一种门板封边回转输送系统的制作方法
1.本发明涉及门板加工领域,特别是涉及一种门板封边回转输送系统。
背景技术:
2.使用封边机对门板进行封边加工是门板加工过程中的一道重要加工工序。目前,在门板封边过程中,通常使用机器人或传送带运送门板。但是,各自存在如下缺陷。
3.第一、针对使用机器人运送门板:机器人上设置有位于门板上方侧的吸附装置,吸附装置从门板的上方吸附门板后,机器人再搬运及旋转门板,以能够准确搬运及旋转门板。但是,由于吸附装置是向上吸附门板,吸附方向与门板的重力方向恰恰相反,这就要求吸附装置同时具有向上吸附抬起门板的力、以及旋转时保持门板的力。此时,针对重量为50kg~150kg的门板,要求吸附装置具有2.2kw~7.5kw的较大的输出功率,也就相应地提高了吸附装置的用电量,最终提高了工厂的用电成本,导致co2的产生,引起全球变暖的问题。
4.第二、针对使用传送带运送门板:传送带与门板的下表面之间不能很好地贴紧,特别是门板为上凸门板或下凹门板时,由于上凸门板的下表面和下凹门板的下表面带有一定弧度,其与传送带之间贴合性差,导致传送中的门板发生滑动,使得直行输送门板变得困难;同时,也会降低传送带的输送速度,无法实现高速输送。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种门板封边回转输送系统,能够低成本地实现高速输送门板。
6.为实现上述目的,本发明提供一种门板封边回转输送系统,首尾两端分别用于和封边机的封边出口和封边入口衔接;所述门板封边回转输送系统包括沿输送方向依次衔接的第一横向链条输送机、第一纵向链条输送机、第二横向链条输送机、第二纵向链条输送机、以及第三横向链条输送机,配置在输送首端的第一横向链条输送机与封边机的封边出口衔接,配置在输送尾端的第三横向链条输送机与封边机的封边入口衔接,所述第一横向链条输送机、第二横向链条输送机和第三横向链条输送机的输送方向都与封边机的输送方向相平行,所述第一纵向链条输送机和第二纵向链条输送机的输送方向都与封边机的输送方向相垂直;
7.各第一横向链条输送机、第一纵向链条输送机、第二横向链条输送机、第二纵向链条输送机和第三横向链条输送机都配置有至少两条传送链条;
8.所述第一横向链条输送机、第一纵向链条输送机、第二横向链条输送机、第二纵向链条输送机和第三横向链条输送机中,至少有一台链条输送机在其两条传送链条之间配置有旋转装置;
9.所述旋转装置包括升降驱动器、由升降驱动器驱动升降的升降座、安装于升降座的旋转驱动源、传动单元、旋转台、以及安装于旋转台的吸附单元,所述旋转驱动源通过传动单元与旋转台相连、驱动旋转台转动,所述旋转台配置在门板的下方、用于支撑门板,所
述吸附单元用于向下吸附门板。
10.进一步地,配置在输送尾端的第三横向链条输送机中,其多根传送链条一一对应独立驱动源,各独立驱动源单独控制。
11.进一步地,配置在输送尾端的第三横向链条输送机中,每根传送链条的外表面都固定有数个限位块,数个限位块沿传送链条的环向等间隔分布。
12.优选地,每根传送链条中每节链板的外端都固定有防滑垫。
13.进一步地,所述传动单元包括旋转轴,所述旋转轴通过轴承可转动地安装于升降座,所述旋转轴的下端与旋转驱动源相连、由旋转驱动源驱动转动,所述旋转轴的上端与旋转台相固定。
14.优选地,所述旋转台的上端面上固定有弹性垫。
15.进一步地,所述吸附单元包括开设在弹性垫中的通槽、配置在通槽中且向上突出于弹性垫的吸盘、可上下移动地穿设在弹性垫的通槽和旋转台中的连接管、套设在连接管上的支撑弹簧、以及安装于旋转台的真空发生器,所述连接管的上端与吸盘连通,所述支撑弹簧的上下两端分别与吸盘和旋转台抵接;当所述升降座上移、使所述旋转台上的弹性垫与门板抵接后,所述吸盘和连接管下移,所述连接管和真空发生器连通。
16.进一步地,所述吸附单元包括安装于升降座的真空发生器、开设在旋转台中的真空腔、以及开设在弹性垫中的吸附孔,所述真空发生器与真空腔连通,所述真空腔与吸附孔连通。
17.进一步地,所述第一横向链条输送机、第一纵向链条输送机、第二横向链条输送机、第二纵向链条输送机和第三横向链条输送机中,每台链条输送机在其每条传送链条的下方设有多组沿各传送链条的传送方向间隔排布的浮动支撑单元;每组浮动支撑单元都包括上下延伸的弹性压缩元件,各传送链条的上段部分作用在弹性压缩元件的上端,所述弹性压缩元件的下端被固定。
18.优选地,每组浮动支撑单元还都包括链条支架,所述链条支架与传送链条的上段部分抵接配合;每组浮动支撑单元中的弹性压缩元件有两个、都固定在链条支架的下端,两个弹性压缩元件之间形成有容传送链条的下段部分穿过的通道。
19.优选地,所述弹性压缩元件为机械弹簧或空气弹簧。
20.如上所述,本发明涉及的门板封边回转输送系统,具有以下有益效果:
21.本技术能够来回输送同一块门板,并且在输送过程中通过旋转装置改变门板的角度,使得同一块门板能以不同方位多次进出封边机,从而由封边机对该门板的四条边缘进行逐一封边,由此完成门板封边加工。特别地,旋转装置在旋转门板、使门板换向的过程中,吸附单元向下吸附门板,将门板可靠地保持在旋转台上,由此实现旋转高速搬运的门板,也就实现了门板的高速输送;并且,吸附单元吸附门板的方向与门板的重力方向一致,门板的重力反而是辅助门板被保持在旋转台上,也避免了吸附单元吸附门板时需克服门板的重力,反而利用了门板的重力使门板可靠地保持在旋转台上,从而大大减少吸附单元的输出功率,也就相应地减少了吸附单元的用电成本,减少co2的排放,符合减排的要求,最终低成本地实现高速输送门板。
附图说明
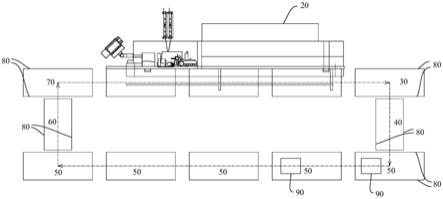
22.图1为本技术中门板封边回转输送系统的机构示意图,该图为俯视图。
23.图2为本技术中配置在输送尾端的第三横向链条输送机与封边机的衔接示意图,该图为俯视图。
24.图3为图2的a
‑
a向剖视图。
25.图4为图2的b
‑
b向剖视图。
26.图5为本技术中旋转装置实施例一的结构示意图。
27.图6为图5中吸附单元在初始状态下的结构示意图。
28.图7为图5中吸附单元在吸附状态下的结构示意图。
29.图8为本技术中旋转装置实施例二的结构示意图。
30.图9为本技术中传送链条输送上凸门板的示意图。
31.图10为本技术中传送链条输送下凹门板的示意图。
32.图11为图9中具有机械弹簧的浮动支撑单元的结构示意图。
33.图12为图9中具有空气弹簧的浮动支撑单元的结构示意图。
34.元件标号说明
35.10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
门板
36.101
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
上凸门板
37.102
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
下凹门板
38.20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
封边机
39.30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一横向链条输送机
40.40
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一纵向链条输送机
41.50
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二横向链条输送机
42.60
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二纵向链条输送机
43.70
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三横向链条输送机
44.80
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
传送链条
45.90
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
旋转装置
46.91
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
升降座
47.92
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
旋转驱动源
48.921
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
马达
49.922
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
减速机
50.93
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
旋转台
51.931
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
真空腔
52.94
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
旋转轴
53.941
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
真空通道
54.95
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
轴承
55.96
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
弹性垫
56.961
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
通槽
57.962
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
吸附孔
58.97
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
吸盘
59.98
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连接管
60.99
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支撑弹簧
61.910
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
真空发生器
62.912
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连接套管
63.110
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
弹性压缩元件
64.111
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
机械弹簧
65.112
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
空气弹簧
66.113
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
压缩空气源
67.114
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
减压阀
68.120
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
链条支架
69.130
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
限位块
70.140
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
防滑垫
71.151
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一电机
72.152
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二电机
73.153
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一主动链轮
74.154
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二主动链轮
75.155
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一从动链轮
76.156
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二从动链轮
具体实施方式
77.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
78.须知,本说明书附图所绘的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
79.本技术涉及一种门板封边回转输送系统,用于门板封边加工过程中输送需封边加工的多块门板10,门板封边回转输送系统的首尾两端分别用于和封边机20的封边出口和封边入口衔接。为便于叙述,下述实施例中,将封边机20移送门板10时的输送方向定义为横向,将垂直于封边机20输送方向的方向定义为纵向。基于此,图1所示的视图中,纸面的左右侧为横向,纸面的上下侧为纵向。
80.如图1所示,本技术涉及的门板封边回转输送系统包括沿输送方向依次衔接的第一横向链条输送机30、第一纵向链条输送机40、第二横向链条输送机50、第二纵向链条输送机60、以及第三横向链条输送机70;配置在输送首端的第一横向链条输送机30与封边机20的封边出口衔接,配置在输送尾端的第三横向链条输送机70与封边机20的封边入口衔接,第一横向链条输送机30、第二横向链条输送机50和第三横向链条输送机70的输送方向都与
封边机20的输送方向相平行,第一纵向链条输送机40和第二纵向链条输送机60的输送方向都与封边机20的输送方向相垂直。
81.第一横向链条输送机30、第一纵向链条输送机40、第二横向链条输送机50、第二纵向链条输送机60、以及第三横向链条输送机70的数量都为至少一台。当第一横向链条输送机30、第一纵向链条输送机40、第二横向链条输送机50、第二纵向链条输送机60、以及第三横向链条输送机70的数量都为多台时,各链条输送机沿各自输送方向并排分布。图1所示的视图中,第一横向链条输送机30有一台,向右输送门板10;第一纵向链条输送机40有一台,向前输送门板10;第二横向链条输送机50有五台,都向左输送门板10;第二纵向链条输送机60有一台,向后输送门板10;第三横向链条输送机70有一台,向右输送门板10。第一横向链条输送机30分布在封边机20右侧的封边出口处,第一纵向链条输送机40分布在第一横向链条输送机30和最右侧的第二横向链条输送机50之间,第二纵向链条输送机60分布在最左侧的第二横向链条输送机50和第三横向链条输送机70之间,第三横向链条输送机70分布在封边机20左侧的封边入口处。
82.进一步地,各第一横向链条输送机30、第一纵向链条输送机40、第二横向链条输送机50、第二纵向链条输送机60和第三横向链条输送机70都配置有至少两条传送链条80,各链条输送机中的多条传送链条80沿垂直各链条输送机输送方向的方向间隔分布。即:第一横向链条输送机30中的多条传送链条80、第二横向链条输送机50中的多条传送链条80和第三横向链条输送机70中的多条传送链条80都前后间隔分布;第一纵向链条输送机40中的多条传送链条80和第二纵向链条输送机60中的多条传送链条80都左右间隔分布。并且,第一横向链条输送机30、第一纵向链条输送机40、第二横向链条输送机50、第二纵向链条输送机60和第三横向链条输送机70中,至少有一台链条输送机在其两条传送链条80之间配置有旋转装置90。本实施例中,各链条输送机中都配置两条传送链条80;在最右侧的两台第二横向链条输送机50的两条传送链条80之间配置旋转装置90,故本技术涉及的门板封边回转输送系统配置有两台旋转装置90。当然,在其他实施例中,可以仅配置一台旋转装置90,也可以配置三台旋转装置90。
83.如图5或图8所示,旋转装置90包括升降驱动器、由升降驱动器驱动升降的升降座91、安装于升降座91的旋转驱动源92、传动单元、旋转台93、以及安装于旋转台93的吸附单元,旋转驱动源92通过传动单元与旋转台93相连、驱动旋转台93转动,旋转台93配置在门板10的下方、用于支撑门板10,吸附单元用于向下吸附门板10。
84.上述门板封边回转输送系统的工作原理如下:门板封边回转输送系统同时输送多块沿输送方向等间隔分布的门板10,门板10通常为长方形,其四条边缘都需要由封边机20进行封边加工。针对多块门板10中的一块门板10:第一、该门板10由第三横向链条输送机70向右送入封边机20中,则封边机20向右移送该门板10,同时完成对该门板10一条短边的封边。第二、该门板10先后由第一横向链条输送机30向右移送、第一纵向链条输送机40向前移送、以及第二横向链条输送机50向左移送;当感应器感应到该门板10达到最右侧第二横向链条输送机50处的旋转装置90处时,则升降驱动器动作,驱动升降座91向上移动,则升降座91带动旋转台93一起上移,则旋转台93从该第二横向链条输送机50的两条传送链条80之间向上升起,旋转台93向上顶升该第二横向链条输送机50输送的门板10;旋转驱动源92动作,驱动旋转台93转过90
°
,则旋转台93带动其支撑的门板10一起转过90
°
。第三、升降驱动器复
位,驱动升降座91向下移动,则升降座91带动旋转台93一起下移,使旋转台93下移至传送链条80的下方,则门板10重新由该最右侧第二横向链条输送机50的传送链条80支撑并向左移送。第四、当感应器感应到该门板10达到右侧第二台的第二横向链条输送机50处的旋转装置90处时,该旋转装置90使该门板10再转过90
°
,如此,两台旋转装置90使该门板10转过180
°
。第五、经过180
°
换向的门板10先后由其余第二横向链条输送机50向左移送、第二纵向链条输送机60向后移送、以及第三横向链条输送机70向右移送后进入封边机20,封边机20对该门板10的另一条短边进行封边。第六、该门板10继续被移送,经过第一台旋转装置90处时由该旋转装置90对其进行90
°
换向,90
°
换向后进入封边机20,则封边机20对该门板10的一条长边进行封边。第七、该门板10继续被移送,经过第一台旋转装置90处时由该旋转装置90对其进行90
°
换向,经过第二台旋转装置90处时由该旋转装置90对其再进行90
°
换向,180
°
换向后进入封边机20,则封边机20对该门板10的另一条长边进行封边。如此,该门板10由门板封边回转输送系统输送,并以不同的方位四次进出封边机20,使封边机20对该门板10的四条边缘逐一封边。
85.综上所述,本技术涉及的门板封边回转输送系统输送能同时输送多块门板10,且能来回输送同一块门板10,并且在输送过程中通过旋转装置90改变门板10的角度,使得同一块门板10能以不同方位多次进出封边机20,从而由封边机20对该门板10的四条边缘进行逐一封边,由此完成门板封边加工。特别地,旋转装置90在旋转门板10、使门板10换向的过程中,吸附单元动作,吸附单元向下吸附门板10,将门板10可靠地保持在旋转台93上,从而实现旋转高速搬运的门板10,避免门板10相对于旋转台93发生滑动,也就保证门板10进入封边机20时位置的精确性。本技术中,吸附单元吸附门板10的方向与门板10的重力方向一致,故门板10的重力能辅助门板10被保持在旋转台93上,旋转装置90利用了门板10的重力,避免了吸附单元吸附门板10时需克服门板10的重力,即吸附单元和门板10的重力两者共同使门板10可靠地被保持在旋转台93上,一方面实现旋转高速搬运的门板10,也就实现了门板10的高速输送,另一方面能大大减少吸附单元的输出功率,也就相应地减少了吸附单元的用电成本,减少co2的排放,符合减排的要求。最终,本技术涉及的门板封边回转输送系统输送低成本地实现高速输送门板10,可实现50m/min~100m/min的高速输送,能将封边机20的封边速度提升到25~40m/min,缩短封边周期,极大地提高了门板10的生产效率。
86.进一步地,上述门板封边回转输送系统中,第一纵向链条输送机40和第二纵向链条输送机60整体可升降,使得第一纵向链条输送机40能较好地与第一横向链条输送机30和第二横向链条输送机50衔接、以及第二纵向链条输送机60能较好地与第二横向链条输送机50和第三横向链条输送机70衔接。
87.进一步地,由于门板10被高速输送,门板10可能会在进入封边机20之前发生倾斜,特别是门板10以封短边的状态进入封边机20时。为避免该现象,如图2至图4所示,配置在输送尾端的第三横向链条输送机70中,其多根传送链条80一一对应独立驱动源,各独立驱动源单独控制。如此,第三横向链条输送机70中,与封边机20对其的后侧传送链条80的输送速度与封边机20的封边速度保持一致,但前侧传送链条80的输送速度可以大于或小于封边机20的封边速度。基于此,当传感器检测到第三横向链条输送机70所输送的门板10的前端发生向右倾斜时,控制前侧传送链条80对应的独立驱动源,减小前侧传送链条80的输送速度,使前侧传送链条80的输送速度小于封边机20的封边速度,直至该门板10摆正、不倾斜。同
理,当传感器检测到第三横向链条输送机70所输送的门板10的前端发生向左倾斜时,控制前侧传送链条80对应的独立驱动源,增加前侧传送链条80的输送速度,使前侧传送链条80的输送速度大于封边机20的封边速度,直至该门板10摆正、不倾斜。最终,有效避免高速输送的门板10进入封边机20时发生倾斜现象,在保证高速输送的同时还能将门板10正确且稳定地投入封边机20,消除后续的商品投诉。
88.优选地,如图2至图4所示,第三横向链条输送机70包括机架、第一电机151、第二电机152、以及都可转动地安装于机架的第一主动链轮153、第二主动链轮154、第一从动链轮155和第二从动链轮156,第一电机151和第二电机152为两个独立驱动源;第一电机151驱动第一主动链轮153转动,后侧传送链条80套设在第一主动链轮153和第一从动链轮155的外周;第二电机152驱动第二主动链轮154转动,前侧传送链条80套设在第二主动链轮154和第二从动链轮156的外周。如此,第一电机151单独控制后侧传送链条80的回转运动,第二电机152单独控制前侧传送链条80的回转运动。
89.进一步地,如图3和图4所示,配置在输送尾端的第三横向链条输送机70中,每根传送链条80的外表面都固定有数个限位块130,数个限位块130沿传送链条80的环向等间隔分布;本实施例中,限位块130的数量为两块。限位块130用于将门板封边回转输送系统输送所输送的多块门板10有效分隔开;通过限位块130,能够控制多块门板10的依次投入输送。
90.进一步地,如图9和图10所示,每根传送链条80中每节链板的外端都固定有防滑垫140,防滑垫140为橡胶垫,防滑垫140与门板10的下表面直接接触,增大传送链条80与门板10之间的摩擦力,使门板10能够可靠地被保持在传送链条80上,避免门板10滑移,确保准确地高速输送门板10。
91.进一步地,第一横向链条输送机30、第一纵向链条输送机40、第二横向链条输送机50、第二纵向链条输送机60和第三横向链条输送机70中,每台链条输送机在其每条传送链条80的下方设有多组沿各传送链条80的传送方向间隔排布的浮动支撑单元。如图9和图10所示,每组浮动支撑单元都包括上下延伸的弹性压缩元件110,各传送链条80的上段部分直接或间接地作用在弹性压缩元件110的上端,弹性压缩元件110的下端被固定。如此,在传送链条80所输送的门板10的作用下,弹性压缩元件110的压缩程度能自适应于门板10下表面的曲线弧度,使得与门板10相接触的这部分传送链条80能上下起伏,其高度自适应于门板10下表面的凹凸不平,也就相对地吸收门板10下表面的凹凸不平,最终使得与门板10相接触的这部分传送链条80紧贴门板10的下表面,确保门板10与传送链条80之间具有较大的接触面,增加两者之间的摩擦,避免门板10的滑动和倾斜,确保准确地高速输送门板10,特别适用于高速输送下表面都为非平面的上凸门板101或下凹门板102。
92.优选地,如图9至图12所示,每组浮动支撑单元还都包括链条支架120,链条支架120与传送链条80的上段部分抵接配合;每组浮动支撑单元中的弹性压缩元件110有两个、都固定在链条支架120的下端,两个弹性压缩元件110之间形成有容传送链条80的下段部分穿过的通道,传送链条80通过链条支架120作用于弹性压缩元件110的上端;弹性压缩元件110的下端固定于各链条输送机的机架。当各链条输送机输送上凸门板101时,如图9所示,在上凸门板101的中间位置处,弹性压缩元件110被压缩的较少,该部分对应的传送链条80的高度较高;在上凸门板101的前后两端处,弹性压缩元件110被压缩的较多,该部分对应的传送链条80的高度较低,传送链条80的上段部分的延伸曲线与上凸门板101的下表面的曲
线弧度基本一致,传送链条80较好地贴合上凸门板101的下表面、自适应上凸门板101的下表面的翘曲,两者接触面积大,也就增加了两者之间的摩擦力,避免上凸门板101滑动,实现高速输送上凸门板101。同理,当传送链条80输送下凹门板102时,如图10所示,在下凹门板102的中间位置处,弹性压缩元件110被压缩的较多,该部分对应的传送链条80的高度较低;在下凹门板102的前后两端处,弹性压缩元件110被压缩的较少,该部分对应的传送链条80的高度较高,使得传送链条80较好地贴合下凹门板102的下表面、自适应下凹门板102的下表面的翘曲。另外,弹性压缩元件110优选为弹簧,可以为如图11所示的机械弹簧111,也可以为如图12所示的空气弹簧112;当弹簧为空气弹簧112时,如图12所示,空气弹簧112还配置有压缩空气源113和减压阀114。
93.进一步地,针对选装装置:如图5或图8所示,旋转驱动源92包括马达921和减速机922,马达921的输出轴与减速机922的输入轴相连,减速机922的输出轴与传动单元相连。传动单元包括上下延伸的旋转轴94,旋转轴94通过两个上下分布的轴承95可转动地安装于升降座91,也就使得旋转轴94可转动地支撑在升降座91中;旋转轴94的下端与减速机922的输出轴通过联轴器固定相连,旋转轴94的上端与旋转台93相固定。如此,马达921转动时,马达921通过减速机922驱动旋转轴94转动,旋转轴94带动旋转台93一起转动;升降座91上下升降时,能够带动马达921、减速机922、旋转轴94和旋转台93一起升降。升降驱动器可以为气缸,也可以为电机和丝杆螺母副机构。
94.优选地,旋转台93的上端面上固定有弹性垫96;弹性垫96为低弹性的海绵或橡胶。在门板10自重和吸附单元向下吸附门板10的双重作用下,门板10紧贴旋转台93上的弹性垫96,使得门板10与弹性垫96之间具有高摩擦系数,有效防止旋转台93带动门板10旋转时门板10发生滑动。
95.进一步地,吸附单元的结构可以有多种,基于不同结构的吸附单元,使得旋转装置90具有多个实施例。下述提供两个优选实施例。
96.旋转装置90实施例一、如图5所示,吸附单元有多组,分布在旋转台93的外边缘处。如图6和图7所示,每组吸附单元都包括开设在弹性垫96中的通槽961、配置在通槽961中且向上突出于弹性垫96的吸盘97、可上下移动地穿设在弹性垫96的通槽961和旋转台93中的连接管98、套设在连接管98上的支撑弹簧99、以及安装于旋转台93的真空发生器910,连接管98的上端与吸盘97连通,支撑弹簧99的上下两端分别与吸盘97和旋转台93抵接。初始状态下,如图6所示,升降座91和旋转台93处于下降状态,旋转台93和门板10分离,此时,在支撑弹簧99的作用下,吸盘97从弹性垫96的通槽961中向上冒出,连接管98的下端与真空发生器910断开。旋转门板10时,如图7所示,升降座91和旋转台93处于上移状态,则旋转台93上的弹性垫96与门板10抵接,由此促使吸盘97和连接管98下移,进一步压缩支撑弹簧99,且使连接管98和真空发生器910连通,真空发生器910抽真空、通过连接管98作用于吸盘97,吸盘97向下吸附门板10,将门板10可靠地保持住。
97.旋转装置90实施例二、如图8所示,吸附单元包括真空发生器910、开设在旋转台93中的真空腔931、开设在弹性垫96外边缘处数个的吸附孔962、以及套设在旋转轴94外周的连接套管912;连接套管912和升降座91固定相连,真空发生器910固定在连接套管912上,如此将真空发生器910固定于升降座91;旋转轴94可转动地穿设在连接套管912中,旋转轴94中开设有上下延伸的真空通道941,连接套管912上开设有通孔,真空发生器910通过连接套
管912上的通孔与真空通道941连通,真空通道941的上端与真空腔931连通,真空腔931与吸附孔962连通,吸附孔962上下贯通弹性垫96。旋转门板10时,升降座91和旋转台93上移后,真空发生器910抽真空,依次通过连接套管912上的通孔、旋转轴94中的真空通道941、以及旋转台93内的真空腔931后在弹性垫96的吸附孔962处形成吸力,向下吸附门板10,将门板10可靠地保持住。另外,真空发生器910也可以排空气,此时,依次通过连接套管912上的通孔、旋转轴94中的真空通道941、以及旋转台93内的真空腔931后在弹性垫96的吸附孔962处形成吹力,吹去门板10木材表面的粉尘,从而可免去额外设置其他的吹气除尘装置,降低用电成本和装置成本。
98.综上所述,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
99.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1