膜卷自动包装装置及其包装方法与流程
1.本发明属于膜卷包装设备技术领域,具体涉及一种膜卷自动包装装置及其包装方法。
背景技术:
2.农用薄膜是目前常用的一种薄膜,在成卷的薄膜制造完成后,会对其进行包装,方便储存和运输,另外也可以防尘,保护农膜不受损坏,目前也有一种农膜自动包装装置,包括机架,机架上设有把包装袋撑开的开袋装置,机架上还设有把膜卷两端包装膜向中心轴收缩然后顶入空心筒内的收袋装置和把胶带旋转缠绕在膜卷两端的胶带缠绕装置,但是包装装置需要把膜卷从一端套入筒状包装袋中,整体需要很长的安装排布空间,而有些厂房并没有这么大的场地进行设备安装,并且此种包装装置由于使用筒状包装袋,只能适用于一种规格膜卷包装,当膜卷直径规格变化时,并不能很好的适应。
技术实现要素:
3.本发明的目的是提供一种膜卷自动包装装置,解决目前的自动包装装置需要把膜卷从一端套入筒状包装袋中,整体需要很长的安装排布空间,而有些厂房并没有这么大的场地进行设备安装,并且此种包装装置由于使用筒状包装袋,只能适用于一种规格膜卷包装,当膜卷直径规格变化时,并不能很好的适应的问题。
4.本发明涉及一种膜卷自动包装装置,包括机架,机架上设有收袋装置和胶带缠绕装置,机架上方设有搬运机械手,还包括卷膜装置,所述卷膜装置能够把裁切后的膜片粘贴卷绕在膜卷的外部进行包装,卷膜装置处于收袋装置和胶带缠绕装置下方,搬运机械手把卷膜装置卷好膜的膜卷搬运到收袋装置进行收袋,然后再搬运到胶带缠绕装置进行胶带缠绕,然后搬运至储存区储存。
5.所述卷膜装置包括倾斜设置在收袋装置和胶带缠绕装置下方的卷膜平台,卷膜平台安装在卷膜架上,卷膜平台前端设有膜片卷放置架,膜片卷放置架前侧设有双面胶粘贴和撕皮装置,膜片卷放置架和卷膜平台之间设有膜片裁剪装置,卷膜架上设有夹住膜片头部牵引膜片到卷膜平台的牵拉装置,卷膜平台较低一侧固定有膜卷挡板,膜卷挡板上方的机架上设有搬运机械手提升通道。可以把膜片卷放在膜片放置架上,然后在膜片卷上粘贴双面胶,利用牵拉装置把膜片牵引过来利用膜片裁剪装置把膜片裁断,然后膜片从卷膜平台较高一侧滚下,把膜片卷绕粘贴在膜卷外周上,这种包装不限于膜卷的直径。并且不用在专门制造包装袋,节省时间和成本。
6.所述膜片卷放置架左右两端均转动设有两对支撑膜片卷轴的支撑滚轮,膜片卷放置架的后端转动安装有多个导向辊,可以把膜片卷的两端转轴直接放在支撑滚轮上,方便支撑更换膜片卷。导向辊可以在膜片卷开卷时,牵扯住膜片卷的头部,防止头部脱落。双面胶粘贴和撕皮装置包括转动安装在膜片卷放置架前端左右两侧的双面胶放置盘,双面胶放置盘与膜片卷放置架之间设有双面胶保护皮收集装置,膜片裁剪装置包括竖直设置的裁剪
升降气缸,裁剪升降气缸的底部固定有裁剪刀片,裁剪升降气缸固定连接有水平设置的裁剪气缸,裁剪气缸固定安装在卷膜架上,可以方便快捷的完成膜片的裁剪。牵拉装置包括沿前后方向设有的牵拉滑轨,裁剪刀片的后侧设有牵拉支架,牵拉支架的前端固定有牵拉气动夹手,牵拉支架的一端顶部固定有安装在牵拉滑轨上的滑块,牵拉支架连接牵拉驱动机构。可以通过牵拉启动夹手夹住膜片一端,然后通过牵拉驱动机构拉着膜片向后运动,完成膜片卷开卷。
7.双面胶放置盘通过放置轴转动安装有放置支架,双面胶放置盘设有两个,分别为固定盘和活动盘,固定盘固定在放置轴上,活动盘通过锁紧螺母锁紧在放置轴上,活动盘和固定盘之间留有放置双面胶卷的空间,膜片卷放置架的前端底部设有微调滑轨,放置支架的底部固定有安装在微调滑轨上的滑块,放置支架上固定有微调螺母,微调螺母连接微调丝杠,微调丝杠转动安装在膜片卷放置架上,可以通过旋转微调丝杠,调节放置两侧放置支架的位置,从而调节双面胶放置盘的位置,为了适用于不同宽度的膜卷,调节双面胶的粘贴位置。双面胶保护皮收集装置包括负压抽吸箱,负压抽吸箱的顶部设有供双面胶保护皮通过的进口,可以通过负压抽吸的方式,方便快捷的收集双面胶撕下的保护皮,当然也不限于负压抽吸这种方式,也可以设有收卷轴,来收卷废弃的保护皮。负压抽吸箱的顶盖为可拆卸的,方便清理保护皮。
8.牵拉驱动机构包括牵拉驱动电机,卷膜架上前后转动安装有牵引同步带轮,牵引同步带轮之间通过牵引同步带连接,一端的牵引同步带轮连接牵拉驱动电机,牵拉支架与一侧的牵引同步带固定,裁剪气缸的后侧上下均竖直设有压紧气缸一,裁剪气缸的前侧上部竖直设有压紧气缸二,压紧气缸二的正下方的卷膜架上固定有压紧支板,压紧气缸一和压紧气缸二的内侧固定有水平压板,在裁剪时通过压紧气缸一和压紧气缸二的动作,对裁剪处前后两侧的膜片进行压紧,更方便裁剪,并且裁剪更加规整。卷膜平台的较高一侧设有可以使单个膜卷滚下落到卷膜平台上把膜片卷绕粘贴在膜卷外周上的膜卷存放下料装置。
9.膜卷存放下料装置包括存放架,存放架上倾斜设有下料架,下料架较低一端上方的存放架上转动安装有翻转轴,翻转轴中部固定有挡板,翻转轴连接翻转驱动装置,下料架211上存放有多个膜卷,膜卷两端外侧设有限位板,在最下方的两个膜卷之间的限位板上设有插孔,插孔内设有插板,插板后侧设有挡卷气缸。
10.翻转驱动装置包括固定在翻转轴一端的翻转臂,翻转臂另一端铰接有翻转气缸,翻转气缸另一端铰接在存放架上,可以通过气缸的伸缩,快速方便的带动翻转轴翻转回位,完成挡板的限位和开启。
11.下料架较低一端的底部通过销轴转动安装在存放架上,下料架较高一端固定有调节转轴,调节转轴外侧套有连接套,连接套的底部固定有调节丝杆,调节丝杆通过锁紧螺母固定在存放架上,调节丝杆穿过存放架,存放架上下方的调节丝杆上均设有锁紧螺母。可以根据需要调节下料架的倾斜角度。
12.两侧的限位板通过连杆固定有支撑板,支撑板铰接有宽度调节气缸,宽度调节气缸另一端固定有滑动板,滑动板安装在存放架上,存放架的顶部设有宽度调节滑轨,宽度调节滑轨上设有滑块一,滑块一与支撑板固定,可以根据需要利用宽度调节气缸调节两侧限位板的宽度,从而适用于多种宽度的薄膜。
13.滑动板的底部固定有安装在宽度调节滑轨上的滑块二,滑动板上固定有调节螺
母,调节螺母内安装有调节丝杠,调节丝杠另一端转动安装在存放架上。可以通过调节丝杠调节滑动板的位置,从而调节两限位板的最小宽度,适用范围更广。
14.收袋装置包括托辊,托辊的两端均设有夹板,夹板为u型,夹板连接旋转装置,旋转装置连接左右伸缩装置,夹板与托辊之间的前后两侧设有袋头夹扁板,袋头夹扁板连接夹扁装置,托辊前后两侧设有膜卷夹紧板,膜卷夹紧板连接夹紧装置。
15.旋转装置包括固定连接夹板的旋转轴,旋转轴的外端连接旋转电机,旋转电机连接有左右调节座,左右调节座连接左右伸缩装置;可以方便的控制夹板的旋转。左右伸缩装置包括左右伸缩气缸,左右伸缩气缸连接左右调节座,左右调节座的底部固定有左右调节滑块,左右调节滑块底部安装有左右调节滑轨;可以方便的控制夹板的左右伸缩。夹扁装置包括连接袋头夹扁板的夹扁气缸,夹扁气缸固定安装有安装座,左右伸缩气缸的另一端固定安装在安装座上,可以通过夹扁气缸的伸缩完成袋头两端夹扁,袋头夹扁板固定连接导向滑轨,导向滑轨上安装有导向滑块,导向滑块与安装座固定。袋头夹扁板固定连接导向滑轨,导向滑轨上安装有导向滑块,导向滑块与安装座连接;夹板前后两侧的袋头夹扁板上设有开口,开口内设有活动板,活动板的前后方向的外侧设有导向杆,导向杆的内端与袋头夹扁板固定,导向杆的外端固定有限位冒,限位冒与活动板之间的导向杆上套有弹簧,活动板左右方向的外侧设有外八字的翻边;可以在夹板左右移动时方便的挤开两侧的活动板,使袋头端部伸入夹板的夹槽内。左右调节滑轨的底部固定有支撑座,支撑座的前后两侧设有位置调节导轨,前后侧的安装座的底部固定连接,前后侧的安装座的底部固定有安装在位置调节导轨上的滑块,安装座中部固定有位置调节螺套,位置调节螺套连接有位置调节螺杆,位置调节螺杆外端转动安装在支撑座上;可以根据膜卷的宽度,调节夹板的初始位置,适用不同宽度的膜卷。夹紧装置包括固定在膜卷夹紧板底部的夹紧调节板,夹紧调节板的下方设有支撑板,托辊安装在支撑板上,支撑板的顶部沿前后方向固定有夹紧支撑导轨,夹紧支撑导轨上安装有与夹紧调节板固定的滑块,夹紧调节板上设有同步夹紧机构;可以方便的驱动膜卷夹紧板夹紧膜卷,防止旋转袋头时膜卷转动。
16.同步夹紧机构包括转动安装在支撑板上的齿轮,齿轮的左右两侧均啮合有齿条,左右两侧的齿条分别与前后侧的夹紧调节板固定,一侧的夹紧调节板连接有夹紧调节气缸,夹紧调节气缸固定安装在支撑板上;可以做到膜卷夹紧板前后两侧同步夹紧。
17.支撑板上固定有升降调节滑轨,升降调节滑轨安装有滑块,滑块固定连接有安装板,安装板上安装有升降调节螺母,升降调节螺母上安装有升降调节丝杠,升降调节丝杠下端转动安装有轴承座,轴承座固定在支撑板上。可以根据需要调节托辊和膜卷夹紧板的高度,使得适应不同直径的膜卷。
18.所述胶带缠绕装置包括固定在机架上的底架和支撑托架,支撑托架的两端设有可以沿膜卷轴向移动的移动底板架,移动底板架连接移动驱动装置,移动底板架外侧转动安装有回转支承,回转支承通过传动齿轮连接回转电机,回转支承外侧面上固定有放置胶带卷的胶带安装轴,回转支承的外侧设有固定在移动底板架上的安装托架,安装托架上固定有竖直设置的顶升气缸,顶升气缸的顶部固定有水平设置的平移气缸,平移气缸的活塞杆固定连接有连接板,连接板上固定有胶带头部粘贴辊和切断气缸,切断气缸固定连接有切断刀片和切断压板,安装托架上还固定有水平的顶卷气缸,顶卷气缸连接有与回转支承同轴的顶卷辊。通过支撑托架支撑膜卷,然后利用移动驱动装置把回转支承移动过来,通过粘
贴辊和平移气缸先把胶带粘贴在膜卷端部,然后回转支承的旋转把胶带然绕在膜卷的两端,然后利用切断气缸和切断刀片切断胶带,然后回转支承回位,自动完成胶带缠绕,节约人力,提高生产效率。
19.所述回转支承的外侧设有多个转动安装在移动底板架上的支撑导轮,移动驱动装置包括设置在底架上的平移滑轨,移动底板架底部固定有安装在平移滑轨上的平移滑块,移动底板架上固定有平移螺母,平移螺母连接有平移丝杠,平移丝杠连接有平移电机,平移电机固定在底架上,结构简单,可以通过平移电机旋转带动平移丝杠转动,从而通过平移螺母带动移动底板架在平移滑轨上移动,完成缠胶带位置的定位。
20.支撑托架的顶部中间设有v型托板,支撑托架的底部两侧固定有高度调节轨道,底架上固定有安装在高度调节轨道上的滑块,支撑托架固定有高度调节螺母,高度调节螺母连接有高度调节丝杠,高度调节丝杠的底端连接有固定安装在底架上的蜗轮升降机,涡轮升降机的另一端连接有调节杆,可以通过调节杆带动涡轮升降机转动,从而使得高度调节丝杠带动高度调节螺母上下移动,使得支撑托架沿着高度调节轨道升降,调节v型托板的高度,适应不同规格直径的膜卷,使得膜卷的中心与回转支承的中心同轴。
21.支撑托架与移动底板架之间的上下方设有相互配合的夹紧板,移动底板架上转动安装有同步升降齿轮,同步升降齿轮两侧啮合有同步升降齿条,两侧的同步升降齿条分别与上下的夹紧板固定,移动底板架上固定有升降夹紧导轨,上下的夹紧板上均固定有安装在升降夹紧导轨上的升降滑块,移动底板架上铰接有升降夹紧气缸,升降夹紧气缸的另一端与一侧的同步升降齿条铰接;通过升降夹紧气缸伸缩,带动同步升降齿条动作,通过同步升降齿轮使得另一侧同步升降齿条同样动作,完成夹紧板的同步夹紧和松开。夹紧板的内侧壁上固定有橡胶软垫,保护膜卷。
22.搬运机械手包括沿着机架顶部左右方向固定设置的搬运平移滑轨,搬运平移滑轨上方设有搬运滑板,搬运滑板的底部固定有安装在搬运导轨上的搬运滑块,搬运平移滑轨两端的机架上转动安装有搬运同步带轮,两侧的搬运同步带轮连接有搬运同步带,一侧的搬运同步带轮连接有搬运平移电机,搬运滑板与一侧的搬运同步带固定,搬运滑板上设有竖直的搬运升降滑轨,搬运升降滑轨一侧设有搬运齿条,搬运齿条连接搬运齿轮,搬运齿轮连接有搬运升降电机,搬运滑板上固定有安装在搬运升降滑轨上的滑块,搬运升降滑轨的底部固定有搬运支架板,搬运支架板的底部两端固定有气动搬运夹手。搬运平移电机带动搬运同步带轮转动,从而带动与搬运同步带固定的搬运滑块运动,使得启动搬运夹手可以从搬运通到位置移动到收袋和缠胶带位置,通过搬运升降电机,带动搬运齿轮转动,从而带动搬运升降滑轨沿着滑块上下运动,使得气动搬运夹手可以上下升降。
23.本装置还设有plc控制器,上述所有的电机和气缸均连接plc控制器,卷膜平台的中间顶部固定有伸缩压膜气缸,伸缩压膜气缸连接压膜板,可以在牵引气动夹手松开膜片后,伸缩压膜气缸伸出,压膜板压住膜片,防止膜片下滑,当翻转气缸收缩时,伸缩压膜气缸收缩,防止阻碍膜卷卷膜片。
24.本发明还提供一种膜卷自动包装方法,应用于上述的膜卷自动包装装置,包括以下步骤:s1、利用卷膜装置把膜片卷开卷成段裁切后卷绕粘贴在膜卷外周上,s2、利用搬运机械手把缠绕好膜片的膜卷搬运至收袋装置上,把膜片两端塞入膜卷的空心筒中,s3、利用搬运机械手把收袋装置上的膜卷搬运至胶带缠绕装置上,利用胶带缠绕装置把膜卷两端进
行胶带缠绕封装固定,s4、利用搬运机械手把缠好胶带的膜卷从胶带缠绕装置上搬运到储存区进行成品储放。
25.s1的具体步骤为:把双面胶放置盘上的双面胶头部粘贴在膜片卷的两端外部,然后把膜片卷的头部绕过导向辊,这时撕开双面胶的保护皮,把保护皮反向拉扯绕过膜片卷塞入负压抽吸箱的进口,利用进口的负压抽吸力抽吸保护皮,然后膜片卷的头部利用牵拉气动夹手夹住,牵拉驱动装置拉着膜片头部向后运动进行膜片卷展开,展开到设定长度时,牵拉驱动装置停止,压紧气缸一和压紧气缸二启动,对裁剪部位两侧进行压紧,然后裁剪升降气缸向下伸出,裁剪气缸伸出,对膜片进行裁剪,裁剪完成后,牵拉驱动装置启动拉着膜片向后移动设定距离,牵拉气动夹手松开移动到最后侧位置停止,然后膜卷从卷膜平台较高一侧滚落下,在滚到膜片位置时,通过左侧双面胶粘贴在膜片外周上,然后膜片卷绕在膜卷上,最后滚落在卷膜挡板处。
26.s2的具体步骤为:搬运机械手夹住膜卷挡板处的膜卷沿着搬运机械手提升通道向上提升,然后再向左侧移动把膜卷移动到收袋装置的托辊上,通过托辊支撑膜卷,然后利用膜卷夹紧板夹紧,左右两端的夹扁装置带动袋头夹扁板把卷绕成筒状的膜片两端夹扁,然后左右伸缩装置把夹板输送过来,夹扁的膜片袋头伸入夹板的夹槽中,然后袋头夹扁板松开,旋转装置带动夹板旋转,把袋头两端旋转,然后左右伸缩装置继续带着夹板向内侧移动,把袋头两端塞入膜卷的膜筒中心孔中,然后左右伸缩装置带着夹板向外侧移动一端距离,夹板脱离包装膜片,然后左右伸缩装置带着夹板向内侧运动,二次把包装膜片塞入膜筒,然后左右伸缩装置带着夹板回位,膜卷夹紧板回位,完成收袋工作;s3的具体步骤为:搬运机械手夹住收袋完成的膜卷然后搬运到胶带缠绕装置的v型托板上,顶卷气缸伸出,移动驱动装置把移动底板架向膜卷移动,并且顶卷气缸上的顶卷辊顶着膜卷端部中心进行定位,升降夹紧气缸收缩,夹紧板夹紧膜卷,然后回转电机启动,胶带绕在膜卷两端半圈后停止,然后顶升气缸上升,粘贴辊脱离胶带,平移气缸收缩,切断刀片和粘贴辊脱离胶带缠绕范围,然后顶升气缸回落,回转电机启动带动回转支承继续旋转,胶带缠绕在膜卷端部设定圈数后平移气缸伸出,胶带缠绕在粘贴辊后回转电机停止,然后切断气缸伸出,切断压板压住胶带,切断刀片切断胶带,升降夹紧气缸伸出,夹紧板松开膜卷,然后移动驱动装置启动带着移动底板架远离膜卷,完成膜卷缠绕胶带。
27.与现有技术相比,本发明的优点在于:
28.可以通设置卷膜装置,可以把粘贴有双面胶的裁成片状的膜片卷绕粘贴在膜卷的外部,此种包装结构和包装方法不受膜卷直径的限制,可以适用于多种直径的膜卷包装,并且搬运机械手把膜卷搬运至收袋装置进行收袋然后搬运至胶带缠绕装置进行胶带缠绕,利用机械代替人工,提高效率,节约人力。另外卷膜装置、收袋装置、胶带缠绕装置和搬运机械手竖直成三层的排布在机架上,减少机器的安装空间,减少占地面积。
附图说明
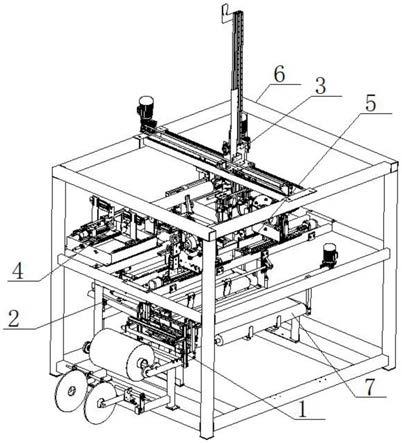
29.图1为本发明的立体结构示意图;
30.图2为本发明的主视结构示意图;
31.图3为本发明的右视结构示意图;
32.图4为本发明卷膜装置的立体结构示意图;
33.图5为图4的主视结构示意图;
34.图6为图4的左视结构示意图;
35.图7为本发明收袋装置的立体结构示意图;
36.图8为图7的主视结构示意图;
37.图9为图7的右视结构示意图;
38.图10为本发明胶带缠绕装置的立体结构示意图;
39.图11为图10的主视结构示意图;
40.图12为图10的左视结构示意图;
41.图13为本发明膜卷存放下料装置的立体结构示意图;
42.图14图13的右视结构示意图;
43.图15为插板部分的安装结构示意图;
44.图16为搬运机械手部分的安装结构图一;
45.图17为搬运机械手部分的安装结构图二;
46.图18为气动搬运夹手的结构示意图;
47.图中:1、卷膜装置,101、牵拉驱动电机,102、牵引同步带轮,103、牵引同步带,104、卷膜架,105、卷膜平台,106、膜卷挡板,107、压紧气缸一,108、牵拉滑轨,109、水平压板,110、导向辊,111、膜片卷,112、支撑滚轮,113、微调丝杠,114、双面胶放置盘,115、进口,116、负压抽吸箱,117、放置支架,118、微调滑轨,119、裁剪刀片,120、裁剪升降气缸,121、裁剪气缸,122、牵拉支架,123、牵拉气动夹手,124、压紧气缸二,125、压紧支板,2、膜卷存放下料装置,201、存放架;202、连杆;203、支撑板;204、调节丝杠;205、调节螺母;206、宽度调节气缸;207、宽度调节滑轨;208、翻转轴;209、滑动板;210、限位板,211、下料架,212、翻转臂,213、调节丝杆,214、翻转气缸,215、挡卷气缸,216、插板,217、插孔,218、挡板,3、搬运机械手,301、搬运平移电机,302、搬运同步带,303、搬运升降电机,304、搬运齿条,305、搬运升降滑轨,306、搬运齿轮,307、搬运滑板,308、搬运平移滑轨,309、搬运同步带轮,310、气动搬运夹手,311、搬运支架板,4、收袋装置,401、支撑座;402、位置调节导轨;403、左右调节滑轨;404、旋转电机;405、左右调节座;406、安装座;407、袋头夹扁板;408、活动板;409、夹板;410、导向杆,411、导向滑轨,412、左右伸缩气缸,413、托辊,414、膜卷夹紧板,415、齿轮,416、齿条,417、夹紧调节气缸,418、夹紧调节板,419、夹扁气缸,420、支撑柱,421、旋转轴,422、位置调节螺杆,423、夹紧支撑导轨,424、支撑板,425、升降调节丝杠,426、安装板,427、升降调节滑轨,428、弹簧;5、胶带缠绕装置,501、底架,502、平移电机,503、平移气缸,504、连接板,505、切断气缸,506、胶带卷,507、回转支承,508、回转电机,509、移动底板架,510、支撑托架,511、同步升降齿条,512、支撑导轮,513、切断压板,514、传动齿轮,515、顶卷辊,516、粘贴辊,517、顶卷气缸,518、顶升气缸,519、平移丝杠,520、安装托架,521、调节杆,522、平移滑轨,523、升降夹紧气缸,524、高度调节轨道,525、蜗轮升降机,526、高度调节丝杠,527、v型托板,528、夹紧板,529、同步升降齿轮,530、升降夹紧导轨,531、切断刀片,6、机架,7、膜卷。
具体实施方式
48.下面对照附图,对本发明的具体实施方式作进一步详细的说明。
49.实施例1,如图1至图17所示,本发明为膜卷自动包装装置,包括机架6,机架6上设有收袋装置4和胶带缠绕装置5,机架上方设有搬运机械手3,其特征在于:还包括卷膜装置1,所述卷膜装置1能够把裁切后的膜片粘贴卷绕在膜卷7的外部进行包装。
50.所述卷膜装置1包括倾斜设置在收袋装置4和胶带缠绕装置5下方的卷膜平台105,卷膜平台105安装在卷膜架104上,卷膜平台105前端设有膜片卷放置架,膜片卷放置架前侧设有双面胶粘贴和撕皮装置,膜片卷放置架和卷膜平台105之间设有膜片裁剪装置,卷膜架104上设有夹住膜片头部牵引膜片到卷膜平台105的牵拉装置,卷膜平台105较低一侧固定有膜卷挡板106,膜卷挡板106上方的机架6上设有搬运机械手3提升通道。
51.所述膜片卷放置架左右两端均转动设有两对支撑膜片卷轴的支撑滚轮112,膜片卷放置架的后端转动安装有多个导向辊110,双面胶粘贴和撕皮装置包括转动安装在膜片卷放置架前端左右两侧的双面胶放置盘114,双面胶放置盘114与膜片卷放置架之间设有双面胶保护皮收集装置,膜片裁剪装置包括竖直设置的裁剪升降气缸120,裁剪升降气缸120的底部固定有裁剪刀片119,裁剪升降气缸120固定连接有水平设置的裁剪气缸121,裁剪气缸121固定安装在卷膜架104上,牵拉装置包括沿前后方向设有的牵拉滑轨108,裁剪刀片119的后侧设有牵拉支架122,牵拉支架122的前端固定有牵拉气动夹手123,牵拉支架122的一端顶部固定有安装在牵拉滑轨108上的滑块,牵拉支架122连接牵拉驱动机构。
52.双面胶放置盘114通过放置轴转动安装有放置支架117,膜片卷放置架的前端底部设有微调滑轨118,放置支架117的底部固定有安装在微调滑轨118上的滑块,放置支架117上固定有微调螺母,微调螺母连接微调丝杠113,微调丝杠113转动安装在膜片卷放置架上,双面胶保护皮收集装置包括负压抽吸箱116,负压抽吸箱116的顶部设有供双面胶保护皮通过的进口115,牵拉驱动机构包括牵拉驱动电机101,卷膜架104上前后转动安装有牵引同步带轮102,牵引同步带轮102之间通过牵引同步带103连接,一端的牵引同步带轮102连接牵拉驱动电机101,牵拉支架122与一侧的牵引同步带103固定,裁剪气缸121的后侧上下均竖直设有压紧气缸一107,裁剪气缸121的前侧上部竖直设有压紧气缸二124,压紧气缸二124的正下方的卷膜架104上固定有压紧支板125,压紧气缸一107和压紧气缸二124的内侧固定有水平压板109,卷膜平台105的较高一侧设有可以使单个膜卷7滚下落到卷膜平台105上把膜片卷绕粘贴在膜卷7外周上的膜卷存放下料装置2。
53.膜卷存放下料装置2包括存放架201,存放架201上倾斜设有下料架211,下料架211较低一端上方的存放架201上转动安装有翻转轴208,翻转轴208中部固定有挡板218,翻转轴208连接翻转驱动装置,下料架211上存放有多个膜卷7,膜卷7两端外侧设有限位板210,在最下方的两个膜卷7之间的限位板210上设有插孔217,插孔217内设有插板216,插板216后侧设有挡卷气缸215。
54.翻转驱动装置包括固定在翻转轴208一端的翻转臂212,翻转臂212另一端铰接有翻转气缸214,翻转气缸214另一端铰接在存放架201上,下料架211较低一端的底部通过销轴转动安装在存放架201上,下料架211较高一端固定有调节转轴,调节转轴外侧套有连接套,连接套的底部固定有调节丝杆213,调节丝杆213通过锁紧螺母固定在存放架201上,两侧的限位板210通过连杆202固定有支撑板203,支撑板203铰接有宽度调节气缸206,宽度调节气缸206另一端固定有滑动板209,滑动板209安装在存放架201上,存放架201的顶部设有宽度调节滑轨207,宽度调节滑轨207上设有滑块一,滑块一与支撑板203固定,滑动板209的
底部固定有安装在宽度调节滑轨207上的滑块二,滑动板209上固定有调节螺母205,调节螺母205内安装有调节丝杠204,调节丝杠204另一端转动安装在存放架201上。
55.下料装置工作时,可以根据需要拧松锁紧螺母,调节调调节丝杆213的长度,从而调节下料架211的倾斜角度,并且根据膜卷7的宽度,旋转调节丝杠213,调节滑动板209的位置,然后宽度调节气缸206伸出,调节限位板210的位置,调节好后翻转气缸214伸出,翻转臂212带动翻转轴208旋转,使得挡板218朝下,然后再下料架211上放上多个膜卷7,最下方的膜卷7会在挡板218的作用下进行限位。
56.收袋装置4包括托辊413,托辊413的两端均设有的夹板409,夹板409为u型,夹板409连接旋转装置,旋转装置连接左右伸缩装置,夹板409与托辊413之间的前后两侧设有袋头夹扁板407,袋头夹扁板407连接夹扁装置,托辊413前后两侧设有膜卷夹紧板414,膜卷夹紧板414连接夹紧装置。
57.旋转装置包括固定连接夹板409的旋转轴421,旋转轴421的外端连接旋转电机404,旋转电机404连接有左右调节座405,左右调节座405连接左右伸缩装置;左右伸缩装置包括左右伸缩气缸412,左右伸缩气缸412连接左右调节座405,左右调节座405的底部固定有左右调节滑块,左右调节滑块底部安装有左右调节滑轨403;夹扁装置包括连接袋头夹扁板407的夹扁气缸419,夹扁气缸419固定安装有安装座406,左右伸缩气缸412的另一端固定安装在安装座406上,袋头夹扁板407固定连接导向滑轨411,导向滑轨411上安装有导向滑块,导向滑块与安装座406连接;夹板409前后两侧的袋头夹扁板407上设有开口,开口内设有活动板408,活动板408的前后方向的外侧设有导向杆410,导向杆410的内端与袋头夹扁板407固定,导向杆410的外端固定有限位冒,限位冒与活动板408之间的导向杆410上套有弹簧428,活动板408左右方向的外侧设有外八字的翻边;左右调节滑轨403的底部固定有支撑座401,支撑座401的前后两侧设有位置调节导轨402,前后侧的安装座406的底部固定连接,前后侧的安装座406的底部固定有安装在位置调节导轨402上的滑块,安装座406中部固定有位置调节螺套,位置调节螺套连接有位置调节螺杆422,位置调节螺杆422外端转动安装在支撑座401上;夹紧装置包括固定在膜卷夹紧板414底部的夹紧调节板418,夹紧调节板418的下方设有支撑板424,托辊413安装在支撑板424上,支撑板424的顶部沿前后方向固定有夹紧支撑导轨423,夹紧支撑导轨423上安装有与夹紧调节板418固定的滑块,夹紧调节板418上设有同步夹紧机构;同步夹紧机构包括转动安装在支撑板424上的齿轮415,齿轮415的左右两侧均啮合有齿条416,左右两侧的齿条416分别与前后侧的夹紧调节板418固定,一侧的夹紧调节板418连接有夹紧调节气缸417,夹紧调节气缸417固定安装在支撑板424上;支撑板424上固定有升降调节滑轨427,升降调节滑轨427安装有滑块,滑块固定连接有安装板426,安装板426上安装有升降调节螺母,升降调节螺母上安装有升降调节丝杠425,升降调节丝杠425下端转动安装有轴承座,轴承座固定在支撑板424上。
58.胶带缠绕装置5包括固定在机架6上的底架501和支撑托架510,支撑托架510的两端设有可以沿膜卷7轴向移动的移动底板架509,移动底板架509连接移动驱动装置,移动底板架509外侧转动安装有回转支承507,回转支承507通过传动齿轮514连接回转电机508,回转支承507外侧面上固定有放置胶带卷506的胶带安装轴,回转支承507的外侧设有固定在移动底板架509上的安装托架520,安装托架520上固定有竖直设置的顶升气缸518,顶升气缸518的顶部固定有水平设置的平移气缸503,平移气缸503的活塞杆固定连接有连接板
504,连接板504上固定有胶带头部粘贴辊516和切断气缸505,切断气缸505固定连接有切断刀片531和切断压板513,安装托架520上还固定有水平的顶卷气缸517,顶卷气缸517连接有与回转支承507同轴的顶卷辊515。
59.回转支承507的外侧设有多个转动安装在移动底板架509上的支撑导轮512,移动驱动装置包括设置在底架501上的平移滑轨522,移动底板架509底部固定有安装在平移滑轨522上的平移滑块,移动底板架509上固定有平移螺母,平移螺母连接有平移丝杠519,平移丝杠519连接有平移电机502,平移电机502固定在底架501上,支撑托架510的顶部中间设有v型托板527,支撑托架510的底部两侧固定有高度调节轨道524,底架501上固定有安装在高度调节轨道524上的滑块,支撑托架510固定有高度调节螺母,高度调节螺母连接有高度调节丝杠526,高度调节丝杠526的底端连接有固定安装在底架501上的蜗轮升降机525,涡轮升降机的另一端连接有调节杆521,支撑托架510与移动底板架509之间的上下方设有相互配合的夹紧板528,移动底板架509上转动安装有同步升降齿轮529,同步升降齿轮529两侧啮合有同步升降齿条511,两侧的同步升降齿条511分别与上下的夹紧板528固定,移动底板架509上固定有升降夹紧导轨530,上下的夹紧板528上均固定有安装在升降夹紧导轨530上的升降滑块,移动底板架509上铰接有升降夹紧气缸523,升降夹紧气缸523的另一端与一侧的同步升降齿条511铰接;搬运机械手3包括沿着机架6顶部左右方向固定设置的搬运平移滑轨308,搬运平移滑轨308上方设有搬运滑板307,搬运滑板307的底部固定有安装在搬运导轨上的搬运滑块,搬运平移滑轨308两端的机架6上转动安装有搬运同步带轮309,两侧的搬运同步带轮309连接有搬运同步带302,一侧的搬运同步带轮309连接有搬运平移电机301,搬运滑板307与一侧的搬运同步带302固定,搬运滑板307上设有竖直的搬运升降滑轨305,搬运升降滑轨305一侧设有搬运齿条304,搬运齿条304连接搬运齿轮306,搬运齿轮306连接有搬运升降电机303,搬运滑板307上固定有安装在搬运升降滑轨305上的滑块,搬运升降滑轨305的底部固定有搬运支架板311,搬运支架板311的底部两端固定有气动搬运夹手310。
60.实施例2提供一种膜卷自动包装方法,应用于实施例1中的膜卷自动包装装置,包括以下步骤:s1、利用卷膜装置1把膜片卷111开卷成段裁切后卷绕粘贴在膜卷7外周上,s2、利用搬运机械手3把缠绕好膜片的膜卷7搬运至收袋装置4上,把膜片两端塞入膜卷7的空心筒中,s3、利用搬运机械手3把收袋装置4上的膜卷7搬运至胶带缠绕装置5上,利用胶带缠绕装置5把膜卷7两端进行胶带缠绕封装固定,s4、利用搬运机械手3把缠好胶带的膜卷7从胶带缠绕装置5上搬运到储存区进行成品储放。储存区可以是设置在卷膜平台105一侧的储存架,储存架倾斜设置,方便膜卷7滚出。
61.步骤s1工作之前,根据膜卷7的直径,旋转微调丝杠113,带动放置支架117在微调滑轨118上移动,从而调节两侧双面胶放置盘114的位置,从而调节双面胶粘贴在膜片卷111上的位置,适应包装不同直径的膜卷7。
62.s1的具体步骤为:把双面胶放置盘114上的双面胶头部粘贴在膜片卷111的两端外部,然后把膜片卷111的头部绕过导向辊110,这时撕开双面胶的保护皮,把保护皮反向拉扯绕过膜片卷111顶部塞入负压抽吸箱116的进口115,利用进口115的负压抽吸力抽吸保护皮,然后膜片卷111的头部利用牵拉气动夹手123夹住,牵拉驱动装置拉着膜片头部向后运动进行膜片卷111展开,展开到设定长度时,牵拉驱动装置停止,压紧气缸一107和压紧气缸
二124启动,对裁剪部位两侧进行压紧,然后裁剪升降气缸120向下伸出,裁剪气缸121伸出,对膜片进行裁剪,裁剪完成后,牵拉驱动装置启动拉着膜片向后移动设定距离,牵拉气动夹手123松开移动到最后侧位置停止,挡卷气缸215伸出,插板216挡在最下方的两个膜卷219之间,然后翻转气缸214收缩,翻转臂212带动翻转轴208旋转,挡板218脱离对膜卷219的限位,最下方的膜卷219从下料架211上滚落,后方的膜卷219通过插板216限位挡住,上完料后翻转气缸214伸出,挡板218回复原位,然后挡卷气缸215收缩,插板216抽出,膜卷7向下滚一个膜卷位置,等待下次下料,从下料架211上滚落膜卷7,从卷膜平台105较高一侧滚落下,在滚到膜片位置时,通过左侧双面胶粘贴在膜片外周上,然后膜片卷绕在膜卷7上,最后滚落在膜卷挡板106处。
63.在s2工作之前:通过旋转升降调节丝杠425,带动支撑板424沿着升降调节滑轨427竖直升降,从而调节托辊413和膜卷夹紧板414的高度,适应不同规格直径的膜卷7,调节高度是时,使得膜卷7的中心轴与旋转轴421同轴。
64.s2的具体步骤为:搬运机械手3夹住膜卷挡板106处的膜卷7沿着搬运机械手3提升通道向上提升,然后再向左侧移动把膜卷7移动到收袋装置4的托辊413上,通过托辊413支撑膜卷7,然后利用膜卷夹紧板414夹紧,左右两端的夹扁装置带动袋头夹扁板7把卷绕成筒状的膜片两端夹扁,然后左右伸缩装置把夹板409输送过来,夹扁的膜片袋头伸入夹板409的夹槽中,然后袋头夹扁板407松开,旋转装置带动夹板409旋转,把袋头两端旋转,然后左右伸缩装置继续带着夹板409向内侧移动,把袋头两端塞入膜卷7的膜筒中心孔中,然后左右伸缩装置带着夹板409向外侧移动一端距离,夹板409脱离包装膜片,然后左右伸缩装置带着夹板409向内侧运动,二次把包装膜片塞入膜筒,然后左右伸缩装置带着夹板409回位,膜卷夹紧板414回位,完成收袋工作。
65.s3工作之前:可以通过调节杆521带动涡轮升降机525转动,从而使得高度调节丝杠526带动高度调节螺母上下移动,使得支撑托架510沿着高度调节轨道524升降,调节v型托板527的高度,适应不同规格直径的膜卷7,使得膜卷7的中心与回转支承507的中心同轴。
66.s3的具体步骤为:搬运机械手3夹住收袋完成的膜卷7然后搬运到胶带缠绕装置5的v型托板527上,顶卷气缸517伸出,移动驱动装置把移动底板架509向膜卷7移动,并且顶卷气缸517上的顶卷辊515顶着膜卷7端部中心进行定位,升降夹紧气缸523收缩,夹紧板528夹紧膜卷7,然后回转电机508启动,胶带绕在膜卷7两端半圈后停止,然后顶升气缸518上升,粘贴辊516脱离胶带,平移气缸503收缩,切断刀片531和粘贴辊516脱离胶带缠绕范围,然后顶升气缸518回落,回转电机508启动带动回转支承507继续旋转,胶带缠绕在膜卷7端部设定圈数后平移气缸503伸出,胶带缠绕在粘贴辊516后回转电机508停止,然后切断气缸505伸出,切断压板513压住胶带,切断刀片531切断胶带,升降夹紧气缸523伸出,夹紧板528松开膜卷7,然后移动驱动装置启动带着移动底板架509远离膜卷7,完成膜卷7缠绕胶带。
67.本发明的可以通设置卷膜装置,可以把粘贴有双面胶的裁成片状的膜片卷绕粘贴在膜卷的外部,此种包装结构和包装方法不受膜卷直径的限制,可以适用于多种直径的膜卷包装,并且搬运机械手把膜卷搬运至收袋装置进行收袋然后搬运至胶带缠绕装置进行胶带缠绕,利用机械代替人工,提高效率,节约人力。另外卷膜装置、收袋装置、胶带缠绕装置和搬运机械手竖直成三层的排布在机架上,减少机器的安装空间,减少占地面积。
68.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包
含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
69.在本发明的描述中,术语“内”、“外”、“纵向”、“横向”、“上”、“下”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明而不是要求本发明必须以特定的方位构造和操作,因此不能理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1