在线真空包装气密性检测装置的制作方法
1.本发明涉及的是包装技术领域,具体涉及一种在线真空包装气密性检测装置。
背景技术:
2.包装机对包装袋填充并封口好后(真空包装)连续出料,需要对其包装袋内真空包装袋进行在线连续式微泄漏气密性检测,而现在国内对在线真空包装类微泄漏气密性检测还是空白,综上所述,本发明设计了一种在线真空包装气密性检测装置。
技术实现要素:
3.针对现有技术上存在的不足,本发明目的是在于提供一种在线真空包装气密性检测装置,能够有效实现在线式生产检测,减少用人工检测的人力成本,更加安全可靠。
4.为了实现上述目的,本发明是通过如下的技术方案来实现:在线真空包装气密性检测装置,包括拉速输送装置、双伺服差速编组装置、单组真空吸具伺服模组、模组固定框架、真空吸具、定位治具、双组真空吸具伺服模组、加压真空一体机构、第一输送机、剔除机构和第二输送机,拉速输送装置一端与包装机对接,拉速输送装置另一端连接至双伺服差速编组装置,双伺服差速编组装置上方设置有单组真空吸具伺服模组,单组真空吸具伺服模组和双组真空吸具伺服模组固定在模组固定框架上,单组真空吸具伺服模组和双组真空吸具伺服模组上均设置有真空吸具,双组真空吸具伺服模组一组设置有定位治具,另一组设置有加压真空一体机构,加压真空一体机构外侧设置有第一输送机,第一输送机通过剔除机构连接第二输送机。
5.作为优选,所述的拉速输送装置通过护板进行导向对齐。
6.作为优选,所述的加压真空一体机构采用上下容器压板加压物料。
7.本发明的拉速输送装置与包装机对接将包装袋与包装袋之间距离拉开并通过护板进行导向对齐。物料进入双伺服差速编组装置的卡槽后进行等距定位编组,一共分为二组,每组用一套伺服驱动。单组真空吸具伺服模组连同真空吸具夹具进行定向移动。模组固定框架固定对应的伺服模组,起到稳定作用。真空吸具对双伺服差速编组物料后进行统一吸取和释放。定位治具的作用如下:真空吸具通过伺服模组的协助,将物料摆放并通过重力导向定位和缓存作用,对于未提起的物料可进行自动剔除。双组真空吸具伺服模组连同真空吸具夹具进行定向移动,将定位治具定位好后的物料和加压真空一体机构中的被检测物料后进行抓取和摆放,同时也起缓存作用。物料被放置到加压真空一体机构的工位后通过上下容器压板对物料进行加压和保压一定时间后释放压缩空气,然后抽真空和保压一定时间后再泄气后恢复到常压,对于未提起的物料可进行自动剔除;然后第一输送机将检测好后的物料运输走。剔除机构将不合格的物料进行剔除删选。第二输送机将合格的物料输送至下个指定工位。
8.本发明的有益效果:
9.本发明的结构设计合理,为解决包装机对包装袋填充并封口好后(真空包装)连续
出料,对其包装袋内真空包装袋进行在线连续式微泄漏气密性检测,填充了国内对在线真空包装类微泄漏气密性检测的空白,有效实现在线式生产检测。例如食品包装袋密后,消费者食用的安全隐患同时也解决了生产厂家减少用人工检测的人力成本。
附图说明
10.下面结合附图和具体实施方式来详细说明本发明;
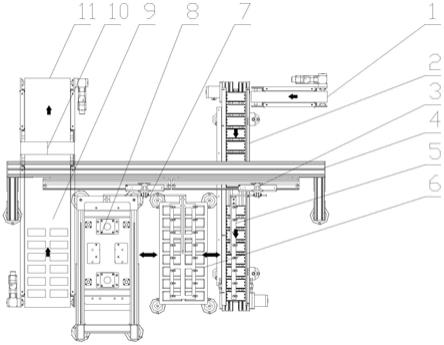
11.图1为本发明的立体结构示意图(拉速输送装置和输送装置未画出);
12.图2为本发明的俯视图。
具体实施方式
13.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
14.参照图1
‑
2,本具体实施方式采用以下技术方案:在线真空包装气密性检测装置,包括拉速输送装置1、双伺服差速编组装置2、单组真空吸具伺服模组3、模组固定框架4、真空吸具5、定位治具6、双组真空吸具伺服模组7、加压真空一体机构8、第一输送机9、剔除机构10和第二输送机11,拉速输送装置1一端与包装机对接,拉速输送装置1另一端连接至双伺服差速编组装置2,双伺服差速编组装置2上方设置有单组真空吸具伺服模组3,单组真空吸具伺服模组3和双组真空吸具伺服模组7固定在模组固定框架4上,单组真空吸具伺服模组3和双组真空吸具伺服模组7上均设置有真空吸具5,双组真空吸具伺服模组7一组设置有定位治具6,另一组设置有加压真空一体机构8,加压真空一体机构8外侧设置有第一输送机9,第一输送机9通过剔除机构10连接第二输送机11。
15.值得注意的是,所述的拉速输送装置1通过护板进行导向对齐。
16.此外,所述的加压真空一体机构8采用上下容器压板加压物料。
17.本具体实施方式的工作原理:本检测装置与客户的包装机对接后,包装机连续出料经过拉速输送进行拉速、导向和对物料进行计数检测,物料连续进入双伺服差速编组里的卡槽实现等距编组(每组对应一套伺服),编组好后移动到待吸取位置,通过吸盘进行吸取并放置在定位治具中进行定位(检测到未吸取物料的偶然现象通过翻转进行自动剔除),然后双组真空吸具伺服模组将定位排布好的物料吸取到加压真空一体机构的上下压板容器中先进行加压、保压、排气后进行抽真空、排气过程(该过程中对压板容器中的物料进行气体变化检测“气体衰减”实现微泄漏气密性检测,检测到未吸取物料的偶然现象通过气缸/电动自动剔除)。检测完成后双组真空吸具伺服模组将物料放入输送机a上,将不合格产品后给出信号并通过剔除机构剔除掉,最后将合格的物料流转到客户指定的物流工位。
18.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.在线真空包装气密性检测装置,其特征在于,包括拉速输送装置(1)、双伺服差速编组装置(2)、单组真空吸具伺服模组(3)、模组固定框架(4)、真空吸具(5)、定位治具(6)、双组真空吸具伺服模组(7)、加压真空一体机构(8)、第一输送机(9)、剔除机构(10)和第二输送机(11),拉速输送装置(1)一端与包装机对接,拉速输送装置(1)另一端连接至双伺服差速编组装置(2),双伺服差速编组装置(2)上方设置有单组真空吸具伺服模组(3),单组真空吸具伺服模组(3)和双组真空吸具伺服模组(7)固定在模组固定框架(4)上,单组真空吸具伺服模组(3)和双组真空吸具伺服模组(7)上均设置有真空吸具(5),双组真空吸具伺服模组(7)一组设置有定位治具(6),另一组设置有加压真空一体机构(8),加压真空一体机构(8)外侧设置有第一输送机(9),第一输送机(9)通过剔除机构(10)连接第二输送机(11)。2.根据权利要求1所述的在线真空包装气密性检测装置,其特征在于,所述的拉速输送装置(1)通过护板进行导向对齐。3.根据权利要求1所述的在线真空包装气密性检测装置,其特征在于,所述的加压真空一体机构(8)采用上下容器压板加压物料。
技术总结
本发明公开了在线真空包装气密性检测装置,其拉速输送装置一端与包装机对接,拉速输送装置另一端连接至双伺服差速编组装置,双伺服差速编组装置上方设置有单组真空吸具伺服模组,单组真空吸具伺服模组和双组真空吸具伺服模组固定在模组固定框架上,单组真空吸具伺服模组和双组真空吸具伺服模组上均设置有真空吸具,双组真空吸具伺服模组一组设置有定位治具,另一组设置有加压真空一体机构,加压真空一体机构外侧设置有第一输送机,第一输送机通过剔除机构连接第二输送机。本发明能够有效实现在线式生产检测,减少用人工检测的人力成本,更加安全可靠。更加安全可靠。更加安全可靠。
技术研发人员:姜志 林佳迪 邱应梦
受保护的技术使用者:上海特丫特智能科技有限公司
技术研发日:2021.07.31
技术公布日:2021/11/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1