移载设备以及容器的移载方法与流程
1.本发明涉及一种将收容有物品的容器移载到对该物品进行处理的处理装置的移载设备以及容器的移载方法。
背景技术:
2.作为上述移载设备,例如,有这样一种设备:能够将收容有基板的料盒(容器)移载到作为处理装置的处理室(例如,参照韩国登录专利第10
‑
1511963号公报)。
3.在韩国登录专利第10
‑
1511963号公报的移载设备中,搬送台车单元上的料盒(容器)通过料盒搬送单元而被搬入到设备内,并被载放于在处理室(处理装置)上方设置的支撑架台(收货台)。载放于支撑架台上的料盒通过被料盒移载单元(移载机)进行下降搬送而被移载到处理室。
4.另外,处理室上的料盒通过被料盒移载单元进行上升搬送而被载放于支撑架台。被载放于支撑架台的料盒通过料盒搬送单元而被搬出到设备外部的搬送台车单元。
技术实现要素:
5.然而,在上述那样的移载设备中,当料盒移载单元(移载机)使料盒(容器)进行升降移动之际,料盒会与支撑架台(收货台)发生干涉。因此,为了避免与支撑架台之间发生干涉,需要利用料盒移载单元而使料盒进行旋转等动作,从而产生了在支撑架台与处理室(处理装置)之间的料盒的移载时花费时间的问题。
6.另外,通过进行上述动作,料盒移载单元无法将料盒在被定位的状态下进行保持,从而产生了料盒移载单元的移载精度变差的问题。
7.因此,本发明的目的在于提供一种移载设备以及容器的移载方法,所述移载设备将收容有物品的容器移载到对该物品进行处理的处理装置,能够高效地进行:处理装置的装卸口、与在处理装置的装卸口的上方设置的收货台之间的容器的移载。
8.本发明想要解决的课题如上所述,下面,说明解决该课题的手段。
9.即,本发明的移载设备具备:收货台,其设置在对物品进行处理的处理装置的上方,且接受收容所述物品的容器;以及移载机,其将所述容器相对于所述收货台进行搬出或者搬入,且将被搬出或者被搬入的所述容器在所述收货台与所述处理装置的装卸口之间进行升降搬送,所述收货台、所述移载机、以及所述处理装置的装卸口配置在俯视时相互重叠的位置,所述收货台通过设置在从所述容器的升降路径上离开的位置的转动轴而被支撑为:能够在位于所述容器的升降路径上的第1位置与从所述容器的升降路径上离开的第2位置之间进行转动,并在所述第1位置接受所述容器。
10.根据上述构成,收货台通过转动轴的转动而在位于容器的升降路径上的第1位置与从容器的升降路径上离开的第2位置之间进行转动。
11.本发明的移载设备的所述收货台通过轴心处于铅直方向的所述转动轴而被支撑为能够转动。
12.根据上述构成,收货台通过轴心处于铅直方向的转动轴的转动而在位于容器的升降路径上的第1位置与从容器的升降路径上离开的第2位置之间进行转动。
13.本发明的移载设备的所述收货台通过轴心处于水平方向的所述转动轴而被支撑为能够转动。
14.根据上述构成,收货台通过轴心处于水平方向的转动轴的转动而在位于容器的升降路径上的第1位置与从容器的升降路径上离开的第2位置之间进行转动。
15.本发明的移载设备的所述收货台具备定位部件,该定位部件通过与被所述收货台支撑的所述容器抵接而对所述收货台上的所述容器进行定位,所述定位部件的与所述容器抵接的抵接面为曲面。
16.根据上述构成,所述定位部件的曲面部分与容器抵接。
17.本发明的移载方法是移载设备中的容器的移载方法,该移载设备具备:收货台,其设置在对物品进行处理的处理装置的上方,且接受收容所述物品的容器;以及移载机,其将所述容器相对于所述收货台进行搬出或者搬入,且将被搬出或者被搬入的所述容器在所述收货台与所述处理装置的装卸口之间进行升降搬送,所述收货台、所述移载机以及所述处理装置的装卸口配置在俯视时相互重叠的位置,通过设置在从所述容器的升降路径上离开的位置的转动轴而将所述收货台支撑为:能够在位于所述容器的升降路径上的第1位置与从所述容器的升降路径上离开的第2位置之间进行转动,利用所述移载机,将被位于所述第1位置的所述收货台支撑的所述容器从所述收货台搬出,通过所述转动轴的转动而使所述收货台从所述第1位置转动到所述第2位置,由此形成所述移载机升降所述容器的升降路径,利用所述移载机,使从所述收货台搬出的所述容器下降移动到所述处理装置的装卸口。
18.根据上述方法,通过转动轴的转动,使收货台从位于容器的升降路径上的第1位置转动到从容器的升降路径上离开的第2位置,形成移载机升降容器的升降路径,然后,使从收货台搬出的容器下降移动到处理装置的装卸口。
19.根据本发明的移载设备以及容器的移载方法,由于能够使收货台从位于容器的升降路径上的第1位置转动到从容器的升降路径上离开的第2位置,因此,在收货台与处理装置的装卸口之间使容器进行升降移动之际,能够使收货台移动到避开容器的升降路径的位置。由此,在使容器进行升降移动之际不会出现容器与收货台发生干涉的情形(不会出现容器与收货台接触的情形)。因此,不需要:为了避免与收货台之间的干涉而利用移载机使容器旋转等动作,从而能够高效地进行收货台与处理装置的装卸口之间的容器的移载。
20.另外,由于不需要移载机进行上述动作,因此,移载机能够将容器在被定位的状态下进行保持,从而能够提高移载机的移载精度。
21.此外,由于收货台通过转动轴而被支撑为能够转动,使收货台进行动作的机构可以通过由轴承、转动轴以及马达等构成的简单机构来构成。另外,通过由壳体等覆盖轴承、转动轴以及马达等,能够容易地将来自收货台的动作机构的扬尘进行封闭,从而能够通过扬尘源较少的机构、或者容易将扬尘源封闭起来的机构来构成该动作机构。
附图说明
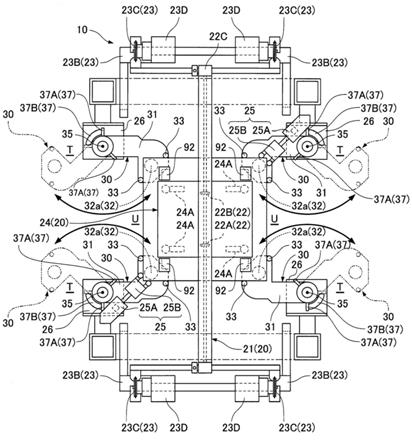
22.图1是本发明所涉及的移载设备的俯视图。
23.图2是上述的移载设备的主视图。
24.图3是上述的移载设备的俯视图。
25.图4是上述的移载设备中的料盒利用移载机而被移载的情况的主视图。
26.图5a是表示上述的移载设备中的收货台的转动的概略俯视图、以及引导块的概略放大俯视图。
27.图5b是表示上述的移载设备中的另一实施例的收货台的转动的概略俯视图、以及引导块的概略放大俯视图。
28.图5c是表示上述的移载设备中的另一实施例的收货台的转动的概略俯视图、以及引导块的概略放大俯视图。
29.图6a是本发明的另一实施方式所涉及的移载设备中的料盒被载放在收货台的情况下的主视图。
30.图6b是上述的移载设备中的料盒利用移载机而被移载的情况下的主视图。
31.图7是本发明的另一实施方式所涉及的移载设备的俯视图。
32.图8a是本发明的另一实施方式所涉及的移载设备中的收货台的俯视图。
33.图8b是上述的收货台位于料盒接受位置的情况下的该收货台的侧视图。
34.图8c是上述的收货台位于台待机位置的情况下的该收货台的侧视图。
35.图9a是本发明的另一实施方式所涉及的移载设备中的收货台的俯视图。
36.图9b是上述的收货台位于料盒接受位置的情况下的该收货台的侧视图。
37.图9c是上述的收货台位于台待机位置的情况下的该收货台的侧视图。
38.附图标记说明
39.10
ꢀꢀꢀꢀ
移载设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
ꢀꢀꢀꢀ
移载机
40.30
ꢀꢀꢀꢀ
收货台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35
ꢀꢀꢀꢀ
转动轴
41.80
ꢀꢀꢀꢀ
蒸镀装置(处理装置)
ꢀꢀꢀꢀꢀꢀ
83
ꢀꢀꢀꢀ
装卸口
42.90
ꢀꢀꢀꢀ
料盒(容器)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
91
ꢀꢀꢀꢀ
基板(物品)
43.u
ꢀꢀꢀꢀꢀ
料盒接受位置(第1位置)
ꢀꢀꢀ
t
ꢀꢀꢀꢀꢀ
台待机位置(第2位置)
具体实施方式
44.下面,说明本发明所涉及的移载设备10。
45.如图1以及图2所示,移载设备10是附加设置于蒸镀装置80(“处理装置”的一例)的设备,其中,该蒸镀装置80用于对半导体产品或者液晶显示元件产品的半成品亦即基板91(“物品”的一例)进行蒸镀处理。对于移载设备10而言,收容有板状体的基板91的料盒90(“容器”的一例)从沿着移载设备10外的台车行驶导轨85而行驶的搬送台车86,被搬入到蒸镀装置80的装卸口83,并且从蒸镀装置80的装卸口83被搬出到移载设备10外部的搬送台车86。
46.在移载设备10中被搬送的料盒90通过一个侧面或者两侧面呈开口的大致箱形形状的部件来形成,料盒90构成为:在其内部能够收装多个基板91。在料盒90的上部,形成有:多个卡止于后面叙述的移载机20的凸缘部92。凸缘部92由设置成从料盒90的上表面突出出来的钩状的部件构成。凸缘部92设置于料盒90的上表面的多个部位。
47.如图2所示,移载设备10附加设置于蒸镀装置80的上方。附加设置于移载设备10的蒸镀装置80的装置整体被装置壳体81覆盖。在装置壳体81的内部具有:能够容纳蒸镀装置
80的内部空间。在装置壳体81的上部形成有:用于将料盒90朝向内部搬送的料盒搬入口82。
48.在装置壳体81的内部空间,设置有:用于载放料盒90的装卸口83。具体而言,装卸口83设置于:料盒搬入口82的正下方(后面叙述的移载机20的正下方、且是由移载机20升降料盒90的升降路径上)。
49.如图1以及图2所示,在移载设备10的侧方,且是蒸镀装置80的上方设置有:将搬送台车86上的料盒90搬送到移载设备10的货叉单元40。将料盒90载放在货叉41的载放面41a,并使货叉41沿着水平方向进行进退移动,由此货叉单元40将料盒90从搬送台车86搬出,并将搬出的料盒90搬入到移载设备10内。另外,货叉单元40将料盒90从移载设备10内搬出,并将搬出的料盒90搬入到搬送台车86。这样,料盒90在蒸镀装置80的上方从移载设备10的侧方进行搬入或者搬出。
50.如图2至图4所示,移载设备10具备:对料盒90进行升降搬送的移载机20、进行料盒90相对于移载机20的定位的推杆25、以及接受从货叉单元40以及移载机20搬送来的料盒90的收货台30。
51.移载机20、收货台30、以及蒸镀装置80的装卸口83配置在俯视时相互重叠的位置。具体而言,是从移载设备10的上方(顶架一侧),按照移载机20、收货台30、装卸口83的顺序来配置,且收货台30与装卸口83配置在:由移载机20升降料盒90的升降路径上。
52.移载机20设置在装卸口83的上方,且配置在俯视时与收货台30以及装卸口83重叠的位置。移载机20将由货叉单元40搬送到收货台30的料盒90从收货台30搬出,并使搬出的料盒90沿着铅直方向进行下降移动,由此将料盒90搬入到装卸口83。另外,移载机20通过使装卸口83上的料盒90沿着铅直方向进行上升移动,能够将料盒90从装卸口83搬出,并将搬出的料盒90搬入到收货台30。
53.移载机20在蒸镀装置80的上方,对料盒90的上部进行卡止且使其沿着铅直方向进行升降移动,由此来搬送料盒90。移载机20主要是由使料盒90进行升降移动的升降机构21、以及对料盒90的上部进行卡止的卡止机构24构成。
54.升降机构21对卡止机构24以被转动轴22b吊挂的状态进行支撑。升降机构21由使卡止机构24(料盒90)进行升降移动的第1升降部22、以及使第1升降部22及卡止机构24(料盒90)进行升降移动的第2升降部23构成。升降机构21利用第1升降部22以及第2升降部23所实施的2个阶段的升降移动而使料盒90进行升降。第1升降部22主要包括:对卡止机构24进行吊挂支撑的多个升降带22a、将升降带22a以一体方式进行卷取及卷出的转动轴22b、以及使转动轴22b进行转动的第1马达22c。第1升降部22通过第1马达22c的驱动而使转动轴22b进行转动,从而对升降带22a进行卷取及卷出,由此使卡止机构24(料盒90)进行升降移动。第1升降部22通过对升降带22a进行卷取及卷出而使卡止机构24(料盒90)进行升降移动,因此,能够容易地进行料盒90相对于装卸口83而言的细微的位置对准。
55.第2升降部23主要包括:将转动轴22b的两端支撑为能够转动的支撑体23a、将支撑体23a引导为能够升降的引导体23b、使支撑体23a进行升降移动的驱动带23c、以及用于使驱动带23c进行转动的第2马达23d。
56.支撑体23a由一对长条状的部件构成,在铅直方向上竖立设置的上端部,将转动轴22b支撑为能够转动,而且其下端部通过引导体23b而被引导为能够升降。引导体23b由一对长条状的部件构成。驱动带23c以能够转动的方式架设在引导体23b的上端部与下端部之
间。第2马达23d设置在引导体23b的上端部。
57.第2升降部23通过使第2马达23d进行驱动而使驱动带23c进行转动,从而使支撑体23a沿着引导体23b进行升降移动。据此,支撑体23a所支撑的转动轴22b进行升降,通过该升降,借助升降带22a而被支撑的卡止机构24(料盒90)进行升降移动。第2升降部23通过在沿着铅直方向延伸设置的长条状的一对引导体23b之间使转动轴22b进行升降移动,来进行料盒90相对于装卸口83的大概的位置对准。
58.卡止机构24通过多个升降带22a而被支撑,而且,对料盒90的上部的凸缘部92进行卡止。卡止机构24具有:在对料盒90进行卡止时使料盒90的凸缘部92卡止于与料盒90相对置的那一侧的卡止部24a。在与料盒90的凸缘部92相对应的位置设置有多个卡止部24a(图3中4个)。卡止部24a通过能够卡止于凸缘部92的钩状的部件来形成,并构成为该钩状的部件能够沿着规定方向进行旋转。卡止机构24通过卡止部24a将凸缘部92进行卡止而对料盒90以被吊挂的状态进行支撑。
59.推杆25通过抵接于载放在收货台30的料盒90,来对收货台30上的料盒90的移动进行限制,进行料盒90相对于移载机20的定位。推杆25竖立设置于被支撑体23a支撑的基台26,推杆25配置于载放在收货台30的料盒90的对角位置附近,以便利用成对的推杆25对载放在收货台30的料盒90进行夹持。推杆25具备:被支撑于基台26的推杆本体部25a、以及被支撑于推杆本体部25a且沿着水平方向能够进退移动的臂部25b。臂部25b构成为能够抵接于料盒90。推杆25使臂部25b与成对的推杆25的臂部25b一起以从收货台30上的料盒90的对角位置进行夹持的方式抵接于料盒90,由此使料盒90对准于规定位置。在此,所谓的规定位置是指:在移载机20对收货台30上的料盒90的姿势进行保持的状态下进行卡止而能够升降的位置。臂部25b在移载机20将料盒90从收货台30搬出之际,通过驱动气缸而朝向料盒90进行伸展移动,从而与料盒90抵接。臂部25b在利用移载机20而使料盒90进行升降之际,通过驱动气缸而朝着从料盒90离开的方向进行收缩移动,由此在避开料盒90的升降路径的方向上进行移动。
60.如图1至图4所示,收货台30是接受:通过货叉单元40而被搬入到移载设备10内的料盒90、以及利用移载机20而从装卸口83搬出的料盒90的台子。
61.收货台30对料盒90的角部的底面进行支撑。具体而言,收货台30分别配置在料盒90的4个角部,通过4个收货台30而对料盒90的4个角部的底面进行支撑。收货台30位于移载机20使料盒90进行升降的路径(料盒90的升降路径)上的料盒接受位置u(“第1位置”的例子)的情况下,分别被配置在该料盒90的4个角部的附近。在此,所谓的料盒接受位置u是指:在移载设备10内,收货台30从货叉单元40或者移载机20接受料盒90的位置(移载设备10内的料盒90的搬出搬入位置),且是在装卸口83的上方,货叉单元40的货叉41搬送料盒90的路径与移载机20使料盒90升降的路径相交叉的位置。
62.收货台30包括:基台部31、载放料盒90的载放部32、进行载放部32上的料盒90的定位的一对引导块33(“定位部件”的一例)、以及对收货台30(基台部31)的转动范围进行限制的止挡件37。
63.基台部31由配置在水平方向上的板状的部件构成,在其上表面,对载放部32以及引导块33进行支撑。基台部31的一端部借助轴承34而被固定于转动轴35,通过转动轴35的转动而在水平方向上进行转动。轴承34被固定于基台26。
64.转动轴35以其轴心处于铅直方向的方式延伸设置于:从由移载机20升降料盒90的升降路径上离开的位置(从料盒接受位置u离开的位置)。转动轴35通过设置在其下端的马达36而被驱动。
65.在此,作为使收货台(基台部)进行动作的机构,可以列举出使收货台沿着水平方向滑动的滑动机构,但是,在该滑动机构中,除了具备使收货台滑动的马达之外,还需要有用于驱使收货台滑动的导轨等,因此,收货台的动作机构会大型化。另外,上述滑动机构由于使收货台滑动,故而是扬尘源较多的机构。此外,为了封闭来自上述滑动机构的扬尘,除了通过壳体等覆盖马达等之外,还需要覆盖导轨等,因此无法容易地封闭扬尘源。
66.另一方面,使移载设备10的收货台30进行动作的机构是由轴承34、转动轴35、以及马达36构成的转动机构,因此,通过简单机构就能够构成收货台30的动作机构。另外,由于通过使转动轴35转动而使收货台30进行动作,故而上述转动机构是扬尘源较少的机构。此外,对于上述转动机构,通过壳体等来覆盖轴承34、转动轴35以及马达36,由此能够对来自上述转动机构的扬尘进行封闭,从而能够容易地封闭该扬尘源。
67.载放部32通过能够将料盒90载放在其顶部的柱状部件来构成,并竖立设置于基台部31的另一端部(与设置有转动轴35那一侧相反的一侧的端部)。载放部32形成有:用于将料盒90载放在其顶部的载放面32a。
68.引导块33通过截面呈大致圆形的柱状部件构成,并竖立设置于基台部31的另一端部。引导块33进行载放部32上的料盒90的定位,并且防止料盒90从载放部32掉落下来。在料盒90被载放于载放部32之际,引导块33被配置在利用成对的引导块33对料盒90的角部进行夹持的位置。引导块33的顶部形成得高于载放部32的顶部(载放面32a)。引导块33具有:其顶部的周端形成为倾斜状的倾斜部33a(参照图5a至图5c)。
69.通过引导块33的侧面与料盒90的角部的侧面抵接,来进行载放部32上的料盒90的定位,而且防止料盒90从载放部32掉落下来。另外,在想要载放在载放部32的料盒90落在引导块33的顶部的情况下,该料盒90将沿引导块33的倾斜部33a滑落,由此引导块33将料盒90引导到载放部32上的规定位置。此外,在料盒90以落在引导块33的顶部的状态被引导块33保持的情况下,将检测出料盒90向载放部32的移载出现异常。
70.如图5a所示,引导块33的与料盒90的角部的侧面抵接的抵接面33b通过曲面构成,该曲面是沿着以转动轴35为中心的收货台30的转动轨道k的面。具体而言,构成引导块33的抵接面33b的引导块33的外周侧面形成为:沿着转动轨道k的弯曲状。这样,通过将引导块33的抵接面33b制作成:沿着以转动轴35为中心的收货台30的转动轨道k的曲面,即便是在收货台30以转动轴35为中心进行转动而导致收货台30与料盒90之间的距离间隔发生变动的情况下,也能够在载放部32上的适当的位置对料盒90进行定位。另外,只要是引导块33的抵接面33b形成为曲面,则也可以例如,如图5b所示的引导块33a的那样,通过沿着收货台30(基台部31)的转动轨道k而形成为弯曲状的截面呈圆弧状的柱状部件,来构成引导块33的抵接面33b。另外,也可以如图5c所示的引导块33b的那样,通过沿着收货台30(基台部31)的转动轨道k而形成为弯曲状的板材,来构成引导块33的抵接面33b。
71.如图3所示,收货台30通过对应于由移载机20进行的料盒90的升降移动而使转动轴35转动,能够在料盒接受位置u(“第1位置”的例子)与台待机位置t(“第2位置”的一例)之间在水平方向上进行转动。在此,所谓的台待机位置t是指:收货台30不会与利用移载机20
而进行升降移动的料盒90接触的位置,且是在货叉单元40将料盒90向料盒接受位置u搬送之际收货台30不会与货叉单元40的货叉41接触的位置。
72.收货台30从货叉单元40或者移载机20接受料盒90之际,通过转动轴35的转动而转动到料盒接受位置u。具体而言,收货台30的基台部31转动到:收货台30的载放部32的载放面32a与位于料盒接受位置u的料盒90的角部的底面相抵接的位置。另一方面,在移载机20使料盒90进行升降移动之际,收货台30位于从料盒90的升降路径上离开的台待机位置t。具体而言,收货台30的基台部31转动到:收货台30的载放部32以及引导块33不与位于料盒接受位置u的料盒90相抵接的位置。
73.收货台30通过止挡件37而对基台部31的转动范围进行限制。具体而言,止挡件37通过将在水平方向上转动的基台部31在料盒接受位置u以及台待机位置t进行制动,而将基台部31的转动范围限制在了料盒接受位置u与台待机位置t之间。止挡件37由固定于基台部31(可动侧)的一对可动侧块37a、以及固定于基台26(固定侧)的固定侧止挡件37b构成。
74.可动侧块37a是从基台部31的侧方水平突出的部件,与基台部31的转动一起进行转动。
75.固定侧止挡件37b是从基台26向上方突出的部件,其两端部的任意一端与可动侧块37a抵接,由此来对基台部31的转动进行制动。
76.在基台部31从料盒接受位置u开始转动而处在台待机位置t之际,一对可动侧块37a之中的一方的可动侧块37a与固定侧止挡件37b的一端部相抵接,由此止挡件37将基台部31制动在台待机位置t。另一方面,在基台部31从台待机位置t开始转动而处在料盒接受位置u之际,一对可动侧块37a之中的另一方的可动侧块37a与固定侧止挡件37b的另一端部相抵接,由此止挡件37将基台部31制动在料盒接受位置u。这样,通过一对可动侧块37a与固定侧止挡件37b相抵接,基台部31的转动范围被限制在料盒接受位置u与台待机位置t之间,从而能够防止基台部31转动到转动范围之外的情形。
77.接下来,说明移载设备10上的料盒90的移载方法。
78.如图1所示,当通过搬送台车86将料盒90搬送到规定位置时,货叉单元40通过使货叉41相对于搬送台车86进行水平移动,能够将搬送台车86上的料盒90载放在货叉41上,并进行支撑。
79.当料盒90载放在货叉41上时,货叉单元40在将料盒90载放在货叉41上的状态下使货叉41旋转。此外,货叉单元40使货叉41水平移动到移载设备10的收货台30的上方。此时,收货台30通过转动轴35的转动而转动到料盒接受位置u。具体而言,如图3所示,收货台30的基台部31通过转动轴35的转动而在水平方向上转动,由此收货台30的载放部32以及引导块33从台待机位置t转动到料盒接受位置u。收货台30的基台部31通过一对可动侧块37a之中的一方的可动侧块37a与固定侧止挡件37b的一端部相抵接而在料盒接受位置u停止下来。
80.如图2所示,货叉单元40在将料盒90搬送到收货台30的上方时,使货叉41下降,并使料盒90载放在收货台30。据此,料盒90从货叉单元40被移载到收货台30的载放部32。在此,收货台30的引导块33通过与料盒90相抵接而对载放部32上的料盒90进行大致的定位。
81.当料盒90被载放到收货台30时,货叉单元40使货叉41水平移动到从收货台30离开的位置。接下来,推杆25的臂部25b朝向料盒90进行伸展移动,抵接于料盒90的角部。据此,成为料盒90通过一对臂部25b而从对角方向被夹持的状态。
82.推杆25通过使一对臂部25b相互进行伸缩移动,而使料盒90向四周移动。而且,推杆25使料盒90移动到:移载机20的卡止部24a(卡止机构24)能够卡止料盒90的凸缘部92的位置。即,推杆25通过使料盒90向四周移动,进行料盒90相对于移载机20的升降位置而言的定位。
83.当料盒90相对于移载机20的升降位置而言的定位结束时,移载机20的第2升降部23进行驱动,移载机20的卡止机构24下降到料盒90的上方位置。然后,通过卡止机构24的卡止部24a沿着规定方向进行旋转,而由卡止部24a对料盒90的凸缘部92进行卡止。据此,成为料盒90通过移载机20而能够进行升降移动的状态。
84.推杆25朝向将臂部25b从料盒90离开的方向(避开料盒90的升降路径的方向)进行收缩移动。
85.当臂部25b进行收缩移动时,通过马达36的驱动而使转动轴35转动,由此,收货台30在水平方向上转动。具体而言,如图3所示,收货台30的基台部31在水平方向上从料盒接受位置u朝向台待机位置t转动。收货台30的基台部31通过一对可动侧块37a之中的另一方的可动侧块37a与固定侧止挡件37b的另一端部相抵接,而在台待机位置t停止下来。据此,收货台30的载放部32以及引导块33在避开料盒90的升降路径的方向上进行移动,在收货台30的载放部32载放有料盒90的位置,形成由移载机20升降料盒90的升降路径。
86.当收货台30的基台部31从料盒接受位置u离开时,移载机20的第2升降部23进行驱动,将料盒90卡止的卡止机构24朝向蒸镀装置80下降。具体而言,通过第2马达23d的驱动,驱动带23c进行动作,通过驱动带23c进行动作,而使支撑体23a沿着引导体23b下降。而且,被支撑体23a支撑的转动轴22b与支撑体23a一起下降,通过该下降,被升降带22a支撑的卡止机构24(料盒90)下降到规定位置。
87.如图4所示,当卡止机构24下降到规定位置时,第2升降部23的驱动停止,第1升降部22进行驱动。据此,被卡止机构24卡止的料盒90就会被移载到蒸镀装置80的装卸口83。具体而言,通过第2马达23d的驱动停止下来,第1马达22c进行驱动而转动轴22b进行转动。据此,对卡止机构24进行吊挂支撑的升降带22a通过转动轴22b而向下方卷绕出来,与该卷绕出来相对应地,卡止机构24(料盒90)进行下降。
88.另一方面,在蒸镀装置80,当针对基板91的处理结束时,移载机20的卡止机构24的卡止部24a对料盒90的凸缘部92进行卡止。而且,第1马达22c进行驱动而转动轴22b进行转动。据此,对卡止机构24进行吊挂支撑的升降带22a通过转动轴22b而向上方被卷取,与该卷取相对应地卡止机构24上升,料盒90从装卸口83被搬出。当卡止机构24上升到规定位置时,停止第1马达22c的驱动,第2马达23d进行驱动。据此,驱动带23c进行动作,通过驱动带23c进行动作而使得支撑体23a沿着引导体23b上升。而且,被支撑体23a支撑的转动轴22b与支撑体23a一起上升,通过该上升,被升降带22a支撑的卡止机构24上升。
89.当被卡止机构24卡止的料盒90上升到收货台30的上方时,收货台30通过转动轴35的转动而从台待机位置t转动到料盒接受位置u。具体而言,如图3所示,收货台30的基台部31通过转动轴35的转动而在水平方向上转动,由此,收货台30的载放部32以及引导块33从台待机位置t移动到料盒接受位置u。收货台30的基台部31通过一对可动侧块37a之中的一方的可动侧块37a与固定侧止挡件37b的一端部相抵接,在料盒接受位置u停止下来。
90.当收货台30转动到料盒接受位置u时,第2马达23d进行驱动,使得卡止机构24进行
下降。据此,如图2所示,料盒90下降,被载放在收货台30的载放部32。在此,收货台30的引导块33通过与料盒90相抵接而对载放部32上的料盒90进行大致的定位。当料盒90被载放在载放部32时,通过卡止机构24的卡止部24a沿着规定方向进行旋转,解除卡止部24a对凸缘部92的卡止。当卡止部24a对凸缘部92的卡止被解除时,货叉单元40使屈伸式臂42伸展,使货叉41水平移动到料盒接受位置u。接下来,货叉单元40通过使货叉41上升,将载放在收货台30的料盒90载放于货叉41,并进行支撑。此外,如图1所示,货叉单元40使屈伸式臂42弯折,而且使载放有料盒90的货叉41进行旋转。然后,货叉单元40使屈伸式臂42伸展,使货叉41水平移动到搬送台车86,从而将货叉41上的料盒90移载到搬送台车86。
91.如上所述,本发明所涉及的移载设备10由于能够将收货台30从位于料盒90的升降路径上的料盒接受位置u转动到从料盒90的升降路径上离开的台待机位置t,因此,在收货台30与蒸镀装置80的装卸口83之间使料盒90进行升降移动之际,能够使收货台30移动到避开料盒90的升降路径的位置。因此,使料盒90进行升降移动之际,不会出现料盒90与收货台30干涉的情形(不会有料盒90与收货台30接触的情形)。因此,,不需要:为了避免与收货台30之间的干涉而利用移载机20使料盒90进行旋转等动作,从而能够高效地进行料盒90在收货台30与蒸镀装置80的装卸口83之间进行的移载。另外,由于不需要移载机20进行上述动作,因此,移载机20能够将料盒90在被定位的状态下进行保持,从而能够提高移载机20的移载精度。
92.此外,由于收货台30被转动轴35支撑为能够转动,因此可以使通过由轴承34、转动轴35以及马达36构成的简单机构,来构成使收货台30进行动作的机构。另外,通过由壳体等覆盖轴承34、转动轴35以及马达36,能够容易地将来自收货台30的动作机构的扬尘进行封闭,从而能够通过扬尘源较少的机构、或者容易将扬尘源封闭起来的机构,来构成该动作机构。
93.另外,在本实施方式中,虽然通过其轴心处于铅直方向的转动轴35而使收货台30的基台部31在水平方向上进行转动,由此使收货台30的载放部32在料盒接受位置u与台待机位置t之间进行转动,但是,并不限定于此,也可以如图6a至图8c所示的收货台30a的那样,通过其轴心处于水平方向的转动轴35a而使水平的基台部31a向上方弹起,由此使载放部32a以及引导块33a进行转动。这种情况下,水平的收货台30a的基台部31a的一端借助轴承34a而被固定于转动轴35a,通过转动轴35a的转动,水平的收货台30a的基台部31a以转动轴35a为中心而向上方弹起。轴承34a被固定于基台26,而且从下方对基台部31a进行支撑。转动轴35a以其轴心处于水平方向的方式延伸设置在:从由移载机20升降料盒90的升降路径上离开的位置(从料盒接受位置u离开的位置),在该转动轴35a的另一端部设置有马达36a。
94.如图8b及图8c所示,在收货台30a中,通过转动轴35a进行转动,利用轴承34a而被保持在水平的基台部31a向上方弹起,且位于料盒接受位置u的载放部32a以及引导块33a以向上方弹起的状态而转动到台待机位置t。
95.另外,收货台30a通过被固定于基台26(固定侧)的固定侧止挡件38a、38b(止挡件38)而被限制基台部31a的转动范围。具体而言,如图8b所示,第1固定侧止挡件38a与位于料盒接受位置u的基台部31a的下表面相抵接,由此,基台部31a在料盒接受位置u被制动。另外,如图8c所示,第2固定侧止挡件38b与从料盒接受位置u弹起到台待机位置t的基台部31a
的上表面相抵接,由此,基台部31a在台待机位置t被制动。另外,第1固定侧止挡件38a具有使基台部31a在料盒接受位置u被制动的功能,而且,具有支撑基台部31a的载荷的功能。
96.此外,也可以如图9a至图9c所示的收货台30b的那样,通过其轴心处于水平方向的转动轴35a,使水平的基台部31a向下方倒下去,由此使载放部32a以及引导块33a、33b进行转动。如图9b以及图9c所示,对于收货台30b,通过转动轴35a进行转动,利用轴承34a而被保持在水平的基台部31a向下方倒下去,位于料盒接受位置u的载放部32a以及引导块33a、33b以向下方倒下去的状态而转动到台待机位置t。
97.另外,收货台30b通过被固定于基台26(固定侧)的固定侧止挡件39a、39b(止挡件39)而被限制基台部31a的转动范围。具体而言,如图9b所示,第1固定侧止挡件39a与位于料盒接受位置u的基台部31a的侧面(轴承34侧的侧面)相抵接,由此,基台部31a在料盒接受位置u被制动。另外,如图9c所示,第2固定侧止挡件39b与从料盒接受位置u朝向台待机位置t倒下去的基台部31a的下表面相抵接,由此,基台部31a在台待机位置t被制动。
98.此外,在收货台30b中,引导块33b上的与料盒90的角部的侧面抵接的抵接面33b通过曲面构成,该曲面是沿着收货台30b的转动轨道k的面。具体而言,使构成引导块33b的抵接面33b的引导块33b的顶部倾斜成弯曲状。
99.在本实施方式中,虽然使收货台30的基台部31进行了转动,但并不限定于此,也可以使收货台30的载放部32直接转动。即,也可以使收货台30上的载放料盒90的部分直接转动。这种情况下,只由载放部32构成收货台30,通过使设置在载放部32的转动轴35进行转动而使载放部32进行转动。
100.在本实施方式中,由移载设备10移载的物品并不限定于料盒90,只要是能够在收货台30与移载机20之间进行移载的物品即可。
101.在本实施方式中,虽然是在移载机20的卡止部24a对料盒90的上部的钩状的凸缘部92进行卡止的状态下,移载机20使料盒90进行升降移动,但并不限定于此,例如也可以在移载机20对料盒90的侧面进行把持的状态下使料盒90进行升降移动。
102.在本实施方式中,虽然移载机20利用第1升降部22以及第2升降部23所实施的2个阶段的升降移动而使料盒90进行升降,但并不限定于此,也可以只利用第1升降部22或者第2升降部23之中的任意一方,即,利用1个阶段的升降移动而使料盒90进行升降。另外,虽然第1升降部22是通过使安装于卡止机构24的升降带22a相对于转动轴22b进行卷取及卷出,来进行料盒90的升降,但并不限定于此,也可以利用滚珠丝杠,使对卡止机构24吊挂支撑的支撑架进行升降,由此来进行料盒90的升降。
103.在本实施方式中,虽然移载设备10是附加设置于对基板91进行蒸镀处理的蒸镀装置80上的设备,但并不限定于此,只要是用于将收容有物品的容器移载到对物品进行处理的处理装置中的移载设备,则也可以是附加设置于蒸镀装置80以外的装置上的设备。
104.在本实施方式中,虽然通过止挡件37对收货台30的转动范围进行了限制,但并不限定于此,也可以不设置止挡件37,而是通过由传感器等对收货台30(基台部31)的位置进行检测来限制收货台30的转动范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1