一种实现钢板全自动转钢的方法与流程
1.本发明涉及钢板转钢技术领域,特别是涉及一种实现钢板全自动转钢的方法。
背景技术:
2.目前钢厂的钢板转钢技术都通过半自动化实现的,即人工与自动化结合实现,这个过程中需要通过人工视觉观察钢板的位置,进而手动控制侧导板系统控制系统,从而实现钢板的转动和对中。
3.这个过程中,人工会经常反复的设定侧导板系统控制系统,造成时间上的浪费,导致降低了生产率。因此,实现钢板转钢过程全自动控制,提高生产率,是企业竞争中不可以忽略的问题。
技术实现要素:
4.本发明所要解决的技术问题是人工的经验不同,判定的效果也不一致,仅靠人工判定有时不准确,会经常反复的设定侧导板系统控制系统,造成时间上的浪费,导致降低了生产率。
5.为了解决以上技术问题,本发明提供一种实现钢板全自动转钢的方法,包括以下步骤:步骤1,钢板停在转钢辊道上,转钢辊道转动;步骤2,摄像头拍摄钢板并将图像接入钢板边部检测系统;;步骤3,钢板边部检测系统动态检测钢板边部,并实时跟踪边部与辊道的角度;步骤4,当钢板长度方向边部与辊道呈一定夹角时,钢板边部检测系统发信号给侧导板系统推动钢板,直到检测到钢板长度方向与辊平行,钢板边部检测系统发信号给侧导板系统,停止推动并完成转钢。
6.前所述的一种实现钢板全自动转钢的方法,在步骤1中,所述的红外摄像头的拍摄范围大于所述生产辊道的表面面积。
7.前所述的一种实现钢板全自动转钢的方法,在步骤2中,所述的钢板的温度与其周围环境温度差不小于100℃。
8.前所述的一种实现钢板全自动转钢的方法,在步骤4中,钢板长度方向边部与辊道呈一定夹角,该夹角为0
º‑
45
°
。
9.本发明的有益效果是:(1)本发明通过侧导板系统控制系统根据所述红外线摄像头传输的信号自动纠正所述钢板的推动角度直至所述钢板长度方向与所述生产辊道垂直,实现所述的对中,实现钢板全自动转钢和对中,节约人力成本,提高产量,同时本方法简单易实现。
附图说明
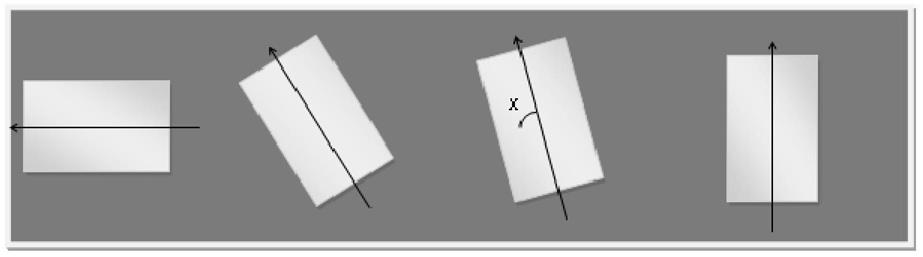
10.图1为本发明的钢板转钢的过程示意图。
具体实施方式
11.本实施例提供的一种实现钢板全自动转钢的方法,包括以下步骤:步骤1,钢板停在转钢辊道上,转钢辊道转动;步骤2,摄像头拍摄钢板并将图像接入钢板边部检测系统;步骤3,钢板边部检测系统动态检测钢板边部,并实时跟踪边部与辊道的角度;步骤4,当钢板长度方向边部与辊道呈一定夹角时,钢板边部检测系统发信号给侧导板系统推动钢板,直到检测到钢板长度方向与辊平行,钢板边部检测系统发信号给侧导板系统,停止推动并完成转钢。
12.其中,所述的红外摄像头的拍摄范围大于所述生产辊道的表面面积。
13.其中,所述的钢板的温度与其周围环境温度差不小于100℃。
14.其中,钢板长度方向边部与辊道呈一定夹角,该夹角为0
º‑
45
°
。
15.如图1所示,例如,钢板在生产辊道上,钢板的长度方向与生产辊道平行,钢板的温度800℃,周围环境温度25℃,红外摄像头拍摄根据不同的温度呈现出不同的色差,红外摄像头检测到钢板的边部位置,其检测到的钢板长度方向与辊道平行,将信号发生给一级控制的侧导板系统控制系统,侧导板系统根据得到的信号,推动钢板角度90
º
,红外摄像头拍摄的信号为钢板长度方向与生产辊道垂直时,钢板推动到位,通知侧导板系统控制系统,停止钢板的推动。
16.再例如,钢板在生产辊道上,钢板的长度方向与生产辊道平行,钢板的温度1100℃,周围环境温度25℃,红外摄像头拍摄根据不同的温度呈现出不同的色差,红外摄像头检测到钢板的边部位置,其检测到的钢板长度方向与辊道之间呈45
º
,将信号发生给二级控制的侧导板系统控制系统,侧导板系统根据得到的信号,推动钢板角度45
º
,红外摄像头拍摄的信号为钢板长度方向与生产辊道垂直时,钢板转动到位,通知侧导板系统控制系统,停止钢板的推动。
17.除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
技术特征:
1.一种实现钢板全自动转钢的方法,其特征在于:包括以下步骤:步骤1,钢板停在转钢辊道上,转钢辊道转动;步骤2,摄像头拍摄钢板并将图像接入钢板边部检测系统;步骤3,钢板边部检测系统动态检测钢板边部,并实时跟踪边部与辊道的角度;步骤4,当钢板长度方向边部与辊道呈一定夹角时,钢板边部检测系统发信号给侧导板系统推动钢板,直到检测到钢板长度方向与辊平行,钢板边部检测系统发信号给侧导板系统,停止推动并完成转钢。2.根据权利要求1所述的一种实现钢板全自动转钢的方法,其特征在于:在步骤1中,所述的红外摄像头的拍摄范围大于所述生产辊道的表面面积。3.根据权利要求1所述的一种实现钢板全自动转钢的方法,其特征在于:在步骤3中,所述的钢板的温度与其周围环境温度差不小于100℃。4.根据权利要求1所述的一种实现钢板全自动转钢的方法,其特征在于:在步骤4中,钢板长度方向边部与辊道呈一定夹角,该夹角为0
º‑
45
°
。
技术总结
本发明公开了一种实现钢板全自动转钢的方法,涉及钢板转钢技术领域,该一种实现钢板全自动转钢的装置,步骤1,钢板停在转钢辊道上,转钢辊道转动;步骤2,摄像头拍摄钢板并将图像接入钢板边部检测系统;步骤3,钢板边部检测系统动态检测钢板边部,并实时跟踪边部与辊道的角度;步骤4,当钢板长度方向边部与辊道呈一定夹角时,钢板边部检测系统发信号给侧导板系统推动钢板,直到检测到钢板长度方向与辊平行,钢板边部检测系统发信号给侧导板系统,停止推动并完成转钢。侧导板系统侧导板系统,实现钢板全自动转钢和对中,节约人力成本,提高产量,同时本方法简单易实现。同时本方法简单易实现。
技术研发人员:张江生 吴利辉
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:2021.08.25
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1