一种软板产品的自动排气包装工艺的制作方法
1.本发明涉及物料封装技术领域,尤其公开了一种软板产品的自动排气包装工艺。
背景技术:
2.在物料的生产制造过程中,常常需要对物料进行包装处理,例如,当柔性板(又称柔性电路板或软性电路板)制造完成后,常常需要将柔性板放入托盘中,然后在将托盘连同柔性板一起放入塑料袋中进行包装,现有技术中主要经由作业人员手动操作,一方面包装效率低下,另一方面塑料袋内的空气依靠作业人员手动排出,常常导致排气不良而导致软板产品包装不良。
技术实现要素:
3.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种软板产品的自动排气包装工艺,从而实现软板产品的自动排气包装,无需作业人员手动排气包装,提升软板产品的包装效率及包装良率。
4.为实现上述目的,本发明的一种软板产品的自动排气包装工艺,包括如下步骤:
5.利用送料机构将软板产品自动输入,软板产品包括柔性板、用于承载柔性板的软料盘,软料盘具有用于容设柔性板的凹陷盲槽;
6.利用装袋机将软板产品自动装入收纳袋中;
7.利用第一机械手驱动模压件移动以使得模压件抵触装袋机处理后的收纳袋,模压件挤压收纳袋以使得收纳袋的空气排出;
8.利用封口设备封住排气后的收纳袋的开口,以使得软板产品封装在收纳袋内。
9.其中,封口设备包括热封头、用于驱动热封头移动的第二机械手,第二机械手驱动热封头抵触收纳袋的开口处,热封头发热实现对收纳袋的封口处理。
10.其中,还包括如下步骤:
11.利用折角机自动翻折封口设备处理后的收纳袋的裙边,以使得收纳袋的裙边自动贴设在收纳袋内的软板产品上。
12.其中,还包括如下步骤:
13.利用贴胶机将胶带粘贴住折角机翻折后的收纳袋的裙边,使得收纳袋的裙边粘贴在收纳袋内的软板产品上。
14.其中,还包括如下步骤:
15.利用滚压机滚动压持折角机自动翻折后的收纳袋的裙边,滚压机具有转动的滚轮,滚轮用于滚动压持收纳袋的裙边以使得收纳袋的裙边压持在收纳袋内的软板产品上,贴胶机将胶带粘贴住滚压机滚动压持的收纳袋的裙边。
16.其中,还包括如下步骤:
17.利用束带机将带体缠绕在送料机构输入的软板产品的外侧形成环圈,环圈用于遮盖凹陷盲槽的开口从而将柔性板封装在软料盘上。
18.其中,还包括如下步骤:
19.利用第三机械手将辅材移送到软板产品上,送料机构将带有辅材的软板产品移送至束带机,环圈将辅材绑缚在软板产品上。
20.其中,还包括如下步骤:
21.利用贴标机将条码件自动粘贴在封口设备封口处理后的收纳袋的外侧上。
22.其中,还包括如下步骤:
23.利用读码机读取软板产品的软料盘的识别码,读码机根据读取的识别码触发束带机将带体缠绕绕设在软板产品的外侧上形成环圈。
24.其中,还包括如下步骤:
25.利用第一自动车输入软板产品,第一自动车将软板产品自动输送至送料机构;
26.利用第二自动车输出软板产品,第二自动车将封口设备封口处理后的带有软板产品的收纳袋自动移走。
27.本发明的有益效果:本发明的软板产品的自动排气包装工艺利用第一机械手驱动模压件压持收纳袋使得收纳袋内的空气自动排出,借助封口设备实现收纳袋的自动封口处理,从而实现软板产品的自动排气包装,无需作业人员手动排气包装,提升软板产品的包装效率及包装良率。
附图说明
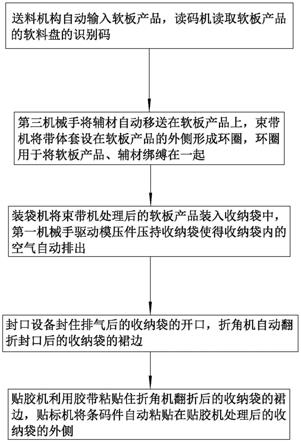
28.图1为本发明的工艺流程框图。
具体实施方式
29.为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
30.请参阅图1所示,本发明的一种软板产品的自动排气包装工艺,包括如下步骤:
31.利用送料机构将软板产品自动输入,软板产品包括柔性板、用于承载柔性板的软料盘,软料盘具有用于容设柔性板的凹陷盲槽;借助软料盘的柔性特性,当柔性板放入凹陷盲槽内,相较于软料盘采用硬质材料制成,避免其碰伤柔性板;
32.利用装袋机将软板产品自动装入收纳袋中,实现软板产品的自动装袋,无需作业人员手动将软板产品装入收纳袋中;
33.利用第一机械手驱动模压件移动以使得模压件抵触装袋机处理后的收纳袋,模压件挤压收纳袋以使得收纳袋的空气排出;优选地,模压件的形状构造与收纳袋内的软料盘的形状构造吻合,借助模压件对收纳袋的挤压,从而将收纳袋内的空气自动排出;
34.优选地,模压件采用软性材料制成,例如,模压件采用硅胶或海绵制成,借助模压件的软性特点,避免模压件压伤收纳袋内的软板产品的柔性板;
35.利用封口设备封住排气后的收纳袋的开口,以使得软板产品封装在收纳袋内,利用封口设备实现收纳袋的自动封口处理,防止软板产品从收纳袋内掉出。
36.本发明的软板产品的自动排气包装工艺利用第一机械手驱动模压件压持收纳袋使得收纳袋内的空气自动排出,借助封口设备实现收纳袋的自动封口处理,从而实现软板产品的自动排气包装,无需作业人员手动排气包装,提升软板产品的包装效率及包装良率。
37.封口设备包括热封头、用于驱动热封头移动的第二机械手,热封头配置有发热丝,实际使用时,第二机械手驱动热封头抵触收纳袋的开口处,热封头发热实现对收纳袋的封口处理。
38.软板产品的自动排气包装工艺还包括如下步骤:
39.利用折角机自动翻折封口设备处理后的收纳袋的裙边,以使得收纳袋的裙边自动贴设在收纳袋内的软板产品上。经由折角机对收纳袋的裙边的自动翻折,使得收纳袋稳定贴合包覆住软板产品,使得收纳袋与软板产品充分贴设在一起。
40.软板产品的自动排气包装工艺还包括如下步骤:
41.利用贴胶机将胶带粘贴住折角机翻折后的收纳袋的裙边,使得收纳袋的裙边粘贴在收纳袋内的软板产品上。利用胶带粘贴住收纳袋的裙边,从而实现对收纳袋内的软板产品的稳定限位,保证软板产品、收纳袋充分地贴合在一起,避免软板产品在收纳袋内来回窜动。
42.软板产品的自动排气包装工艺还包括如下步骤:
43.利用滚压机滚动压持折角机自动翻折后的收纳袋的裙边,滚压机具有转动的滚轮,滚轮用于滚动压持收纳袋的裙边以使得收纳袋的裙边压持在收纳袋内的软板产品上,贴胶机将胶带粘贴住滚压机滚动压持的收纳袋的裙边。
44.借助滚轮在收纳袋的裙边上的滚动碾压,使得收纳袋的裙边充分叠合贴设在软板产品的软料盘上,随后借助贴胶机将胶带粘贴在滚轮碾压后的收纳袋的裙边上,避免收纳袋的裙边发生翘起而粘贴不良。
45.软板产品的自动排气包装工艺还包括如下步骤:
46.利用束带机将带体缠绕在送料机构输入的软板产品的外侧形成环圈,环圈用于遮盖凹陷盲槽的开口的一部分,从而将柔性板封装在软料盘的凹陷盲槽内上,防止柔性板从软料盘中掉出。优选地,束带机在软板产品的外侧绑缚多个环圈,多个环圈沿软料盘的凹陷盲槽的长度方向排列设置。
47.软板产品的自动排气包装工艺还包括如下步骤:
48.利用第三机械手将辅材移送到软板产品上,送料机构将带有辅材的软板产品移送至束带机,环圈将辅材绑缚在软板产品上。利用第三机械手将辅材(例如,湿度卡、干燥剂等)自动移送到软板产品,提升辅材的配送效率。此外,利用束带机的环带直接将软板产品与辅材绑缚在一起,防止辅材从软板产品的上脱落,便于后续软板产品连同辅材一次性装入收纳袋内,提升包装效率。
49.软板产品的自动排气包装工艺还包括如下步骤:
50.利用贴标机将条码件自动粘贴在封口设备封口处理后的收纳袋的外侧上。借助贴标机将标签自动粘贴在收纳袋的外侧上,条码件用于记录软板产品的包装信息数据,经由在收纳袋的外侧粘贴条码件,便于后续扫描条码件进而查看对应的软板产品的包装信息数据。
51.软板产品的自动排气包装工艺还包括如下步骤:
52.利用读码机读取软板产品的软料盘的识别码,读码机根据读取的识别码触发束带机将带体缠绕绕设在软板产品的外侧上形成环圈。识别码配置有软板产品的尺寸参数信息,经由读码机自动读取软板产品的识别码,适配后续束带机释放预定所需长度的带体,进
而利用不同单独的带体稳定准确地绑缚不同尺寸大小的软板产品。
53.软板产品的自动排气包装工艺还包括如下步骤:
54.利用第一自动车输入软板产品,第一自动车将软板产品自动输送至送料机构;
55.利用第二自动车输出软板产品,第二自动车将封口设备封口处理后的带有软板产品的收纳袋自动移走。
56.借助两个自动车的自动移动,实现软板产品的自动进料及自动出料,提升软板产品包装的自动化程度,同时提升软板产品的包装效率。
57.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1