一种填料波纹片自动翻片叠片设备的制作方法
1.本发明涉及填料波纹片制造技术领域,具体涉及一种填料波纹片自动翻片叠片设备。
背景技术:
2.目前,在空分、化工、石化、环保等工业领域,人们在进行精馏、吸收、解吸、萃取、换热和洗涤时,经常会用到由低刚度矩形波纹片单元正反交替规则排布垒叠而成的填料。如图1所示,波纹片单元1上具有若干横截面呈半圆形的凸条,相邻的凸条之间分别向上和向下凸起而相互连接在一起,从而使横截面大致呈连续的正弦波状。波纹片单元中相邻的弯曲凸条的最低点到最高点之间的距离构成波纹片单元的高度,而填料9内的波纹片单元需要正反交替堆叠,以便在相邻的波纹片单元之间形成空隙。
3.此类填料一般包括如下制造步骤:先在波纹片生产线上生产出连续的波纹片,然后用裁切装置将连续的波纹片裁切成设定规格的矩形波纹片单元,然后将波纹片单元一正一反地堆叠在一起,以形成波纹片填料。
4.但是,现有的波纹片填料生产方式存在如下技术缺陷:人们通常是通过手动或者机械手使波纹片单元翻转180
°
、从而形成正反堆叠的,可以理解的是,当采用人工手动操作时,虽然具有叠放位置准确、初期投入少等优点,但是其效率低下,并且收到操作人员个人技能、责任心等的限制,难以做到品质的一致。对于采用全自动的机械手方式而言,虽然可实现全自动化生产,从而使生产效率高,但是,由于波纹片单元重量轻,在翻转过程中容易出现弯曲变形等特点,导致其品质一致性差。特别是,为了保证有效翻转,需要采用两个机械手进行自动化操作,从而造成初期投入高,不利于降低生产成本,难以大面积普及推广。
技术实现要素:
5.本发明的目的是为了提供一种填料波纹片自动翻片叠片设备,既可简化整体设备的结构,从而降低初期投资和生产成本,又可有效地提升生产效率,并确保品质的一致性。
6.为了实现上述目的,本发明采用以下技术方案:一种填料波纹片自动翻片叠片设备,其适用于将矩形的波纹片单元正反堆叠,包括波纹片单元输送装置、波纹片单元叠放装置,所述波纹片单元输送装置包括输送支架、设置在输送支架上具有上下布置的两层输送线的输送线组、用于驱动输送线组围绕中心轴线转动的翻转机构,在两层输送线之间具有大于波纹片单元高度的容置空隙,所述波纹片单元叠放装置包括一个上部开口的叠放框架,叠放框架的前端为与输送线组的输出端对接的接入端,在叠放框架的开口两侧分别设有支撑滚轮组,所述支撑滚轮组包括若干沿输送线组的输送方向间隔布置的滚轮,所述支撑滚轮组与一张开机构相关联,从而使两列支撑滚轮组可由接入位置相对外移动至叠放位置,所述填料波纹片自动翻片叠片设备的叠片包括如下步骤:a.使奇数片的波纹片单元进入两层输送线之间的容置空隙内,此时,下层的输送
线会带动波纹片单元向前移动;b.奇数片的波纹片单元从容置空隙内向前伸出并落到叠放框架上处于接入位置的支撑滚轮组,张开机构动作,使两列支撑滚轮组向外移动至叠放位置,此时的奇数片波纹片单元即可落入叠放框架内;c.使偶数片的波纹片单元进入两层输送线之间的容置空隙内,此时,下层的输送线会带动波纹片单元向前移动;d.翻转机构动作使输送线组翻转180
°
,当偶数片的波纹片单元从容置空隙内向前伸出并落到叠放框架上处于接入位置的支撑滚轮组时,张开机构动作,使两列支撑滚轮组向外移动至叠放位置,此时的偶数片波纹片单元即可落入叠放框架内,从而与奇数片的波纹片单元形成正反叠放。
7.由于输送线组具有上下布置的两层输送线,因此,波纹片单元可通过两层输送线之间的容置空隙向前移动,从而避免波纹片单元的无序移位,有利于从输送线组送出的波纹片单元与后续的波纹片单元叠放装置形成准确对接。
8.和现有技术不同的是,本发明包括可通过翻转机构翻转180
°
的输送线组,也就是说,本发明是通过转动输送线组使波纹片单元翻转180
°
的,因此,可通过简单的翻转机构实现输送线组的转动。和手工翻转相比,可显著地提升生产效率;和机械手直接翻转波纹片单元相比,有利于简化结构,并确保波纹片单元翻转后位置的精确,进而实现波纹片单元正反向的精准叠放。
9.此外,本发明在在叠放框架的开口两侧分别设有沿输送线的输送方向延伸的支撑滚轮组,这样,从输送线组送出的波纹片单元可搭接在叠放框架两侧处于接入位置的支撑滚轮组上,并在输送线组的驱动下在支撑滚轮组上继续向前移动,直至完全落入叠放框架开口范围内,此时,张开机构使叠放框架两侧的支撑滚轮组相对外移至叠放位置,波纹片单元即可在自动下落到叠放框架内。可以理解的是,我们应使接入位置的支撑滚轮组之间的间距小于波纹片单元的宽度,使叠放位置的支撑滚轮组之间的间距大于波纹片单元的宽度。
10.作为优选,所述翻转机构包括间隔地连接在输送线组外面的驱动圆环和至少1个支撑圆环,所述支撑圆环与输送支架形成可转动连接,驱动圆环通过传动机构与一个动力单元相关联。
11.本发明的翻转机构包括驱动圆环和至少1个支撑圆环,其中的支撑圆环与输送支架形成可转动连接,而驱动圆环通过传动机构与一个动力单元相关联。也就是说,驱动圆环同时起到支撑作用,其与支撑圆环一起,使输送线组与输送支架形成可转动连接。这样,动力单元即可方便地通过传动机构带动驱动圆环转动,继而带动输送线组转动。
12.作为优选,在输送线组外面设有前后两个所述的支撑圆环,所述驱动圆环为齿圈,动力单元为步进电机,步进电机通过齿轮传动机构与驱动圆环相关联。
13.前后两个的支撑圆环可对输送线组形成稳固的支撑,此时,驱动圆环只需承担驱动作用,从而有利于降低驱动圆环的受力、以及动力单元通过传动机构向驱动圆环需要传递的扭矩。
14.作为优选,在输送线组的一侧设有遮挡容置空隙侧面的挡板,从而使输送线组的容置空隙一侧呈封闭状,当输送线组翻转到90
°
时,可避免容置空隙内的波纹片单元向下脱
落,此时,挡板具有使波纹片单元侧边定位的作用,便于后续波纹片单元与波纹片单元叠放装置的准确对接。
15.作为优选,所述张开机构包括两条相对设置且可左右移动的滑轨、与滑轨相关联的驱动元件,所述支撑滚轮组设置在对应的滑轨上。
16.当诸如气缸、油缸之类的驱动元件带动两条滑轨相对地外移时,即可使两组支撑滚轮组之间的间隙增大,此时,支承在两组支撑滚轮组上的波纹片单元即可自动下落形成正反堆叠的填料。
17.作为优选,所述滑轨上竖直地连接有若干归拢挡条,所述归拢挡条设置对应的滚轮之间,当两列支撑滚轮组处于叠放位置时,左右两侧相对的滚轮之间的间距大于波纹片单元的宽度;当驱动元件驱动滑轨相对移动、两列支撑滚轮组处于接入位置时,相对的归拢挡条夹持波纹片单元的宽度,此时左右两侧相对的滚轮之间的间距小于波纹片单元的宽度。
18.当驱动元件带动两条滑轨以及支撑滚轮组外移至叠放位置、波纹片单元自动下落时,驱动元件驱动滑轨以及支撑滚轮组向内移动至接入位置,此时的归拢挡条即可夹持波纹片单元宽度方向的侧边,从而使波纹片单元叠放整齐,而左右两侧相对的滚轮之间的间距小于波纹片单元的宽度,从而便于下一片波纹片单元搭接并支承在支撑滚轮组上。
19.作为优选,所述叠放框架包括支撑底板,波纹片单元叠放装置还包括与支撑底板相关联的升降机构,升降机构使叠放在支撑底板上的最上层波纹片单元具有相同的高度。
20.可以理解的是,叠放框架的高度应能大于整个填料的高度,这样,向叠放框架内叠放第一片波纹片单元时的自由下落高度会远高于最后一片波纹片单元的自由下落高度,这样,前期的波纹片单元在自由下落时容易出现走位、甚至“翻转”的问题。
21.本发明创造性地在叠放框架底部设置与升降机构相关联的支撑底板,这样,可根据叠放的波纹片单元的序号,相应地调整支撑底板的高度,继而确保叠放在支撑底板上的最上层波纹片单元始终具有合适的相同高度,有效地避免波纹片单元在自由下落时出现走位、甚至“翻转”的问题。也就是说,我们可以使叠放在支撑底板上的最上层波纹片单元与支承在支撑滚轮组上的波纹片单元具有较小的间距,以便支撑滚轮组上的波纹片单元平稳地叠放到支撑底板上的波纹片单元上。
22.作为优选,所述支撑滚轮组包括可移动地设置在叠放框架上的双头电机和支承座、若干连接在滑轨上的转动杆,滚轮套设在转动杆上,滚轮的一端设有链轮,双头电机输出轴一端同轴连接有与支承座转动连接的同步杆,另一端设有驱动链轮,驱动链轮上绕设有链条,所述链条依次绕过各滚轮上的链轮,转动杆与同步杆具有相同的变螺距螺旋槽,支承座以及滚轮上设有位于螺旋槽内的销钉,当双头电机的输出轴正向转动时,通过驱动链轮、链条、链轮带动各滚轮转动,与此同时,同步螺杆带动双头电机向外侧由低速到高速移动,滚轮则同步在转动螺杆上向外侧由低速到高速移动至叠放位置;双头电机的输出轴反向转动,同步杆带动双头电机向内侧由高速到低速移动,滚轮则同步在转动杆上向内侧由高速到低速移动至接入位置。
23.在本方案中,叠放框架上设有双头电机和支承座,当波纹片单元搭接到支撑滚轮组上时,双头电机的输出轴正向转动,从而通过链传动机构带动各滚轮转动,此时,支承座以及滚轮上的销钉位于变螺距螺旋槽中螺距较小一端,因此,双头电机与滚轮同步低速向
外侧移动,支撑滚轮组带动波纹片单元前移至设定位置;此时支承座以及滚轮上的销钉进入变螺距螺旋槽中螺距较大一端,双头电机与滚轮同步高速向外侧移动,从而使波纹片单元自动下落:接着双头电机与滚轮同步低速向外侧移动,支撑滚轮组带动波纹片单元前移至设定位置;此时支承座以及滚轮上的销钉进入变螺距螺旋槽中螺距较大一端,双头电机与滚轮同步高速向外侧移动,从而使波纹片单元自动下落;接着双头电机的输出轴反向转动,从而通过链传动机构带动各滚轮反向空转,同步杆带动双头电机向内侧由高速到低速移动,滚轮则同步在转动杆上向内侧由高速到低速移动至接入位置,以便后续的波纹片单元搭接到支撑滚轮组上。
24.也就是说,本发明中的双头电机既可带动滚轮转动,又可始终和滚轮同步地横向移动,从而起到张开机构的作用。
25.作为优选,所述张开机构包括位于叠放框架底部两侧的转动轴、横向设置在两根转动轴之间的驱动轴,转动轴上间隔地设有若干竖直的归拢挡条,驱动轴的两端分别设有蜗杆,转动轴上设有与蜗杆啮合的蜗轮,驱动轴两端的蜗杆的旋向相反,所述驱动轴与一步进电机相关联,当步进电机带动驱动轴转动时,驱动轴两端的转动轴反向转动,从而使竖直的归拢挡条向外倾斜。
26.在本方案中,当步进电机通过驱动轴带动两端的转动轴正向转动时,即可使归拢挡条同步地向外倾斜成v形,此时的波纹片单元即可方便地从归拢挡条上端较大的开口自由下落;当步进电机通过驱动轴带动两端的转动轴反向转动时,即可使归拢挡条同步地向内转动呈竖直状,从而将波纹片单元夹持、归拢整齐。可以理解的是,由于归拢挡条是由一个步进电机、驱动轴带动转动的,因此,可确保其动作的一致性。
27.因此,本发明具有如下有益效果:既可简化整体设备的结构,从而降低初期投资和生产成本,又可有效地提升生产效率,并确保品质的一致性。
附图说明
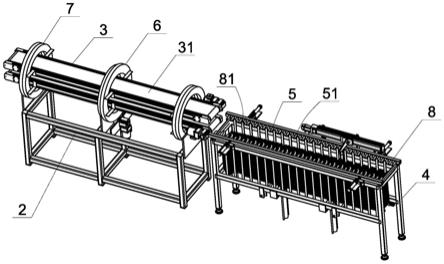
28.图1是本发明的一种结构示意图。
29.图2是波纹片单元的一种结构示意图。
30.图3是支撑滚轮组的一种结构示意图。
31.图4是张开机构的一种结构示意图。
32.图中:1、波纹片单元
ꢀꢀ
11、凸条
ꢀꢀ
2、输送支架
ꢀꢀ
3、输送线组
ꢀꢀ
31、输送线
ꢀꢀ
4、叠放框架
ꢀꢀ
5、支撑滚轮组
ꢀꢀ
51、滚轮
ꢀꢀ
52、双头电机
ꢀꢀ
53、支承座
ꢀꢀ
54、转动杆
ꢀꢀ
55、链轮
ꢀꢀ
56、同步杆
ꢀꢀ
57、驱动链轮
ꢀꢀ
58、链条
ꢀꢀ
6、驱动圆环
ꢀꢀ
7、支撑圆环
ꢀꢀ
8、滑轨
ꢀꢀ
81、归拢挡条
ꢀꢀ
9、转动轴
ꢀꢀ
90、蜗轮
ꢀꢀ
91、驱动轴
ꢀꢀ
911、蜗杆。
具体实施方式
33.下面结合附图与具体实施方式对本发明做进一步的描述。
34.如图1所示,一种填料波纹片自动翻片叠片设备,其适用于将矩形的波纹片单元正反堆叠,具体包括波纹片单元输送装置、波纹片单元叠放装置,所述波纹片单元输送装置包括输送支架2、设置在输送支架上的输送线组3、用于驱动输送线组围绕中心轴线转动的翻转机构,所述输送线组具有上下布置的两层输送线31,在两层输送线之间具有大于波纹片
单元高度的容置空隙,以便于波纹片单元进入两层输送线之间的容置空隙内并向前输送。
35.此外,波纹片单元叠放装置包括一个上部开口的长方体状的叠放框架4,叠放框架的前端为与输送线组的输出端对接的接入端,在叠放框架的开口的左右两侧分别设有支撑滚轮组5,所述支撑滚轮组包括若干沿输送线组的输送方向间隔布置的滚轮51、以及驱动滚轮转动的驱动单元。也就是说,该支撑滚轮组是自带动力机构的,因而可带动波纹片单元向前移动。另外,所述支撑滚轮组与一张开机构相关联,从而使两列支撑滚轮组可由接入位置相对外移动至叠放位置,所述填料波纹片自动翻片叠片设备的叠片包括如下步骤:a.使第一片的波纹片单元进入两层输送线之间的容置空隙内,此时,下层的输送线会带动波纹片单元向前移动;b.第一片的波纹片单元从容置空隙内向前伸出并落到叠放框架上处于接入位置的支撑滚轮组上,此时张开机构动作,使两列支撑滚轮组向外移动至叠放位置,此时的第一片波纹片单元即可自由下落到叠放框架内。也就是说,接入位置的两列支撑滚轮组之间的间距小于波纹片单元的宽度,叠放位置的两列支撑滚轮组之间的间距大于波纹片单元的宽度;c.使第二片的波纹片单元进入两层输送线之间的容置空隙内,此时,下层的输送线会带动第二片波纹片单元向前移动;d.翻转机构动作使输送线组翻转180
°
,此时第二片波纹片单元跟随翻转180
°
,当第二片的波纹片单元从容置空隙内向前伸出并落到叠放框架上处于接入位置的支撑滚轮组时,张开机构动作,使两列支撑滚轮组向外移动至叠放位置,此时的第二片波纹片单元即可落入叠放框架内,从而与第一片的波纹片单元形成正反叠放;e. 重复步骤a至d,即可在叠放框架形成正反向堆叠的波纹片单元,进而形成所需的填料。
36.需要说明的是,在本实施例中,波纹片单元是沿长度方向移动的,以尽量减小输送线组的宽度;此外,叠放框架在长度方向靠近输送线组一端称为前端,另一端称为后端,宽度方向的两侧称为左右两侧。此外,输送线组上的输送线应该是自带动力的,而支撑滚轮组是不带动力的,波纹片单元只需依靠输送线组的驱动力在支撑滚轮组上向前移动即可。
37.另外,我们可在输送线组、叠放框架上设置相应的位置传感器以及相应的计数器等,以确保输送线组的间隔翻转以及各部件之间动作的协调配合。由于上述传感器等的技术特征以及工作原理均为现有技术,同样地,波纹片单元的生产设备也为现有技术,本实施例中不做详细的描述。
38.为了避免正反堆叠的波纹片单元相互重合在一起,如图2所示,我们可使波纹片单元1上的凸条11倾斜设置,具体地,凸条与波纹片单元的长度方向成45
°
夹角。这样,当两片波纹片单元正反叠合在一起时,凸条会相互交叉而形成一个90
°
的夹角。
39.和现有技术不同的是,本发明是通过转动输送线组使波纹片单元翻转180
°
的,因此,可通过简单的翻转机构实现输送线组的转动。和手工翻转相比,可显著地提升生产效率;和机械手直接翻转波纹片单元相比,有利于简化结构,并确保波纹片单元翻转后位置的精确,进而实现波纹片单元正反向的精准叠放。
40.此外,本发明在在叠放框架的开口两侧分别设置支撑滚轮组,这样,从输送线组送出的波纹片单元可搭接在叠放框架两侧处于接入位置的支撑滚轮组上,并在输送线组的驱
动下在支撑滚轮组上继续向前移动,直至完全落入叠放框架开口范围内,此时,张开机构使叠放框架两侧的支撑滚轮组相对外移至叠放位置,波纹片单元即可在自动下落到叠放框架内。可以理解的是,我们应使接入位置的支撑滚轮组之间的间距小于波纹片单元的宽度,使叠放位置的支撑滚轮组之间的间距大于波纹片单元的宽度。
41.可以理解的是,由于输送线主要起到向前输送波纹片单元的作用,因此,我们可使容置空隙的高度大于波纹片单元高度,也就是说,上下两层输送线无需夹紧“咬住”波纹片单元,相应地,当波纹片单元输送到叠放框架开口范围内时,上下两层输送线也无需松开波纹片单元,从而可极大地简化对输送线组的控制。
42.作为一种优选方案,所述翻转机构包括间隔地连接在输送线组外面的驱动圆环6和支撑圆环7,所述支撑圆环与输送支架形成可转动连接,驱动圆环通过传动机构与一个动力单元相关联。也就是说,输送线组穿过驱动圆环和支撑圆环。动力单元可带动驱动圆环转动,继而带动输送线组翻转,而支撑圆环则对输送线组起到支撑作用,确保输送线组相对输送支架平稳翻转。
43.当我们设置一个支撑圆环时,驱动圆环同时起到支撑作用,其与支撑圆环一起,使输送线组与输送支架形成可转动连接。
44.当然,我们可在输送线组外面设置前后两个所述的支撑圆环,从而可对输送线组形成稳固的支撑,而驱动圆环设置在输送线组的中间位置,驱动圆环为齿圈,动力单元为步进电机,步进电机通过齿轮传动机构与驱动圆环相关联。此时,驱动圆环只需承担驱动作用,从而有利于降低驱动圆环的受力、以及动力单元通过传动机构向驱动圆环需要传递的扭矩。
45.进一步地,我们可在输送线组的一侧设置遮挡容置空隙侧面的挡板,从而使输送线组的容置空隙一侧呈封闭状。当输送线组翻转到90
°
时,挡板位于容置空隙的下侧,因而可避免容置空隙内的波纹片单元向下脱落,与此同时,挡还具有使波纹片单元侧边定位的作用,便于后续波纹片单元与波纹片单元叠放装置的准确对接。
46.作为另一种优选方案,所述张开机构包括两条相对设置且可左右移动的滑轨8、与滑轨相关联的驱动元件,所述支撑滚轮组设置在对应的滑轨上。
47.驱动元件可以采用气缸、油缸、电缸,当驱动元件带动两条滑轨相对地外移时,即可使两组支撑滚轮组之间的间隙增大,此时,支承在两组支撑滚轮组上的波纹片单元即可自动下落形成正反堆叠的填料。
48.进一步地,所述滑轨上竖直地连接有若干间隔布置的归拢挡条81,所述归拢挡条设置在对应的滚轮之间,从而使滚轮与归拢挡条形成一一间隔设置。当驱动元件带动两条滑轨以及支撑滚轮组外移至叠放位置、波纹片单元自动下落时,驱动元件驱动滑轨以及支撑滚轮组向内移动至叠放位置,此时的归拢挡条即可夹持波纹片单元宽度方向的侧边,从而使波纹片单元叠放整齐,而左右两侧相对的滚轮之间的间距应小于波纹片单元的宽度,从而便于下一片波纹片单元搭接并支承在支撑滚轮组上。
49.更进一步地,所述叠放框架包括支撑底板,波纹片单元叠放装置还包括与支撑底板相关联的升降机构,升降机构使叠放在支撑底板上的最上层波纹片单元具有相同的高度。
50.可以理解的是,叠放框架的高度应能大于整个填料的高度,这样,向叠放框架内叠
放第一片波纹片单元时的自由下落高度会远高于最后一片波纹片单元的自由下落高度,这样,前期的波纹片单元在自由下落时容易出现走位、甚至“翻转”的问题。
51.本发明创造性地在叠放框架底部设置与升降机构相关联的支撑底板,这样,可根据叠放的波纹片单元的序号,相应地调整支撑底板的高度,继而确保叠放在支撑底板上的最上层波纹片单元始终具有合适的相同高度,有效地避免波纹片单元在自由下落时出现走位、甚至“翻转”的问题。也就是说,我们可以使叠放在支撑底板上的最上层波纹片单元与支承在支撑滚轮组上的波纹片单元具有较小的间距,以便支撑滚轮组上的波纹片单元平稳地叠放到支撑底板上的波纹片单元上。
52.需要说明的是,升降机构可采用步进电机加齿轮齿条的机构,以便于精确控制支撑底板的升降高度。
53.为了方便滚轮的内外移动,所述支撑滚轮组包括可移动地设置在叠放框架上的双头电机52和支承座53、若干连接在滑轨内侧的转动杆54,滚轮套设在转动杆上,滚轮靠近滑轨的外端设有链轮55,双头电机输出轴的外端同轴连接有与支承座转动连接的同步杆56,另一端设有驱动链轮57,驱动链轮上绕设有链条58,所述链条依次绕过各滚轮上的链轮,从而可带动全部的链轮一起转动。转动杆与同步杆上设有相同的螺旋槽,螺旋槽内端的螺距小于外端的螺距,从而形成变螺距螺旋槽。支承座以及滚轮上设有位于螺旋槽内的销钉。
54.当输送线组送出的波纹片单元搭接到支撑滚轮组上时,双头电机的输出轴正向转动,通过驱动链轮、链条、链轮带动各滚轮转动,支撑滚轮组带动波纹片单元前移至设定位置。由于此时销钉位于变螺距螺旋槽中螺距较小一端,因此,双头电机与滚轮同步低速向外侧移动,而波纹片单元仍然可搭接在支撑滚轮组上。接着销钉进入变螺距螺旋槽中螺距较大一端,双头电机与滚轮同步高速向外侧移动至叠放位置,从而使波纹片单元自动下落:接着双头电机的输出轴反向转动,从而通过链传动机构带动各滚轮反向空转,同步杆带动双头电机向内侧由高速到低速移动至初始位置,滚轮则同步在转动杆上向内侧由高速到低速移动至接入位置,以便后续的波纹片单元搭接到支撑滚轮组上。
55.也就是说,本发明中的双头电机既可带动滚轮转动,又可始终和滚轮同步地横向移动,从而起到张开机构的作用。
56.需要说明的是,我们可在滚轮上的链轮的前后两侧设置与链条啮合的张紧链轮,以确保链条与链轮的有效啮合。此外,左右两侧的螺旋槽的旋向可相反设置,此时,一个双头电机可同时带动两侧的同步杆、驱动链轮转动;或者,左右两侧的螺旋槽的旋向相同,此时,需设置两个双头电机,并且两个双头电机的转动方向相反。
57.作为张开机构的一种替代方案,如图4所示,所述张开机构包括位于叠放框架底部两侧的转动轴9、横向设置在两根转动轴之间的驱动轴91,转动轴上间隔地设有若干竖直的归拢挡条,驱动轴的两端分别设有蜗杆911,转动轴上设有与蜗杆啮合的蜗轮90,驱动轴两端的蜗杆的旋向相反,所述驱动轴与一步进电机相关联。当支撑滚轮组处于接入位置时,两侧竖直的归拢挡条上端之间的间距应小于波纹片单元的宽度。
58.当波纹片单元支承在支撑滚轮组上时,步进电机带动驱动轴转动,驱动轴两端的转动轴通过蜗轮蜗杆的配合形成反向转动,从而使竖直的归拢挡条向外倾斜成v形,此时的波纹片单元即可方便地从归拢挡条上端较大的开口自由下落;接着步进电机通过驱动轴带动两端的转动轴反向转动,即可使归拢挡条同步地向内转动呈竖直状,从而将波纹片单元
夹持、归拢整齐。可以理解的是,由于归拢挡条是由一个步进电机、驱动轴带动转动的,因此,可确保其动作的一致性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1