅和弹性支脚。主体包含固定至基座圈的第一端部。支脚部与第一端部相对。格栅在支脚部内形成,并且包含形成开放网孔框架的多个元件,该框架在该框架的相邻元件之间限定出多个空隙。弹性支脚由弹性体形成,并且位于格栅周围和格栅的空隙内。支脚经配置来具有表面以相对于该表面支撑主体。
22.在实施方案中,第一端部包含连接接头(attachment tab)。连接接头固定至基座
圈的支架。多个支架可以包含四个支架。主体和每个支架的格栅可以单体成形。格栅的每个空隙的尺寸可以是0.05mm至5mm。弹性区可以包含热固性弹性体或热塑性弹性体。
23.在一些实施方案中,烧瓶架包含多个烧瓶臂。每个烧瓶臂可以从基座圈延伸,并且经配置来将烧瓶的下部固定至基座圈。
24.在本发明的另一实施方案中,一种制造烧瓶架的方法包括将包含主体和格栅的支架置于模腔内,并且至少该格栅位于模具内。格栅包含形成开放网孔框架的多个元件,该框架在该框架的相邻元件之间限定出多个空隙。该方法还包括使弹性体流入模腔内,并且使该弹性体流过格栅的空隙和该格栅的周围。
25.在实施方案中,该方法包括增材制造格栅或主体。格栅和主体可以作为单体结构来增材制造。该方法可以包括3d打印主体和格栅。3d打印格栅可以包括包含交联的氰酸酯或交联的聚氨酯的格栅。
26.在一些实施方案中,将格栅置于模腔内包括尺寸为0.05mm至5mm的多个空隙。使弹性体流入模腔在格栅不经表面处理的情况下进行。使弹性体流动可以包括使液体弹性体例如液体硅氧烷或液体全氟聚醚流动。
27.在某些实施方案中,该方法包括将支架固定至基座圈。将支架固定至基座圈可以包括将该支架的连接接头插入该基座圈中限定的凹处。
28.此外,在一致的程度上,本文所述的任何方面可以与本文所述的任何或全部的其他方面一起使用。
附图说明
29.在下文中参考附图来描述本发明的不同方面,其被引入并且构成本说明书的一部分,其中:
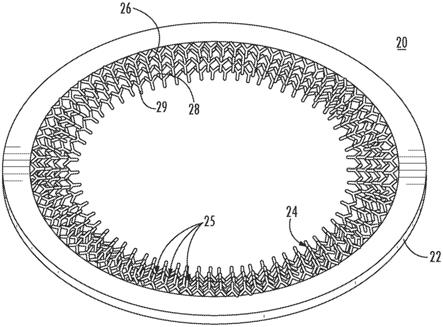
30.图1是根据本发明一个实施方案提供的弹性垫圈的透视图;
31.图2是图1的垫圈的主体的透视图;
32.图3是沿着图1的截面线3-3截取的截面图;
33.图4是根据本发明一个实施方案的制造图1的垫圈的方法的流程图;
34.图5是根据本发明一个实施方案提供的另一弹性垫圈的透视图;
35.图6是图5的垫圈的主体的透视图;
36.图7是根据本发明一个实施方案提供的另一弹性垫圈的透视图;
37.图8是沿着图7的截面线8-8截取的截面图;
38.图9是图7的垫圈的主体的透视图;
39.图10是根据本发明一个实施方案提供的容器帽的透视图;
40.图11是图10的容器帽的纵向截面图;
41.图12是根据本发明一个实施方案提供的另一容器帽的透视图;
42.图13是根据本发明一个实施方案提供的烧瓶架的透视图;
43.图14是图13的烧瓶架的支架的透视图;
44.图15是根据本发明一个实施方案提供的另一烧瓶架的透视图;
45.图16是图15的烧瓶架的支架的侧视图;
46.图17是图16的支架的框架的底视图;
47.图18是根据本发明一个实施方案提供的手工工具的透视图;
48.图19是沿着图18的截面线19-19截取的截面图;和
49.图20是图18的手工工具的手柄的侧视图。
具体实施方式
50.现在将更详细地参考附图所示的其实施方案来描述本发明,其中相同的附图标记表示几个图每个中相同或相应的元件。描述这些示例性实施方案,从而本发明将是彻底和完全的,并且将本发明的范围完全传递给本领域技术人员。实际上,本发明可以体现为许多不同的形式,并且不应当解释为限制到本文所述的实施方案;相反地,提供这些实施方案,从而本发明将满足适用的法律要求。如说明书和所附权利要求书中所使用,单数形式“一个”、“一种”、“该”等包含复数指代物,除非上下文另有清楚指示。同样,虽然本文可以参考定量的测量、值、几何关系等,但是除非另有规定,否则任何一种或多种(如果不是它们的全部)可以是绝对或近似的,来说明会发生的可接受的变化,例如由于制造或工程公差等的那些。
51.现在参见图1和2,提供了根据本发明一个实施方案的复合材料垫圈10。垫圈10包含框架20和弹性区30。提供框架20,当与完全由模制弹性体形成的垫圈相比时,来增加垫圈10的刚度或增加垫圈10的保持力。框架20可以是硬质的,或者可以是软质的。框架20可以由热塑性体、聚砜、聚醚醚酮、热固性体或金属形成。例如,合适的热塑性体可以包括聚酰胺,合适的热固性体可以包括丙烯酸树脂、聚氨酯或氰酸酯,并且合适的金属可以包括不锈钢、铜和铝。
52.具体参考图2,框架20包含主体22和格栅24。主体22形成圈,并且格栅24从该圈的内表面向内延伸。主体22和格栅24彼此整体成形。在一些实施方案中,主体22和格栅24彼此单体成形。例如,主体22和格栅24可以通过增材制造方法形成,例如3d打印。主体22是基本上实心的,并且可以在包注模制后暴露于外部环境。具体地,部分或整个的主体22可以不用弹性体包注模制。可选地,部分或整个的主体22可以用弹性体包注模制。
53.格栅24形成开孔结构,并且经配置来用弹性体包注模制以在其周围形成弹性区30。格栅24通过形成开放网孔框架的多个元件或臂来形成。格栅24在相邻臂之间遍布地限定出多个开口或空隙25。臂可以是具有圆形截面的圆柱体,或者可以具有三角形、矩形、五边形、六边形或其他多边形截面。臂可以形成开放的立方体框架、开放的锥体框架或其他开放框架。确定空隙25的尺寸来使弹性体流过格栅24的空隙25和在格栅24的内部和周围凝固或硬化。在实施方案中,空隙25的尺寸可以是0.05mm至5mm。
54.格栅24可以限定与主体22相邻的肋段26和从肋段26远离主体22延伸的凸缘段28。肋段26可以具有大于凸缘段28的厚度。在某些实施方案中,格栅24可以包含在凸缘段28中远离主体22的锥形端29。在一些实施方案中,格栅24具有从主体22到格栅24的端29的基本上均匀的厚度。
55.另外参见图3,为了在格栅24的周围形成弹性区30,将模具40固定在格栅24的周围,并且格栅24位于由模具40限定的模腔42内。如所示的,模具40与主体22形成密封体,并且主体22处于模腔42的外部。在一些实施方案中,部分或整个的主体22可以位于模具40的模腔42内。
56.当弹性区30在格栅24上模制时,弹性区30包含肋36和凸缘38。肋36和凸缘38的尺寸取决于模具40的模腔42。弹性区30可以包含肋36,甚至当格栅24具有从主体到格栅24的端29的基本上均匀厚度时,即当格栅24不包含肋段26时。
57.现在参见图4,描述了根据本发明一个实施方案的形成复合材料制品50的方法,并且参考图1-3的垫圈10和模具40。虽然方法50就垫圈10来详述,但是方法50可以用于形成多个复合材料制品,包括但不限于垫圈、手柄、防滑支脚,容器的帽或盖或者手工工具的手柄。
58.初始时,使框架20形成期望形状(步骤52)。框架20的期望形状会取决于多个因素,其包括但不限于最终复合材料制品例如垫圈10的期望形状;最终制品的弹性区的形状;最终复合材料制品的期望刚度;和与最终复合材料制品相关的其他性能因素。框架20的期望形状包含主体区22的形状和格栅24的形状。格栅24的形状包含格栅24的外尺寸和格栅24的空隙25的尺寸。格栅24的空隙25的尺寸可以取决于格栅24的形状的复杂性,要包含弹性区30的弹性体,弹性区30的期望刚度,形成格栅24的材料,和/或弹性区30的期望性能特性。形成包含格栅24的框架20可以包括以增材制造方法形成格栅24。例如,格栅24可以是3d打印的,并且可以由交联的氰酸酯或交联的聚氨酯形成。
59.在框架20形成后,将框架20置于模具40内,并且至少格栅24位于模具40的模腔42内(步骤54)。弹性体然后注入模具40的模腔42来包注模制至少框架20的格栅24(步骤56)。在弹性体注入模具40时,弹性体流过格栅24的周围和流过格栅24的空隙25,以使得该弹性体在格栅24的周围和内部模制。当弹性体在模具40内凝固或硬化时,该弹性体可以结合到格栅24来形成垫圈10的弹性区30。弹性体可以作为液体例如液体硅氧烷或液体全氟聚醚流过模具40。
60.当弹性体充分硬化后,将垫圈10从模具40取出(步骤58)。弹性体可以是热固性或热塑性的。例如,合适的热塑性弹性体可以包含苯乙烯-异丁烯-苯乙烯的嵌段共聚物,santoprene
tm
,乙烯丙烯二烯三元共聚物(epdm)和聚丙烯的共混物,或热塑性聚氨酯,和合适的热固性弹性体可以包含硅氧烷例如硅氧烷(vmq),苯基硅氧烷(pmvq),全氟聚醚弹性体,聚氨酯,全氟化弹性体(ffkm),或氟弹性体(fkm)。
61.与没有格栅24的主体22相比,格栅24提供了用于弹性体结合的增加的表面积,以使得弹性区30形成对框架20的改进的结合。改进的结合可以是弹性区30和框架20之间提高的机械连接的结果。由格栅24提供的改进的结合可以改进弹性区30的耐久性,并且可以改进格栅24和弹性区30之间的剥离强度,来减少框架20和弹性区30之间脱层的可能性。另外,弹性区30内的格栅24会增加弹性区30的韧度。弹性区30增加的韧度可以是由格栅24提供的对弹性区30的微增强的结果。
62.此外,弹性体和格栅24之间增加的表面积会允许格栅24包注模制,而无需表面处理格栅24。取消与传统的包注模制相关的处理步骤会减少生产复合材料制品例如垫圈10的步骤的数目;因而可以降低包注模制弹性体制品的成本。
63.在包注模制弹性体制品的一部分被压缩的一些实施方案中,格栅24会改进被压缩部分的挤出阻力。例如,在使用中,垫圈10的凸缘38可以在两个元件之间被压缩,并且形成穿过垫圈10的路径12(图1)。格栅24可以改进凸缘38挤入路径12中的挤出阻力,同时保持压缩凸缘38的两个元件之间的密封。
64.现在参见图5和6,提供了根据本发明一个实施方案的另一复合材料垫圈110。垫圈
110类似于上面详述的垫圈10,具有带有类似标记并且“1”在之前标记前面的类似元件。出于简要的原因,本文仅详述垫圈110和垫圈10之间的差异。垫圈110包含框架120和弹性区130。弹性区130类似于上面详述的弹性区30。
65.具体参见图6,框架120包含彼此整体成形的主体122、柄123和格栅124。在一些实施方案中,主体122、柄123和格栅124彼此单体成形。例如,主体122、柄123和格栅124可以通过增材制造方法例如3d打印形成。主体122和柄123是基本上实心的,并且可以在包注模制后暴露于外部环境。具体地,部分或整个的主体122或柄123可以不用弹性体包注模制。可选地,部分或整个的主体122或整个柄123可以用弹性体包注模制。
66.柄123可以提供表面来抓住垫圈110。柄123可以是软质的,或者可以是硬质的。主体122可以包含三个柄123,如所示的,或者可以包含少至一个柄123或多于三个柄123。柄123可以在主体122的圆周的30度到360度范围内延伸。
67.现在参见图7-9,提供了根据本发明一个实施方案的另一复合材料垫圈210。垫圈210类似于上面详述的垫圈10,具有带有类似标记并且“2”在之前标记前面的类似元件。出于简要的原因,本文仅详述垫圈210和垫圈10之间的差异。垫圈210包含框架220和弹性区230。弹性区230类似于上面详述的弹性区30。
68.具体参见图7-9,框架220包含彼此整体成形的主体222和格栅224。在一些实施方案中,主体222和格栅224彼此单体成形。例如,主体222和格栅224可以通过增材制造方法例如3d打印形成。主体222是基本上实心的,并且完全用弹性体包注模制。在一些实施方案中,部分或整个的主体22可以在包注模制后暴露于外部环境。具体地,部分或整个的主体222可以不用弹性体包注模制。
69.主体222形成矩形形状,具有通过主体222限定的路径212。格栅224从主体222朝着路径212延伸,如图9所示。主体222或格栅224可以限定凹处227,其与主体222的每个拐角相邻,并且处于主体222的拐角之间的一处或多处。格栅224的结构基本上类似于上面就垫圈10详述的格栅24的结构。
70.现在参见图10和11,提供了根据本发明一个实施方案的复合材料容器帽310。容器帽310包含框架或主体320和弹性区或密封体330。主体320包含侧壁322和侧壁322的一端处的端盖323。端盖323是圆形或圆盘形的,并且侧壁322围绕端盖323的圆周并在远离端盖323的方向上延伸。侧壁322的内表面可以带有螺纹并且经配置来与容器颈部螺纹连接以封闭穿过该颈部的容器开口。可选地,侧壁322的内表面可以包含结构例如卡扣环或凸起,其经配置来通入和固定至容器颈部以封闭穿过该颈部的容器开口。端盖323可以限定从中穿过的一个或多个端口326,并且每个端口326接纳从中穿过的管340。管340可以通过弹性密封体330来密封结合。在一些实施方案中,端盖323是实心圆盘,并且不包含端口326。
71.具体参见图11,主体320还包含从端盖323延伸且位于侧壁322内的格栅324。如所示的,格栅324也连接到侧壁322;但是,在一些实施方案中,格栅324可以与侧壁322隔开。格栅324从端盖323延伸侧壁322长度的一部分,并且经配置来接纳弹性体以形成弹性密封体330。格栅324可以限定穿过端盖323的端口326的部分,并且接纳从中穿过的管340的部分。格栅324的结构基本上类似于上面就垫圈10详述的格栅24的结构。
72.侧壁322、端盖323和格栅324彼此整体成形。在一些实施方案中,侧壁322、端盖323和格栅324彼此单体成形。例如,侧壁322、端盖323和格栅324可以通过增材制造方法例如3d
打印来形成。侧壁322和端盖323是基本上实心的,并且可以在包注模制后暴露于外部环境。具体地,部分或整个的侧壁322或端盖323可以不用弹性体包注模制。可选地,部分或整个的侧壁322或整个端盖323可以用弹性体包注模制。
73.弹性密封体330位于侧壁323内,并且用格栅324包注模制。弹性密封体330可以与穿过端口326的管340形成密封,并且将管340固定在端口326内。弹性密封体330可以经配置来与接纳在侧壁322内的容器颈部形成密封,并且在穿过该颈部的容器开口的周围形成密封。
74.格栅324会改进在弹性密封体330和管340之间或者在弹性密封体330和容器颈部之间形成的密封体的品质。例如,格栅324会改进弹性密封体330进入端口326的挤出阻力,以改进管340在端口326内的压缩。
75.现在参见图12,提供了根据本发明一个实施方案的另一复合材料容器帽360的框架320。容器帽360类似于容器帽310,而为了简要起见,本文仅详述差别。
76.容器帽360的框架或主体320包含在端盖323的外周周围的格栅324,以使得端盖323的中心部分323a不包含格栅324。格栅324可以经配置来位于端盖323与容器颈部结合的部分的周围。当框架320是包注模制的时,弹性区(未示出)不在中心部分323a上延伸,并且仅在框架包含格栅的部分上模制。
77.现在参见图13和14,提供了根据本发明一个实施方案的具有复合材料支脚430的摇动烧瓶架400。架400包含上部圈402、基座圈404、基座406和支架410。基座圈404固定至基座406,并且上部圈402负载于其上,并且与基座圈404和基座406轴向对齐。基座406的形状是圆形,并且形成圆盘。基座圈404固定至基座406,并且可以位于基座406上面。基座圈404可以经配置来在烧瓶摇动时保持烧瓶例如锥形烧瓶(erlenmeyer flask)的下部。基座406可以经配置来充当烧瓶的下部的托架,同时在架400和烧瓶摇动时允许该下部沿着其表面滑动。
78.支架410从基座406或基座圈404延伸到上部圈402。每个支架410可以固定至基座406,特别是基座406的下表面。另外地或可选地,每个支架410可以固定至基座圈404。每个支架410包含上部钩412,其可解除地连接至上部圈402。在烧瓶接纳在基座406上和基座圈404内之后,上部钩412使上部圈402固定至基座406。上部圈402经配置来防止接纳在架400内的烧瓶在烧瓶摇动时倾翻或颠倒或者保持平衡布置。上部圈402的直径可以等于基座圈404的直径,或者直径可以明显小于基座圈404的直径。上部圈402的直径可以通过接纳在架400内的烧瓶颈部的直径来确定。
79.上部圈402、基座圈404和基座406可以由多种材料构成,包含金属例如铝或钢,塑料例如热塑性或热固性塑料。上部圈402、基座圈404和基座406是硬质的,并且可以用材料包覆以减小对接纳在架400内的烧瓶的冲击力。
80.每个支架410包含主体420和模制弹性区或支脚430。具体参见图13,主体420包含在一个端部处的上部钩412和包含在与上部钩412相对的另一端部处的格栅424。格栅424从主体420的下端部向外延伸。格栅424可以完全延伸到支架410的端部,或者可以与支架410的端部隔开终止。格栅424的结构基本上类似于上面就垫圈10详述的格栅24的结构。
81.主体420可以与上部钩412整体成形,并且格栅424彼此整体成形。在一些实施方案中,整个主体420单体成形。例如,主体420可以通过增材制造方法例如3d打印来形成。主体
420可以是基本上实心的,并且其一部分在包注模制后暴露于外部环境。具体地,部分的主体420可以不用弹性体包注模制。可选地,整个主体420可以用弹性体包注模制。
82.弹性区或弹性支脚430通过用弹性体包注模制格栅424来形成。例如,每个支架410的下端部可以位于模具内,从而格栅424位于模具的模腔内。弹性体然后流过模腔,从而该弹性体流过格栅424的空隙428和格栅424的周围。当弹性体硬化时,弹性支脚430在格栅424上形成,从而弹性支脚430在格栅424上包注模制。
83.在使用中,弹性支脚430经配置来接触表面和支撑架400。支脚430可以经配置来接触摇动板或平台,并且抵抗架440相对于摇动板或平台的移动。与没有格栅424的支脚相比,每个支脚430内的格栅424会改进支脚430的耐久性。每个支脚430内的格栅424会改进支脚430和主体420之间的剥离强度,来抵抗支脚430与主体420的分离或脱层。
84.现在参见图15-17,提供了根据本发明一个实施方案的另一摇动烧瓶架500,其具有复合材料支脚530(图16)。架500包含烧瓶臂502、基座圈504和支架510。烧瓶臂502从基座圈504延伸,并且经配置来将烧瓶固定至烧瓶架500。具体地,在烧瓶摇动时,烧瓶臂502经配置来保持烧瓶例如锥形烧瓶的下部。烧瓶臂502经配置来防止接纳在架500内的烧瓶在操作烧瓶时倾翻或颠倒。烧瓶臂502可以从与每个支架510相邻的基座圈504延伸。烧瓶臂502可以是回弹性的,来在烧瓶接纳在架500上时向外挠曲,和与烧瓶结合以将该烧瓶固定至烧瓶架500。如所示的,架500包含在基座圈504周围径向间隔的四个烧瓶臂502和四个支架510。在一些实施方案中,架500包含三个烧瓶臂502或三个支架510,和在一些实施方案中,架500包含多于四个烧瓶臂502或多于四个支架510。在某些实施方案中,架500包含不同数目的烧瓶臂502和支架510。
85.基座圈504经配置来充当烧瓶的下部的托架,同时允许该下部在架500和烧瓶摇动时沿着其表面滑动。支架510从基座圈504向外延伸。每个支架510通过连接接头527固定至基座圈504,连接接头527从支架510的一端延伸并且经配置来将支架510固定至基座圈504。基座圈504可以限定凹处,其经配置来在其中接纳连接接头527。连接接头527可以通过紧固件固定至基座圈504,可以通过粘结剂固定至基座圈504,和/或可以焊接例如超声波焊接至基座圈504。
86.烧瓶臂502和基座圈504可以由多种材料构成,包括金属例如铝或钢,塑料例如热塑性或热固性塑料。烧瓶臂502和基座圈504是基本上硬质的,并且可以用材料涂覆来降低与接纳在架500内的烧瓶的冲击力。
87.每个支架510包含框架或主体522和模制弹性区或支脚530。具体参见图17,主体522包含在支架510与连接接头527相对的一端处的支脚部523。支脚部523包含延伸到支架510的支脚部523中的格栅524。格栅524可以从主体522的下表面向外延伸。格栅524的结构基本上类似于上面就垫圈10详述的格栅24的结构。
88.主体522可以与格栅524整体成形。在一些实施方案中,整个主体522单体成形。例如,主体523可以通过增材制造方法例如3d打印形成。主体523可以是基本上实心的,并且它的部分在包注模制后暴露于外部环境。具体地,主体522的部分可以不用弹性体包注模制。可选地,整个主体522可以用弹性体包注模制。
89.弹性区或弹性支脚530通过用弹性体包注模制格栅524来形成。例如,每个支架510的支脚部523可以位于模具内,从而格栅524位于模具的模腔内。弹性体然后流过模腔,从而
弹性体流过格栅524的空隙528和格栅524的周围。当弹性体硬化时,弹性支脚530在格栅524上形成,从而弹性支脚530在格栅524上模制。
90.在使用中,弹性支脚530经配置来接触表面和支撑架500。支脚530可以经配置来接触摇动板或平台和抵抗架500相对于摇动板或平台的移动。与没有格栅524的支脚相比,每个支脚530内的格栅524可以改进脚530的耐久性。每个支脚530内的格栅524可以改进支脚530和主体523之间的剥离强度,来抵抗支脚530与主体523的分离或脱层。
91.现在参见图18-20,提供了根据本发明一个实施方案的手工工具600,其包含复合材料手柄610。如所示的,手工工具600是螺丝刀;但是,可以想到模制弹性手柄610可以用于许多手工工具,包括但不限于螺丝刀、钳子、手术工具、刀具、厨房工具、木工工具、金属加工工具、实验室装置等。
92.手工工具600包含具有工作部分604的杆602,和杆尾606。杆尾606可以包含固定结构,其从杆尾606径向向外延伸,或者限定在杆尾606内,例如是凹处,并且经配置来改进手柄610到杆尾606的固定。例如,杆尾606可以包含多个翅片(未示出),其径向布置在杆尾606的周围。另外地或可选地,杆尾606的表面可以是粗糙的,来增强弹性区630与杆尾606的结合力。虽然手工工具600的杆尾606显示为线性杆尾;但是在一些实施方案中,杆尾可以是弯曲的,形成环,形成钩等。另外,杆尾606可以没有连接结构。杆尾606可以包含多个纵向凹槽(未示出),其经配置来在模制过程中接纳弹性体。
93.手柄610包含框架620和弹性区630。框架620位于形成弹性区630的弹性体内,并且通过该弹性体包注模制。框架620包含主体622和限定从中穿过的通道627的格栅624,通道627经配置来接纳杆尾606。如所示的,格栅624在主体622之间延伸和在主体622之间形成网。在一些实施方案中,格栅624在主体622之间形成壳,并且限定主体622之间的空芯。空芯可以用弹性体填充。格栅624可以在通道627的周围用弹性体形成外壳。格栅624的结构和形成基本上类似于上面就垫圈10详述的格栅24的结构和形成。
94.在格栅624位于杆尾606上时,将模具置于杆尾606和格栅624上。弹性体然后流入模具的模腔和在格栅624和杆尾606周围流动来形成手柄610的弹性区630。弹性体机械连接至格栅624,其能够改进手柄610的耐久性。另外,格栅624会增强弹性区630来改进对杆尾606的保持力和固定。
95.虽然附图已经显示了本发明的几个实施方案,但是本发明并非打算限于此,而目的是本发明的范围宽到本领域所允许的范围,并且说明书进行同样的解读。上述实施方案的任意组合也是能够想到的,并且处于所附权利要求书的范围内。所以,上述说明书不应当解释为限制性的,而仅是具体实施方案的示例。本领域技术人员将能够想到处于所附权利要求书的范围内的其他改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1