一种珠仔机的制作方法
1.本发明属于珠仔机技术领域,特别涉及一种珠仔机。
背景技术:
2.目前,珠仔链都是通过人工进行粗加工或精加工的,人工加工其时间较长且加工尺寸可能出现不一的情况发生,这样生产效率低下以及产品质量不合格,影响企业发展。
技术实现要素:
3.有鉴于此,本发明提供了一种可以解决上述问题的珠仔机。
4.一种珠仔机,包括工作台、设于所述工作台上的驱动机构、金线供料机构、金线进料机构、金线压模机构、金片供料机构、金片进料机构、金片压模机构、上下抖动机构、收卷机构、传感器装置以及控制终端,所述金线进料机构、所述金线压模机构、所述金片进料机构、所述金片压模机构均设于所述驱动机构之间,所述金线进料机构用于对所述金线供料机构的金线进行进料,所述金线压模机构用于对所述金线进料机构进料的金线进行压模,所述金片进料机构用于对所述金片供料机构的金片进行进料、对所述金线进料机构压模后的金线进行进料且将金片卷绕在金线上,所述金片压模机构用于对所述金片进料机构进料的金线和金片进行压模,所述上下抖动机构用于对压模后的金线和金片进行上下抖动,所述收卷机构用于对上下抖动后的金线和金片进行收卷,所述传感器装置用于感应所述金线供料机构上的金线和所述金片供料机构上的金片,所述控制终端位于所述工作台上且与所述传感器装置无线连接。
5.进一步的,所述金线供料机构包括设于所述驱动机构一侧的金线支撑杆、一端与所述金线支撑杆连接的金线支撑件以及与所述金线支撑件另一端连接的金线供料轮。
6.进一步的,所述金线进料机构包括位于所述驱动机构之间且与所述驱动机构连接的金线固定座、设于所述金线固定座内且两端穿出所述金线固定座的金线进料管道以及一端设于所述金线固定座内且另一端与所述驱动机构连接的金线驱动件,所述金线驱动件远离所述驱动机构一端设有第一齿纹,所述金线进料管道外侧壁设有与所述第一齿纹相配合的多个第一齿槽,所述金线进料管道远离所述金线供料机构一端设有三个夹紧件,三个所述夹紧件用于夹紧金线。
7.进一步的,所述金线压模机构包括位于所述驱动机构之间的下金线模座以及位于所述驱动机构之间且与所述下金线模座连接的上金线模座,所述下金线模座上设有下金线模具,所述上金线模座设有与所述下金线模具相配合的上金线模具,所述上金线模具与所述下金线模具压模以使金线形成多个凸环,每相邻两个所述凸环为一组。
8.进一步的,所述金片供料机构包括位于所述工作台内且一端与所述工作台连接的金片支撑件以及与所述金片支撑件连接的金片供料轮。
9.进一步的,所述金片进料机构包括位于所述驱动机构之间且与所述驱动机构连接的金片固定座、设于所述金片固定座内且两端穿出所述金片固定座的金片进料管道以及一
端设于所述金片固定座内且另一端与所述驱动机构连接的金片驱动件,所述金片驱动件远离所述驱动机构一端设有第二齿纹,所述金片进料管道外侧壁设有与所述第二齿纹相配合的多个第二齿槽,所述金片进料管道靠近所述金片供料机构一端设有与所述金片进料管道相通的卷绕件,所述卷绕件远离所述金片进料管道一端设有与所述金片进料管道相通的圆锥槽。
10.进一步的,所述金片压模机构包括位于所述驱动机构之间的下金片模座以及位于所述驱动机构之间且与所述下金片模座连接的上金片模座,所述下金片模座上设有下金片模具,所述上金片模座设有与所述下金片模具相配合的上金片模具,所述上金片模具与所述下金片模具压模以使每组所述凸环套设上一个圆球,每组所述凸环卡接于所述圆球内。
11.进一步的,所述上下抖动机构包括与所述驱动机构连接的驱动臂以及与所述驱动臂连接的抖动件,所述抖动件上下抖动以将每个所述圆球内的两个所述凸环之间抖断。
12.进一步的,所述收卷机构包括设于所述工作台一侧的收卷支撑件以及设于所述收卷支撑件上的收卷轮。
13.进一步的,所述珠仔机还包括与所述控制终端连接且位于所述工作台上的蜂鸣器,所述传感器装置位于所述金线供料轮上和所述金片供料轮上。
14.与现有技术相比,本发明提供的珠仔机通过金线进入金线进料机构后,对金线夹紧并左右旋转,配合金线压模机构的模具,以使金线形成多个环状结构,金线和金片进入金片进料机构后,将金片卷绕在金线上并左右旋转,配合金片压模机构的模具,以使卷绕在金线上的金片形成多个球状结构,每个球状结构卡接金线上相邻的两个环状结构,金线上的多个球状结构通过上下抖动机构将其内部相连的金线抖断,这样珠仔链能相对弯曲弯折,收卷机构对加工完的金线和金片进行收卷,通过这样的自动化设备生产珠仔链,生产效率高且产品质量好。
附图说明
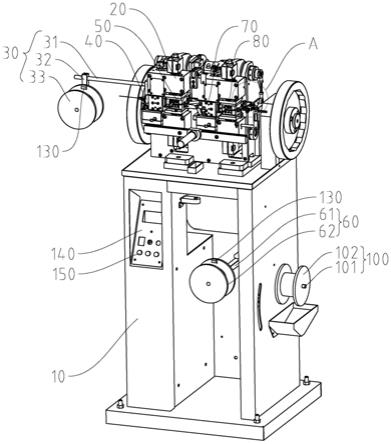
15.图1为本发明提供的一种珠仔机的结构示意图。
16.图2为金线进料机构的结构示意图。
17.图3为金线进料机构的分解图。
18.图4为金线压模机构的结构示意图。
19.图5为下金线模具或上金线模具的结构示意图。
20.图6为金线通过金线压模机构压模后的结构示意图。
21.图7为金片进料机构的结构示意图。
22.图8为金片进料机构的分解图。
23.图9为卷绕件的剖视图。
24.图10为金片压模机构的结构示意图。
25.图11为下金片模具或上金片模具的结构示意图。
26.图12为金线和金片通过金片压模机构压模后的结构示意图。
27.图13为金线和金片通过金片压模机构压模后、一个圆球内部的结构示意图。
28.图14为金片压模机构压模后的金线和金片通过上下抖动机构抖动后、一个圆球内部的结构示意图。
29.图15为图1a处的放大图。
具体实施方式
30.以下对本发明的具体实施例进行进一步详细说明。应当理解的是,此处对本发明实施例的说明并不用于限定本发明的保护范围。
31.如图1至图15所示,其为本发明提供的一种珠仔机的结构示意图。一种珠仔机,包括工作台10、设于所述工作台10上的驱动机构20、金线供料机构30、金线进料机构40、金线压模机构50、金片供料机构60、金片进料机构70、金片压模机构80、上下抖动机构90、收卷机构100、传感器装置130以及控制终端140,所述金线进料机构40、所述金线压模机构50、所述金片进料机构70、所述金片压模机构80均设于所述驱动机构20之间,所述金线进料机构40用于对所述金线供料机构30的金线110进行进料,所述金线压模机构50用于对所述金线进料机构40进料的金线110进行压模,所述金片进料机构70用于对所述金片供料机构60的金片120进行进料、对所述金线进料机构40压模后的金线110进行进料且将金片120卷绕在金线110上,所述金片压模机构80用于对所述金片进料机构70进料的金线110和金片120进行压模,所述上下抖动机构90用于对压模后的金线110和金片120进行上下抖动,所述收卷机构100用于对上下抖动后的金线110和金片120进行收卷,所述传感器装置130用于感应所述金线供料机构40上的金线110和所述金片供料机构70上的金片120,所述控制终端140位于所述工作台10上且与所述传感器装置130无线连接。珠仔机使用之前,将金线110物卷放置于金线供料机构30上以及将金片120物卷放置于金片供料机构60上;金线110依次穿过金线进料机构40、金线压模机构50、金片进料机构70、金片压模机构80和上下抖动机构90,同时金片120依次穿过金片进料机构70、金片压模机构80和上下抖动机构90,金线110和金片120以收卷于收卷机构100上,其中在金片进料机构70内将金片120卷绕在金线110上。金线110进入金线进料机构40后,对金线110夹紧并左右旋转,配合金线压模机构50的模具,以使金线110形成多个环状结构,金线110和金片120进入金片进料机构70后,将金片120卷绕在金线110上并左右旋转,配合金片压模机构80的模具,以使卷绕在金线110上的金片120形成多个球状结构,每个球状结构卡接金线110上相邻的两个环状结构,金线110上的多个球状结构通过上下抖动机构90将其内部相连的金线110抖断,这样珠仔链能相对弯曲弯折,收卷机构100对加工完的金线110和金片120进行收卷,通过这样的自动化设备生产珠仔链,生产效率高且产品质量好。需要说明的是,若当金线供料机构30或金片供料机构60上的金线110或金片120物料不足时,传感器装置130感应到物料不足的信号,将其信号无线传输给控制终端140,工作人员可通过控制终端140查看到此情况,对物料卷进行更换工作,以使珠仔机继续正常工作。
32.所述金线供料机构30包括设于所述驱动机构20一侧的金线支撑杆31、一端与所述金线支撑杆31连接的金线支撑件32以及与所述金线支撑件32另一端连接的金线供料轮33。金线供料轮33与金线进料机构40进料口的位置高度处于同一水平高度,使金线110处于水平状态下进入金线进料机构40内,以配合金线进料机构40对其金线110供料。
33.所述金线进料机构40包括位于所述驱动机构20之间且与所述驱动机构20连接的金线固定座41、设于所述金线固定座41内且两端穿出所述金线固定座41的金线进料管道42以及一端设于所述金线固定座41内且另一端与所述驱动机构20连接的金线驱动件43,所述
金线驱动件43远离所述驱动机构20一端设有第一齿纹431,所述金线进料管道42外侧壁设有与所述第一齿纹431相配合的多个第一齿槽421,所述金线进料管道42远离所述金线供料机构30一端设有三个夹紧件422,三个所述夹紧件422用于夹紧金线110。金线110首先进入金线进料管道42一端,穿出金线进料管道42另一端且同时三个夹紧件422夹紧金线110,驱动机构20带动金线驱动件43上下移动,金线驱动件43带动金线进料管道42左右转动,以配合金线压模机构50将金线110压模形成多个环状结构。
34.所述金线压模机构50包括位于所述驱动机构20之间的下金线模座51以及位于所述驱动机构20之间且与所述下金线模座51连接的上金线模座52,所述下金线模座51上设有下金线模具511,所述上金线模座52设有与所述下金线模具511相配合的上金线模具521,所述上金线模具521与所述下金线模具511压模以使金线110形成多个凸环111,每相邻两个所述凸环111为一组。由于金线进料机构40旋转金线110,在金线压模机构50压模后,使其金线110形成多个凸环111。
35.所述金片供料机构60包括位于所述工作台10内且一端与所述工作台10连接的金片支撑件61以及与所述金片支撑件61连接的金片供料轮62。金片供料轮62位于金片进料机构70下方,穿过工作台10向金片进料机构70供料金片120。
36.所述金片进料机构70包括位于所述驱动机构20之间且与所述驱动机构20连接的金片固定座71、设于所述金片固定座71内且两端穿出所述金片固定座71的金片进料管道72以及一端设于所述金片固定座71内且另一端与所述驱动机构20连接的金片驱动件73,所述金片驱动件73远离所述驱动机构20一端设有第二齿纹731,所述金片进料管道72外侧壁设有与所述第二齿纹731相配合的多个第二齿槽721,所述金片进料管道72靠近所述金片供料机构60一端设有与所述金片进料管道72相通的卷绕件722,所述卷绕件722远离所述金片进料管道72一端设有与所述金片进料管道72相通的圆锥槽7221。首先,金线110和金片120一并进入金片进料管道72的卷绕件722,通过卷绕件722的圆锥槽7221将金片120卷绕在金线110上,然后穿出金片进料管道72,驱动机构20带动金片驱动件73上下移动,金片驱动件73带动金片进料管道72左右转动,以配合金片压模机构80将卷绕在金线110上的金片120压模形成多个球状结构。
37.所述金片压模机构80包括位于所述驱动机构20之间的下金片模座81以及位于所述驱动机构20之间且与所述下金片模座81连接的上金片模座82,所述下金片模座81上设有下金片模具811,所述上金片模座82设有与所述下金片模具811相配合的上金片模具821,所述上金片模具821与所述下金片模具811压模以使每组所述凸环111套设上一个圆球121,每组所述凸环111卡接于所述圆球121内。由于金片进料机构70旋转金线110和金片120,在金片压模机构80压模后,使在金线110上的金片120形成多个圆球121。
38.所述上下抖动机构90包括与所述驱动机构20连接的驱动臂91以及与所述驱动臂91连接的抖动件92,所述抖动件92上下抖动以将每个所述圆球121内的两个所述凸环111之间抖断。金线110和金片120穿过抖动件92配合收卷机构100进行收卷,其中抖动件92的内上壁和/或内下壁触碰每个圆球121的中部,将其每个圆球121内的两个凸环111之间抖断,这样珠仔链能相对弯曲弯折。
39.所述收卷机构100包括设于所述工作台10一侧的收卷支撑件101以及设于所述收卷支撑件101上的收卷轮102。收卷轮102位于上下抖动机构90下方,加工完的金线110和金
片120沿工作台10一侧的侧壁进入收卷轮102。
40.所述珠仔机还包括与所述控制终端140连接且位于所述工作台10上的蜂鸣器150,所述传感器装置130位于所述金线供料轮33上和所述金片供料轮62上。当金线供料机构30或金片供料机构60上的金线110或金片120物料不足时,传感器装置130感应到物料不足的信号,将其信号无线传输给控制终端140,控制终端140控制蜂鸣器150蜂鸣,通过蜂鸣醒目的方式提醒工作人员需要更换物料卷,进一步的提高珠仔机的生产效率。
41.与现有技术相比,本发明提供的珠仔机通过金线110进入金线进料机构40后,对金线110夹紧并左右旋转,配合金线压模机构50的模具,以使金线110形成多个环状结构,金线110和金片120进入金片进料机构70后,将金片120卷绕在金线110上并左右旋转,配合金片压模机构80的模具,以使卷绕在金线110上的金片120形成多个球状结构,每个球状结构卡接金线110上相邻的两个环状结构,金线110上的多个球状结构通过上下抖动机构90将其内部相连的金线110抖断,这样珠仔链能相对弯曲弯折,收卷机构100对加工完的金线110和金片120进行收卷,通过这样的自动化设备生产珠仔链,生产效率高且产品质量好。
42.以上仅为本发明的较佳实施例,并不用于局限本发明的保护范围,任何在本发明精神内的修改、等同替换或改进等,都涵盖在本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1