组装式纸容器的制作方法
1.本发明的实施方式涉及组装式纸容器。
背景技术:
2.已知有如下的组装式纸容器:由以纸为主原料的纸制的坯片来组装在上端具有凸缘部的托盘状的容器主体。在组装式纸容器中,有时在容器主体的内表面和凸缘部的上表面上粘贴具有树脂性的热塑性树脂薄膜(专利文献1和专利文献2)。带树脂薄膜的组装式纸容器由于具有树脂性,因此主要被用作收纳食品等的托盘或碗。
3.另外,与塑料容器相比,组装式纸容器是能够抑制例如在环境中产生的二次微塑料产生等、能够考虑到环境的产品。而且,也能够从容器主体剥离树脂薄膜,也能够进行树脂薄膜与容器主体即纸的分类,也能够进行树脂薄膜和容器主体各自的再循环。从这些优点出发,也期待将例如map(modified atmosphere packaging)应用于组装式纸容器而将其用作食品等的包装容器和食品等的保存容器。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开平6-293334号公报
7.专利文献2:日本特开2019-172339号公报
技术实现要素:
8.发明要解决的课题
9.组装式纸容器例如是层叠50个等单位个数而出厂的。但是,当将组装式纸容器层叠时,上层侧的容器的重量会施加于下层侧的容器。因此,存在在下层侧的容器中收纳部彼此嵌合很深而难以分离容器这样的情况。
10.本发明的实施方式提供即使层叠也能够抑制难以分离容器的情况的组装式纸容器。
11.用于解决课题的手段
12.本发明的第1方式的组装式纸容器由以纸为主材料的坯片组装而成,特征在于,所述组装式纸容器具有:底面;多个侧面,该多个侧面从所述底面立起;以及凸缘部,其与所述多个侧面连接,在组装后该凸缘部的上表面齐平,在所述凸缘部的下方的所述侧面设置有肋部,该肋部在高度方向上具有厚度,从所述侧面朝向所述凸缘部的边缘延伸。
13.本发明的第2方式的组装式纸容器在第1方式的基础上,特征在于,所述肋部与一个所述侧面一体成型,与所述侧面一体成型的所述肋部相对于所述侧面是平坦的。
14.本发明的第3方式的组装式纸容器在第2方式的基础上,特征在于,所述肋部的上端部分与所述侧面一同朝向所述凸缘部的边缘弯折。
15.本发明的第4方式的组装式纸容器在第1方式的基础上,特征在于,所述肋部与一个所述侧面一体成型,与所述侧面一体成型的所述肋部相对于所述侧面弯折。
16.本发明的第5方式的组装式纸容器在第1方式至第4方式中的任意1个方式的基础上,特征在于,所述肋部的上端角部带圆角。
17.本发明的第6方式的组装式纸容器在第1方式至第5方式中的任意1个方式的基础上,特征在于,所述肋部的下端按照使所述高度方向的厚度朝向所述凸缘部的边缘变薄的方式倾斜。
18.本发明的第7方式的组装式纸容器在第1方式至第6方式中的任意1个方式的基础上,特征在于,所述多个侧面包含:多个凸缘部成型用侧面;以及粘合用侧面,其供所述凸缘部成型用侧面彼此粘合,所述肋部与所述粘合用侧面一体成型。
19.本发明的第8方式的组装式纸容器由以纸为主材料的坯片组装而成,特征在于,所述组装式纸容器具有:底面;多个侧面,该多个侧面从所述底面立起;以及凸缘部,其与所述多个侧面连接,在组装后该凸缘部的上表面齐平,所述多个侧面包含:多个凸缘部成型用侧面;以及粘合用侧面,其供所述凸缘部成型用侧面彼此粘合,在所述凸缘部的下方的所述粘合用侧面设置有肋部,该肋部是将所述粘合用侧面的中间部分按照在高度方向上产生厚度的方式进行谷折而得到的。
20.本发明的第9方式的组装式纸容器由以纸作为主材料的坯片组装而成,特征在于,所述组装式纸容器具有:底面;多个侧面,该多个侧面从所述底面立起;以及凸缘部,其与所述多个侧面连接,在组装后该凸缘部的上表面齐平,所述多个侧面具有:多个凸缘部成型用侧面;以及粘合用侧面,其供所述凸缘部成型用侧面彼此粘合,在所述凸缘部的下方的所述凸缘部成型用侧面设置有肋部,该肋部包含将位于划分所述凸缘部与所述侧面的峰折部分的中间的中间区间按照在高度方向上产生厚度的方式朝向所述凸缘部的下方进行谷折而得到的谷折成型部和对所述凸缘部成型用侧面进行峰折而得到的峰折成型部,使所述谷折成型部的长度与所述峰折成型部的长度不同,使所述凸缘部与所述肋部重叠。
21.发明效果
22.第1方式至第7方式的组装式纸容器在凸缘部的下方的侧面具有肋部,该肋部在高度方向上具有厚度,从侧面朝向凸缘部的边缘延伸。肋部利用高度方向的厚度而使下层侧的组装式纸容器与上层侧的组装式纸容器分开。由此,抑制了收纳部彼此嵌合很深的情况。因此,根据第1方式至第7方式的组装式纸容器,能够得到即使堆叠也能够抑制难以分离容器的情况的组装式纸容器。
23.第8方式的组装式纸容器在凸缘部的下方的粘合用侧面具有肋部,该肋部是将粘合用侧面的中间部分按照在高度方向上产生厚度的方式进行谷折而得到的。肋部利用高度方向的厚度而使下层侧的组装式纸容器与上层侧的组装式纸容器分开。由此,抑制了收纳部彼此嵌合很深的情况。因此,根据第8方式的组装式纸容器,能够得到即使层叠也能够抑制难以分离容器的情况的组装式纸容器。
24.第9方式的组装式纸容器在凸缘部的下方的凸缘部成型用侧面具有肋部,该肋部包含将位于划分凸缘部与侧面的峰折部分的中间的中间区间按照在高度方向上产生厚度的方式朝向凸缘部的下方进行谷折而得到的谷折成型部和对凸缘部成型用侧面进行峰折而得到的峰折成型部。肋部利用高度方向的厚度而使下层侧的组装式纸容器与上层侧的组装式纸容器分开。因此,根据第9方式的组装式纸容器,能够得到即使层叠也能够抑制难以分离容器的情况的组装式纸容器。而且,根据第9方式的组装式纸容器,使谷折成型部的长
度与肋部的峰折成型部的长度不同,使凸缘部与肋部重叠。由此,也能够抑制上层侧的组装式纸容器的肋部与下层侧的组装式纸容器的肋部嵌合的情况。
附图说明
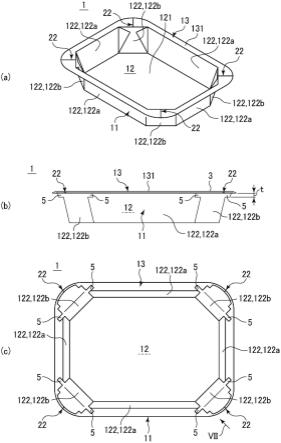
25.图1的(a)是示出第1实施方式的组装式纸容器的一例的立体图。图1的(b)是示出第1实施方式的组装式纸容器的一例的侧视图。图1的(c)是示出第1实施方式的组装式纸容器的一例的仰视图。
26.图2是示出坯片的一例的俯视图。
27.图3是示出使用顶部密封件覆盖了收纳部的一例的俯视图。
28.图4的(a)是将参考例的组装式纸容器层叠时的侧视图。图4的(b)是将第1实施方式的组装式纸容器层叠时的侧视图。
29.图5是示出第1变形例的组装式纸容器的一例的仰视图。
30.图6是示出第2变形例的组装式纸容器的一例的仰视图。
31.图7的(a)和图7的(b)是示出第1实施方式的组装式纸容器的肋部的侧视图。图7的(c)是示出第3变形例的组装式纸容器的肋部的侧视图。
32.图8的(a)和图8的(b)是示出第2变形例的组装式纸容器的肋部的侧视图。图8的(c)是示出第4变形例的组装式纸容器的肋部的侧视图。
33.图9是示出第2实施方式的组装式纸容器的肋部的一例的剖视图。
34.图10是示出第3实施方式的组装式纸容器的一例的侧视图。
35.图11的(a)是示出肋部的俯视图。图11的(b)是沿着图11的(a)中的xib-xib线的剖视图。图11的(c)是沿着图11的(a)中的xic-xic线的剖视图。
具体实施方式
36.以下,参照附图对本发明的几个实施方式进行说明。在各图中,对共通的部分标注共通的参照标号,省略重复说明。
37.第1实施方式
38.(组装式纸容器)
39.图1的(a)是示出第1实施方式的组装式纸容器的一例的立体图。图1的(b)是示出第1实施方式的组装式纸容器的一例的侧视图。图1的(c)是示出第1实施方式的组装式纸容器的一例的仰视图。图2是示出坯片的一例的俯视图。
40.图1的(a)~图1的(c)所示的组装式纸容器1由图2所示的坯片2组装而成。坯片2以纸为主材料。在图2中,虚线表示“谷折”,单点划线表示“峰折”。谷折线和峰折线例如由打孔线、半切割、格线等构成。另外,粗实线表示“切口”。通过对坯片2实施“谷折”和“峰折”而获得组装式纸容器1。
41.组装式纸容器1包含容器主体11和树脂性薄膜3。容器主体11包含收纳部12和凸缘部13。容器主体11具有底面121和从底面121立起的多个侧面122。收纳部12由底面121和多个侧面122构成。在本实施方式中,侧面122具有8个。侧面122只要有3个以上就能够构成收纳部12。在本实施方式中,侧面122在收纳部12的周围交替地包含有4个凸缘部成型用侧面122a和4个粘合用侧面122b。粘合用侧面122b是供凸缘部成型用侧面122a彼此粘合的侧面。
收纳部12在俯视时为矩形,粘合用侧面122b对应配置于矩形的收纳部12的四角。
42.凸缘部13以从收纳部12朝向外侧的方式连接于各个侧面122的上端。凸缘部13具有上表面131。凸缘部13的上表面131在组装后齐平。在凸缘部13的上表面131上具有间隙22。间隙22是由于组装后坯片2的端面21彼此接近而在上表面131上产生的。
43.树脂性薄膜3覆盖收纳部12的内表面、侧面122的内表面以及凸缘部13的上表面131。树脂性薄膜3例如选择具有水密性和气体解吸性的树脂性薄膜。这样的树脂性薄膜3的一例例如是热塑性树脂的薄膜。作为热塑性树脂的薄膜的例子,可以列举聚乙烯(pe)、聚丙烯(pp)等聚烯烃、聚氯乙烯、聚对苯二甲酸乙二醇酯(pet)等聚酯、乙烯-乙酸乙烯酯共聚物(eva)、乙烯-丙烯酸共聚物、聚酰胺、聚偏氯乙烯、聚苯乙烯、聚碳酸酯、聚丁烯、聚乙烯醇等。树脂性薄膜3可以是上述材料中的任意材料的单一薄膜,也可以是混合了多种上述材料的薄膜。另外,树脂性薄膜3可以是单层的薄膜,也可以是层叠了多层的层叠薄膜。
44.图3是示出使用顶部密封件覆盖了收纳部的一例的俯视图。
45.如图3所示,组装式纸容器1通过使用顶部密封件4覆盖收纳部12而能够包装食品等并将其收纳于收纳部12内。顶部密封件4粘贴于凸缘部13的上表面131上的树脂性薄膜3。由此,顶部密封件4覆盖收纳部12。在将顶部密封件4粘贴于树脂性薄膜3时,顶部密封件4被按压机的按压器(例如密封头)按压。按压机在按压区域32所示的区域中按压顶部密封件4。
46.组装式纸容器1在凸缘部13的下方的侧面122具有肋部5。肋部5在高度方向上具有厚度t,从侧面122朝向凸缘部13的边缘延伸。本实施方式的肋部5与1个侧面122一体成型,与侧面122一体成型的肋部5相对于侧面122是平坦的。
47.另外,本实施方式的肋部5与粘合用侧面122b一体成型。如图2所示,成型于粘合用侧面122b的肋部5能够通过在坯片2的状态下使粘合用侧面122b的一部分朝向凸缘部成型用侧面122a呈例如舌片状突出来获得。由此,肋部5能够与凸缘部成型用侧面122a和粘合用侧面122b一同从1张坯片2获得。
48.进而,一体成型有肋部5的粘合用侧面122b在凸缘部成型用侧面122a的外侧将凸缘部成型用侧面122a彼此粘合起来。由此,能够使肋部5在凸缘部13的下方在凸缘部成型用侧面122a的外侧朝向凸缘部13的边缘突出。
49.接下来,对第1实施方式的组装式纸容器1能够得到的代表性的效果进行说明。
50.图4的(a)是将参考例的组装式纸容器层叠时的侧视图。图4的(b)是将第1实施方式的组装式纸容器层叠时的侧视图。
51.如图4的(a)所示,参考例的组装式纸容器1r没有肋部。因此,当将组装式纸容器1r层叠时,上层侧的组装式纸容器1r的重量施加于下层侧的组装式纸容器1r。因此,在下层侧的组装式纸容器1r中,收纳部12彼此嵌合很深,难以分离组装式纸容器1r。
52.相对于这样的参考例,第1实施方式的组装式纸容器1具有肋部5。在将组装式纸容器1层叠时,肋部5利用高度方向的厚度t而使下层侧的组装式纸容器1与上层侧的组装式纸容器1分开。高度方向的厚度t比收纳部12的深度薄。而且,将组装式纸容器1彼此分开的间隔能够根据高度方向的厚度t的值而任意设定。由此,与参考例相比,抑制了收纳部12彼此嵌合很深的情况。因此,根据组装式纸容器1,能够得到即使层叠也能够抑制难以分离组装式纸容器1的情况的组装式纸容器1。
53.接下来,对第1实施方式的组装式纸容器的几个变形例进行说明。
54.(第1变形例)
55.图5是示出第1变形例的组装式纸容器的一例的仰视图。图5所示的仰视图对应于图1的(c)所示的仰视图。
56.如图5所示,在肋部5与1个侧面122一体成型的情况下,肋部5的上端部分5u也可以与侧面122一同朝向凸缘部13的边缘弯折。在该变形例中,将肋部5的上端部分5u与粘合用侧面122b一同弯折。
57.在将肋部5的上端部分5u与侧面122一同弯折时,肋部5的上端部分5u在凸缘部13的下方与侧面122成为一体。在该例子中,上端部分5u与粘合用侧面122b成为一体。因此,与不将上端部分5u与粘合用侧面122b一同弯折的情况相比,在肋部5产生与欲使肋部5变形的力相抵抗的力。因此,肋部5的刚性进一步提高。通过肋部5的刚性进一步提高,能够抑制在将组装式纸容器1层叠时肋部5因组装式纸容器1的重量而变形。例如,当肋部5变形时,肋部5有可能落入收纳部12内,收纳部12彼此会嵌合很深。根据第1变形例,能够进一步抑制这样的可能性。
58.(第2变形例)
59.图6是示出第2变形例的组装式纸容器的一例的仰视图。图6所示的仰视图对应于图1的(c)所示的仰视图。
60.如图6所示,在肋部5与1个侧面122一体成型的情况下,肋部5也可以相对于侧面122弯折。弯折的一例是朝向远离收纳部12的方向弯折。在该变形例中,肋部5与粘合用侧面122b一体成型。肋部5在粘合用侧面122b向远离收纳部12的方向弯折。
61.通过将肋部5向远离收纳部12的方向弯折,与使肋部5相对于侧面122平坦的情况相比,能够抑制肋部5朝向收纳部12变形从而肋部5落入收纳部12内的情况。例如,当肋部5落入收纳部12内时,收纳部12彼此会嵌合很深。根据第2变形例,能够进一步抑制这样的情况。
62.(第3变形例)
63.图7的(a)和图7的(b)是示出第1实施方式的组装式纸容器的肋部的侧视图。图7的(c)是示出第3变形例的组装式纸容器的肋部的侧视图。另外,图7的(a)~图7的(c)对应于沿图1的(c)中的箭头xii的方向观察时的侧面。
64.如图7的(a)和图7的(b)所示,在肋部5的上端角部5uc有棱角的情况下,当凸缘部13向下方向dd变形时,上端角部5uc有时会变形。当上端角部5uc向下方向dd变形时,根据肋部5的变形状态,肋部5有可能朝向收纳部12内落入。因此,收纳部12彼此会嵌合很深。
65.因此,在第3变形例中,使肋部5的上端角部5uc有圆角,使上端角部5uc形成为圆角。
66.如第3变形例那样,通过上端角部5uc带圆角,即使凸缘部13向下方向dd变形,由于上端角部5uc的圆角,肋部5也不容易变形。因此,例如,即使意料之外的凸缘部13意外变形,也能够抑制肋部5伴随于此而变形。根据第3变形例,能够进一步抑制这样的情况。
67.另外,从向坯片2切入的容易度的观点出发,也可以使上端角部5uc有圆角。如果上端角部5uc有棱角,则切入很难。有棱角的角在切入的情况下成为奇异点。奇异点在于,切入和成型很难。关于奇异点,虽然也依赖于以纸为主成分的坯片2的强度和材质,但例如在对坯片2进行切入时或成型时产生破裂的可能性不小。
68.鉴于这样的情况,使上端角部5uc带圆角,形成曲线即圆形。由此,也能够抑制坯片2破裂。坯片2破裂是在肋部5为小舌片状并且未对坯片2进行切裁的状态下直接对坯片2进行峰折或谷折的情况下可能发生的现象。
69.这样,从切入的容易度、抑制坯片2破裂等观点出发,使上端角部5uc有圆角也是有效的。
70.另外,第3变形例除了能够应用于第1实施方式之外,也能够应用于第1变形例和第2变形例。另外,虽然第3变形例是参照第1实施方式进行比较的,但第3变形例并不是否定第1实施方式。采用第1实施方式还是采用第3变形例是实施者能够任意选择的选择事项。
71.(第4变形例)
72.图8的(a)和图8的(b)是示出第2变形例的组装式纸容器的肋部的侧视图。图8的(c)是示出第4变形例的组装式纸容器的肋部的侧视图。另外,图8的(a)~图8的(c)对应于沿图6中的箭头viii的方向观察时的侧面。
73.如图8的(a)所示,凸缘部13实际上大多相对于水平方向hd稍微朝向收纳部12的上方倾斜。将凸缘部13相对于水平方向hd的倾斜角度设为“θ13”。
74.如果在凸缘部13倾斜的状态下将组装式纸容器1层叠,如图8的(b)所示,则肋部5的下端角部5lc会与下层侧的组装式纸容器1的凸缘部13的上表面131接触。因此,下端角部5lc有可能变形。
75.因此,在第4变形例中,如图8的(c)所示,使肋部5的下端5l按照使高度方向的厚度t朝向凸缘部13的边缘逐渐变薄的方式倾斜。例如,将下端5l相对于水平方向hd的倾斜角度设为“θ5”。倾斜角度θ5的一例为倾斜角度θ13以上(θ5≥θ13)。由此,能够抑制下端角部5lc与凸缘部13的上表面131直接接触。或者,下端5l能够与凸缘部13的上表面131平直地接触。另外,在图8的(a)~图8的(c)中,示出了在上表面131上粘贴有树脂性薄膜3的状态。
76.根据这样的第4变形例,能够抑制下端角部5lc变形,例如,能够抑制由于下端角部5lc变形而导致收纳部12彼此嵌合很深。
77.另外,第4变形例除了能够应用于第2变形例之外,也能够应用于第1实施方式、第1变形例以及第3变形例。另外,虽然第4变形例是参照第2变形例进行比较的,但第4变形例并不是否定第2变形例。采用第2变形例还是采用第4变形例是实施者能够任意选择的选择事项。
78.第2实施方式
79.(组装式纸容器)
80.图9是示出第2实施方式的组装式纸容器的肋部的一例的剖视图。
81.如图9所示,在第2实施方式的组装式纸容器1b中,将粘合用侧面122b的中间部分122bm按照在高度方向上产生厚度t的方式进行谷折。由此,在凸缘部13的下方的粘合用侧面122b得到了与粘合用侧面122b一体成型并且在高度方向上具有厚度t的肋部5b。
82.在组装式纸容器1b中,能够利用在高度方向上具有厚度t的肋部5而使下层侧的组装式纸容器1b与上层侧的组装式纸容器1b分开。由此,抑制了收纳部12彼此嵌合很深的情况。因此,根据组装式纸容器1b,与第1实施方式同样地,能够得到即使层叠也能够抑制难以分离组装式纸容器1b的情况的组装式纸容器1b。
83.第3实施方式
84.(组装式纸容器)
85.图10是示出第3实施方式的组装式纸容器的一例的侧视图。图11的(a)是示出肋部的俯视图。图11的(b)是沿着图11的(a)中的xib-xib线的剖视图。图11的(c)是沿着图11的(a)中的xic-xic线的剖视图。
86.如图10、图11的(a)~图11的(c)所示,在第3实施方式的组装式纸容器1c中,将凸缘部成型用侧面122a的中间区间123m按照在高度方向上产生厚度t的方式朝向凸缘部13的下方进行谷折,其中,该中间区间123m位于划分凸缘部13与侧面122的峰折部分123的中间。由此,在凸缘部13的下方,得到了与凸缘部成型用侧面122a一体成型并且在高度方向上具有厚度t的肋部5c。
87.在组装式纸容器1c中,能够利用在高度方向上具有厚度t的肋部5c而使下层侧的组装式纸容器1c与上层侧的组装式纸容器1c分开。由此,抑制了收纳部12彼此嵌合很深的情况。因此,根据组装式纸容器1c,与第1实施方式和第2实施方式同样地,能够得到即使层叠也能够抑制难以分离组装式纸容器1c的情况的组装式纸容器1c。
88.另外,肋部5c例如是通过对与中间区间123m对应的凸缘部成型用侧面122a进行谷折再进行峰折而与凸缘部成型用侧面122a一体成型的。即,肋部5c是通过将凸缘部成型用侧面122a的与中间区间123m对应的部分朝向凸缘部13的下方立体地压出而得到的。因此,肋部5c构成为包含对中间区间123m进行谷折而得到的谷折成型部51和对凸缘部成型用侧面122a进行峰折而得到的峰折成型部52。
89.在肋部5c中,如图11的(a)所示,使谷折成型部51的沿着峰折部分123的长度l51与峰折成型部52的沿着峰折部分123的长度l52不同。在肋部5c中,使长度l51比长度l52长,俯视时,峰折成型部52包含于谷折成型部51的范围内。由此,在凸缘部13得到了与肋部5c重叠的重叠部13o。另外,长度l51也可以比长度l52短。
90.在这样将重叠部13o设置于肋部5c时,在第3实施方式中,也能够抑制上层侧的组装式纸容器1c的肋部5c与下层侧的组装式纸容器1c的肋部5c嵌合的情况。
91.另外,峰折成型部52在凸缘部13和侧面122双方产生。只要这两个峰折成型部52中的至少在凸缘部13产生的峰折成型部52的长度l52与谷折成型部51的长度l51不同,就能够将重叠部13o设置于肋部5c。
92.以上,对本发明的实施方式和变形例进行了说明,但这些实施方式和变形例是作为例子进行提示的,并不意图限定发明的范围。本发明的实施方式和变形例能够以各种新的方式实施。因此,上述实施方式和变形例能够在不脱离本发明主旨的范围内进行各种省略、置换、变更。这样的新的方式和变形包含于本发明的范围和主旨内,并且包含于权利要求书所记载的发明及权利要求书所记载的发明的等同物的范围内。
93.标号说明
94.1:组装式纸容器(第1实施方式);1b:组装式纸容器(第2实施方式);1c:组装式纸容器(第3实施方式);1r:组装式纸容器(参考例);11:容器主体;12:收纳部;121:底面;122:侧面;122a:凸缘部成型用侧面;122b:粘合用侧面;122m:中间部分;123:峰折部分;123m:中间区间;13:凸缘部;131:上表面;13o:重叠部;2:坯片;21:端面;22:间隙;3:树脂性薄膜;32:按压区域;4:顶部密封件;5:肋部(第1实施方式);5b:肋部(第2实施方式);5c:肋部(第3实施方式);5u:上端部分;5uc:上端角部;5lc:下端角部;5l:下端;51:谷折成型部;52:峰折
成型部;t:高度方向的厚度;dd:下方向;θ13:倾斜角度;θ5:倾斜角度;hd:水平方向;l51:长度;l52:长度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1