挤出薄膜自动收卷机的制作方法
1.本发明涉及用于薄膜生产的机械设备,尤其涉及一种能够将薄膜自动收卷成卷料产品的薄膜收卷机。
背景技术:
2.薄膜收卷机是将薄膜等软带状物料收卷于卷绕轴上而形成卷料的机械设备,是薄膜类产品生产流水线中的收卷部分。目前的薄膜收卷机大都采用手动上卷和卸卷的收卷方式,当一根卷绕芯轴满卷后,必须停机后再进行换卷、上卷及卸卷等复杂有人式操作,不仅难以保证卷料和薄膜产品的质量,而且这种操作需要花费大量人工和操作时间,成品率下降,生产效率低,尤其是不适应于全流程连续化生产,也无法进行自动控制和自动化操作,不适应薄膜产品的优质、高效和连续化的生产要求。
技术实现要素:
3.针对现有技术所存在的上述不足,本发明所要解决的技术问题是提供一种能进行自动换卷和卸卷操作的挤出薄膜自动化收卷机,收卷质量好,生产效率高。
4.为了解决上述技术问题,本发明的挤出薄膜自动收卷机,包括机架,所述机架上转动支承有摩擦辊筒,机架上移动支承有工作卷轴驱动装置,在机架上还活动支承有飞刀切断机构、压合摆臂机构和备轴压合机构;所述工作卷轴驱动装置包括有两个相对设置且可移动地支承于机架上的滑移座,位于一侧的滑移座上转动支承有驱动齿轮,该驱动齿轮与工作轴驱动电机传动连接,在该滑移座上铰支有v型托架,固连于v型托架上的翻转臂与翻卷气缸铰连,翻卷气缸铰支于滑移座上,在该侧的v型托架上固定安装有卡合气缸一和卡合气缸二,卡合气缸一和卡合气缸二的活塞杆可以穿过v型托架伸至v型托架的内侧,在该侧滑移座上还安装有抵压气缸,固定安装于抵压气缸活塞杆端的抵压头位于该v型托架的内侧;位于另一侧的滑移座上也铰支有对应的v型托架,固连于该v型托架上的翻转臂与翻卷气缸铰连,翻卷气缸铰支于滑移座上,在该侧的v型托架上也固定安装有卡合气缸一和卡合气缸二,卡合气缸一和卡合气缸二的活塞杆可以穿过v型托架伸至v型托架的内侧,在该侧滑移座上安装有抵压气缸,固定安装于该抵压气缸活塞杆端的抵压头位于该v型托架的内侧;所述飞刀切断机构包括两铰支于机架上的铰支侧板,在两根铰支侧板之间转动支承有导膜辊一、导膜辊二、导膜辊三和导膜辊四,在两根铰支侧板之间还安装有无杆气缸和静电安装杆,该无杆气缸上安装有飞刀,在静电安装杆上安装有静电发生棒;在铰支侧板的另一端铰连有飞刀气缸,该飞刀气缸铰支于机架上;所述压合摆壁机构包括两相对设置且铰支于机架上的压合摆臂,每一压合摆臂均与对应的摆臂气缸相铰支,摆臂气缸铰支于机架上;所述备轴压合机构包括两相对设置且铰支于机架上的压合支架,每一压合支架均与对应的翻转气缸相铰连,翻转气缸铰支于机架上,在压合支架上铰支有压爪,在压爪与压
合支架之间铰连有压爪气缸;备轴压合机构与备轴入位导板相对应,每一备轴入位导板对应一压爪,备轴入位导板固定安装于机架上。
5.本发明的技术方案与现有技术相比具有如下优点:首先在机架上可移动地支承有工作卷轴驱动装置,通过该卷轴驱动装置实现薄膜自动卷轴而形成卷料产品,在机架上还活动支承有飞刀切断机构、压合摆臂机构和备轴压合机构,上述机构的依序组合动作,实现了满卷薄膜的切断分离和备用卷轴的上卷操作,从而自动完成了备料卷轴的上卷、新卷轴的卷料和满卷的薄膜的切断分离,整个工作过程无需人工参与而由收卷机自动完成,不仅有效地保证了薄膜收卷质量,而且生产效率高,实现了整个收卷过程的自动操作。
6.由于工作卷轴驱动装置的滑移座上转动支承有驱动齿轮,工作时该驱动齿轮与卷绕芯轴上的齿轮相啮合,驱动工作卷轴完成薄膜卷绕;抵压气缸活塞杆端的抵压头位于v型托架的内侧,在卷绕芯轴进行正常卷绕时,该v型托架和抵压头对芯轴上对应档轴承进行约束,使芯轴只能相对v型托架或抵压头进行转动而不能相对移动;卷绕芯轴满卷后薄膜被切断分离抵压头缩回而失去对芯轴的约束,此时v型托架上的两个卡合气缸活塞杆伸出,并与v型托架一起形成对芯轴的新约束,以便完成满卷轴的翻转,以便卸卷,上述结构使得芯轴完成了卷绕和卸卷。
7.又由于在机架上活动支承有飞刀切断机构,在该机构中采用静电发生器产生电晕放电,使薄膜能够在静电粒子的作用可靠地吸附于摩擦辊筒上,以实现对薄膜的准确、快速切断,结构简便,吸附可靠;在该机构中还采用无杆气缸作为切割飞刀的驱动装置,结构紧凑,大大节省空间,并且切断效率高,能够满足长切断行程的要求。
8.还由于在机架上活动支承有压合摆臂机构和备轴压合机构,备轴压合机构能够将重新上卷的新卷轴滚动贴于摩擦辊筒的辊筒表面上并将该新卷轴沿备轴入位导板推进卷绕位置;压合摆臂机构将新卷轴转动地压合在摩擦辊筒的筒面上,并使切断分离后的薄膜开始卷绕于该卷轴上,自动完成新卷轴的上卷操作。
9.本发明的进一步实施方式,所述机架上设置有两根相互平行的卷轴滑轨,该两根卷轴滑轨分别固定安装于两相对的机架侧板上;在该两侧板的前端安装有卸轴气缸,卸轴气缸的活塞端安装有卸轴叉。既有利于芯轴的卷绕,又有利于满卷的卸卷,本发明的优选实施方式,所述摩擦辊筒与摩擦辊驱动电机传动连接,该摩擦辊驱动电机安装于机架上;所述工作卷轴驱动装置、飞刀切断机构和压合摆臂机构位于摩擦辊筒的前侧,备轴压合机构则位于摩擦辊筒的后侧。实现卷绕薄膜的自动上卷绕和切断操作。
10.本发明的优选实施方式,所述滑移座与对应侧的拖动链条相连接,两侧的拖动链条均与拖动电机传动连接;滑移座通过对应的滑动导轨副滑动支承于机架上。所述工作轴驱动电机通过带传动副与驱动齿轮传动连接。相互固连的v型托架和翻转臂通过托架铰支座铰支于滑移座上。完成卷绕轴的水平自动移动。
11.本发明的优选实施方式,所述飞刀位于相互平行的导膜辊二和导膜辊三之间,所述静电发生棒位于导膜辊二和导膜辊一之间;所述铰支侧板通过铰支轴铰支于机架上。实现对薄膜快速、准确切断。
12.本发明的优选实施方式,两根所述压合摆臂通过摆臂连杆相互固连,相互固连的压合摆臂通过摆臂铰支轴铰支于机架上。实现新卷轴的稳定压合。
13.本发明的优选实施方式,所述压爪的一伸出端与压爪气缸活塞相铰连,压爪的另一伸出端为工作端,压爪气缸的缸体铰支于压合支架上。实现对新卷轴的可靠握持。
14.本发明的优选实施方式,所述备轴入位导板弧形滑动面的高位端高于摩擦辊筒上对应位置的母线,备轴入位导板弧形滑动面的低位端位于摩擦辊筒对应位置的母线上。使新卷轴顺利地从备用状态推至工作状态。
附图说明
15.下面结合附图和具体实施方式对本发明挤出薄膜自动收卷机作进一步说明。
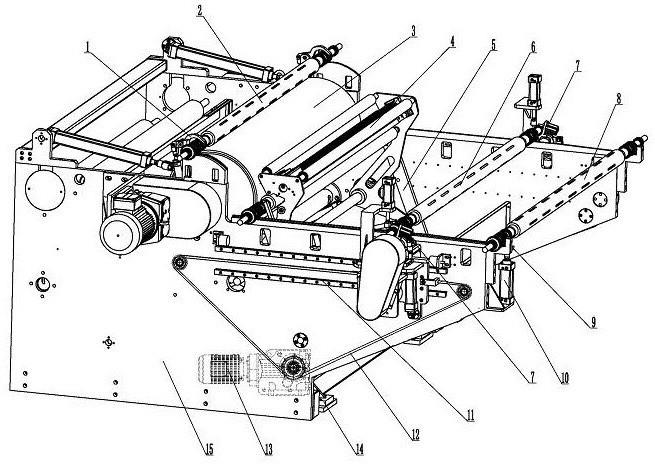
16.图1是本发明挤出薄膜自动收卷机一种具体实施方式的结构示意图(飞刀切断机构处于工作状态);图2是图1所示实施方式飞刀切断机构处于非工作状态的结构示意图;图3是图1所示实施方式中工作卷轴驱动装置的结构示意图;图4是图3所示结构中驱动端的放大结构示意图;图5是图3所示结构中卡合气缸约束卷轴的原理图;图6 是图3所示结构中v型托架和抵压头约束卷轴的原理图;图7是图1所示实施方式中飞刀切断机构的结构示意图;图8是图7所示结构的端面正视图;图9 是图1所示实施方式中压合摆臂机构的结构示意图;图10是图1所示实施方式中单侧的备轴压合机构的结构示意图。
17.图中,1—备轴压合机构、101—压合支架、102—压爪气缸、103—翻转气缸、104—压爪、105—支架铰支孔;2—备用卷轴;3—摩擦辊筒;4—飞刀切断机构、401—铰支侧板、402—飞刀气缸、403—铰支轴、404—导膜辊一、405—导膜辊二、406—导膜辊三、407—静电发生棒、408—静电安装杆、409—飞刀、410—无杆气缸、411—导膜辊四;5—压合摆臂机构、501—摆臂气缸、502—压合摆臂、503—摆臂连杆、504—摆臂铰支轴;6—工作卷轴;7—工作卷轴驱动装置、701—滑移座、702—工作轴驱动电机、703—带传动副、704—抵压气缸座、705—抵压头、706—抵压气缸、707—v型托架、708—卡合气缸、709—卷轴齿轴、710—驱动齿轮、711—卡合气缸、712—翻卷气缸、713—翻转臂、714—托架铰支座;8—满卷轴;9—卸轴叉;10—卸轴气缸;11—滑动导轨副;12—拖动链条;13—拖动电机;14—机架座;15—机架;16—卷轴滑轨;17—新卷轴;18—备轴入位导板;19—摩擦辊驱动电机。
具体实施方式
18.如图1、图2所示的挤出薄膜自动收卷机,其机架15包括有两片相隔且竖直设置的左、右侧板,该左、右两片侧板的底端固定连接有机架座14,通过连接杆件相互固连的侧板和机架座14构成机架15。在机架15上通过轴承转动支承有摩擦辊筒3,摩擦辊筒3具有牵引拖曳挤出薄膜的作用,摩擦辊筒3芯轴两端的轴承分别通过对应的轴承座支承于机架15左、右两侧板上,在与摩擦辊筒3位置对应的机架两侧板上均固定安装有备轴入位导板18,备轴入位导板8的弧形滑动面后侧的高位端高于摩擦辊筒3对应位置的母线,以保证搁置此处的备用卷轴2与摩擦辊筒3的筒面保持一定间隔距离,备轴入位导板8的弧形滑动面前侧的低位端位于摩擦辊筒3对应位置的母线上,以使得摩擦辊筒3被推至该位置时,备用卷轴2与摩
擦辊筒3相接触而摩擦对滚。摩擦辊筒3通过对应的减速器和带传动副与摩擦辊驱动电机19传动连接,摩擦辊驱动电机19固定安装于机架15的一侧板上。
19.摩擦辊筒3前侧的机架15上可摆动地支承有飞刀切断机构4和压合摆臂机构5,在摩擦辊筒3前侧的机架15上还滑动支承有工作卷轴驱动装置7,摩擦辊筒3后侧的机架15上可摆动地支承有备轴压合机构1;在机架15两侧板的前端分别固定安装有卸轴气缸10,卸轴气缸10的活塞杆端固定连接有卸轴叉9,侧板的前端还固定安装有托辊挡叉,托辊挡叉与卸轴气缸10的位置相对应。在机架15的两侧板上还固定安装有水平布置的卷轴滑轨16,卷轴滑轨16位于摩擦辊筒3的前侧,并且卷轴滑轨16的位置与飞刀切断机构4、压合摆臂机构5和工作卷轴驱动装置7位置相对应。
20.如图3、图4所示的工作卷轴驱动装置,工作卷轴驱动装置7包括有两个相对设置的滑移座701,每一滑移座701通过对应侧的滑动导轨副11滑动支承于机架15对应侧的侧板上,滑动导轨副11采用通用的直线导轨或滚动直线导轨。
21.驱动端侧的滑移座701上设置有驱动齿轮710、带传动副703和工作轴驱动电机702。如图4所示,滑动座701上转动支承有驱动齿轮710,该驱动齿轮710通带传动副703与工作轴驱动电机702传动连接;带传动副703为齿形带传动副,工作轴驱动电机702固定安装于滑移座701上。工作时驱动齿轮710与工作卷轴6上的卷轴齿轮709进入啮合状态。在滑移座701上铰支有v型托架707,v型托架707的另一侧固连有翻转臂713,翻转臂713的外伸端铰连于翻卷气缸712的活塞杆端,翻卷气缸712的缸体则铰支于滑移座701上,v型托架707呈v型折板结构,以形成对工作卷轴6对应的轴承档处进行托持约束。在v型托架707的两伸出板外侧分别固定安装有卡合气缸一708和卡合气缸二711。卡合气缸一708和卡合气缸二711的活塞杆可以穿过v型托架707上的圆孔而伸至v型托架707的内侧。在滑移座701上还通过抵压气缸座704安装有抵压气缸706,抵压气缸706的活塞杆端固定安装有抵压头705,抵压头705位于该v型托架707的内侧。
22.与驱动端侧相对的另一侧的滑移座701上未设置驱动齿轮710、带动副703和工作轴驱动电机702,该侧的滑移座701仅对工作卷轴6起到托持约束作用,该侧的滑移座701上也铰支有v型托架707,v型托架707的外侧固连有翻转臂713,翻转臂713的外伸端铰连于翻卷气缸712的活塞杆端,翻卷气缸712的缸体则铰支于滑移座701上,v型托架707同样呈v型折板结构,在v型托架707的两伸出板外侧分别固定安装有卡合气缸一708和卡合气缸二711。卡合气缸一708和卡合气缸二711的活塞杆也可以穿过v型托架707上的圆孔而伸至v型托架707的内侧。在滑移座701上同样通过抵压气缸座704安装有抵压气缸706,抵压气缸706的活塞杆端固定安装有抵压头705,抵压头705位于该v型托架707的内侧。
23.如图5所示,当抵压头705上移回缩时,卡合气缸一708和卡合气缸二711活塞杆伸出,两活塞杆与v型托架707卡于工作卷轴6对应档的轴承上,此时工作卷轴6已至满卷,翻卷气缸712启动,推动翻转臂713和v型托架707绕铰支轴翻转,将满卷的工作卷轴6翻至机架15上的卷轴滑轨16上,使之进入卸卷状态。如图6所示,当抵压头705随活塞杆外伸时,抵压头705与v型托架707卡于工作卷轴6对应档的轴承上,此时卡合气缸一708和卡合气缸二711的活塞杆回缩,工作卷轴6处于卷绕工作状态,在机架15两侧板的外侧均张拉有拖动链条12,拖动链条12的两端均固定连接于滑移座701上,拖动电机13位于机架15两侧板的中间位置,拖动电机13经过减速箱以及向两端
外伸的输出轴分别驱动两侧的拖动链条12,拖动电机13正转或反转时通过拖动链条12拖动滑移座701沿滑动导轨副11向前或向后平移。
24.如图7、图8所示的飞刀切断机构,该飞刀切断机构4包括两个平行相距设置的铰支侧板401,该两铰支侧板401通过铰支轴403可摆动地铰支于机架15的两侧板上,两个铰支侧板401的一端部之间可以转动地支承有导膜辊一404、导膜辊二405、导膜辊三406和导膜辊四411,在两个铰支侧板401之间还安装有无杆气缸410,无杆气缸401与导膜辊相互平行设置,在无杆气缸410的滑动部件上固定安装有飞刀409。在两个铰支侧板401之间还安装有静电安装杆408,静电安装杆408同样与导膜辊相互平行设置,静电安装杆408上等距地安装有四根静电发生棒407;静电发生棒409和无杆气缸401均采用市场上通用产品。飞刀409位于相互平行的导膜辊二405和导膜辊三406之间,静电发生棒407则位于导膜辊二405和导膜辊一404之间。两个铰支侧板401的另一端分别铰连于对应的飞刀气缸402的活塞杆上,飞刀气缸402的缸体则铰支于机架15对应侧的侧板上。当工作卷轴6满卷时,飞刀气缸402推动飞刀409和静电发生棒407抬起而靠近薄膜,薄膜绕过导膜辊一404、导膜辊二405、导膜辊三406和导膜辊四411的辊面,静电发生棒407的静电荷使薄膜贴近新卷轴,此时飞刀409在飞刀气缸402的推动下沿宽度方向将薄膜切断分离。
25.如图9所示,压合摆臂机构5包括两平行设置且铰支于机架15上的压合摆臂502,两根压合摆臂502通过摆臂连杆503相互固连,相互固连的摆臂连杆503和压合摆臂502又通过摆臂铰支轴504铰支于机架15两对应的侧板上。压合摆臂502上与铰支端相对的另一端为压辊叉头,在压合摆臂502的中段位置铰连有摆臂气缸501,摆臂气缸501的的缸体则铰支于机架15对应的侧板上。
26.如图10所示,备轴压合机构1包括两相互平行设置且可转动地套装于摩擦辊筒3的辊轴上的压合支架101,从而形成压合支架101在机架15上的铰支结构;翻转气缸103的活塞杆铰连于压合支架101上,翻转气缸103的缸体则铰支于机架15上,每一压合支架101对应有一翻转气缸103,在压合支架101上铰支有压爪104,压爪104的一端为压合握持端,以将备用卷轴2压合在对应的备轴入位导板18上,压爪104的另一端与压爪气缸102的活塞杆相铰连,压爪气缸102的缸体则铰支于压合支架101上。
27.薄膜卷绕收卷工作时,卷轴齿轮709和驱动齿轮710相啮合,工作轴驱动电机702通过两相互啮合的齿轮驱动工作卷轴6作卷绕运动;卷绕至满卷时被压爪气缸102和压爪104握持在备轴入位导板18上的备用卷轴2,在翻转气缸103的推动下依次沿备轴入位导板18的滑动支承面和摩擦辊筒3的转动辊筒面被送至卷轴滑轨16上,随即压合摆臂机构5的压合摆臂502在摆臂气缸501的作用,使压合摆臂502的压辊叉头压住备用卷轴2两端的对应轴承上,使备用卷轴2与摩擦辊筒3形成对滚,此时飞刀切断机构4在其飞刀气缸402的推动下抬起,静电发生棒407的静电离子将薄膜吸附于备用卷轴表面,飞刀409在无杆气缸410的推动下,快速地将薄膜切断,薄膜卷绕于新卷轴17上。满卷后的工作卷轴进入分离状态并在拖动电机13和拖动链条12的作用下,随工作卷轴驱动装置7移动至卸卷位置后,抵压头705随抵压气缸706缩回,卡合气缸一708和卡合气缸二711活塞杆伸出对卷轴形成握持约束,翻卷气缸712推动v型托架707翻转,将卷轴接触卷轴滑轨16后,卡合气缸的活塞杆缩回,满卷已进入得落卷状态,由卸轴气缸10和卸轴叉9进入卸卷操作。完成卸卷后的工作卷轴驱动装置7又在拖动电机13和拖动链条12的作用下,进行反向移动而向新卷轴17接近,与此同时飞刀
切断机构4下摆而离开工作状态,新卷轴17在压合摆臂机构5的约束下与摩擦辊筒3对滚而进行卷绕,当移动的工作卷轴驱动装置7运动至新卷轴17位置时,工作卷轴驱动装置7上的驱动齿轮710与卷轴齿轮709相啮合,压合摆臂机构5下摆而撤回对新卷轴的约束,工作轴驱动电机702给新卷轴17提供卷绕动力后,v型托架707和抵压头705对新卷轴17形成约束握持,拖动电机13和拖动链条12带着新卷轴17移动而进入卷绕工作位置。重复上述的上卷、卷绕和卸卷操作而实现薄膜的自动收卷。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1