一种原料混合智能调剂系统及方法与流程
1.本发明涉及物料调剂技术领域,具体涉及一种原料混合智能调剂系统及方法。
背景技术:
2.近年来,我国在自动化医疗设备方面取得极大进步,给人们的健康带来极大的保障。但是,在自动化中药房领域一直没有取得较明显的成果,我国传统的中药房一直处于半自动化甚至纯手工劳作的状态。目前,市场上的自动化中药房主要是针对中药配方颗粒和小包装中药饮片两种类型。由于西药自动化药房已经成熟,而这两种类型的中药与西药类似,所以都可以进行定量包装,方便制成不同规格的小包装中药,易于实现自动调配。然而,中医作为我国的传统医术,它最大的特征就是辨证医治,根据每个病人的具体情况,开出药方,而小包装中药饮片的重量只有几种规格,以致中医无法根据病人的病情开药,从而影响了中医合理用药,这样就不能完全发挥中医辨证论治的特色,甚至有可能影响病人的康复。在中医界,中药配方颗粒的药效是否和水煎中药的药效一样还存在争议。
3.因此研制一种能够对原料的混合进行智能调剂的系统,一直是众望所归。中国专利文献cn109533413b提供了《一种自动化中药房中药饮片的调剂系统》,该发明能够对经过预处理的散装颗粒中药进行补药、储存、取药、称量、包装、回收等操作,进而达到自动化调剂配药的目的,能够实现经过预处理的散装中药的自动化调剂配药。但是该技术仅适应于小批量、小剂量的调配,很难适应大批量、大剂量中草药的调配。因此研究更加高效智能的原料混合智能调剂系统势在必行。
技术实现要素:
4.本发明的目的在于提供一种原料混合智能调剂系统及方法,以解决现有技术中原料混合效率低,人工成本高的缺陷。
5.下面结合两个方面来进一步阐述本发明的方案:
6.第一方面,给出了一种原料混合智能调剂系统,包括多个配料单元,所述配料单元包括机架、设于所述机架上存放物料的储料机构、设于所述储料机构底部称量从所述储料机构落下的物料的给料机构以及设于所述给料机构底部将物料接收后输送至包装处的送料机构;
7.所述储料机构、所述给料机构与所述送料机构与上位机连接后相互通信,并接收相应指令运行。
8.结合第一方面,所述储料机构包括若干储料箱,所述储料箱的底部设有落料口。
9.结合第一方面,所述储料箱包括至少2个。
10.结合第一方面,所述落料口根据物料的规格设置有不同直径的通孔。
11.结合第一方面,所述给料机构包括振动箱体,所述振动箱体内部包括称量组件以及设于所述称量组件上方,将物料抖入所述称量组件内的振动组件。
12.结合第一方面,所述称量组件包括称量斗、设于所述称量斗底部的称重传感器以
及对所述称量斗和所述称重传感器起到支撑作用的支架。
13.结合第一方面,所述振动组件包括振动盘以及设于所述振动盘底部带动所述振动盘振动的电磁振动器,所述振动盘在朝向所述称量斗的一侧设有开口。
14.结合第一方面,所述送料机构包括若干接料筐、设于所述接料筐底部的同步带组件、以及固定设于所述接料筐两侧控制所述接料筐上下运动的抬升组件。
15.结合第一方面,所述同步带组件包括带动同步带转动的驱动系统、固定所述驱动系统的第一安装支架、与所述第一安装支架固定连接的第二安装支架以及设于所述第二安装支架上的若干阻挡器。
16.结合第一方面,所述第一安装支架上设有若干与上位机连接的rfid读取器,所述rfid读取器读取设于所述接料筐上的信息并与上位机通信获取指令。
17.第二方面,给出了一种原料混合智能调剂方法,所述方法包括如下步骤:
18.上位机根据接收到的接料信息生成接料指令发送至下位机;
19.下位机将接收到的接料指令与接料筐匹配后共享至接料工位;
20.接料工位根据接料指令放出与接料筐对应的物料;
21.接料工位根据当前接料筐和后方接料筐的接料指令控制后方接料筐的运行状态;
22.接料完成后,当前接料筐继续前进接料。
23.结合第二方面,上位机根据接收到的接料信息生成接料指令发送至下位机的方法包括如下步骤:
24.上位机定期从云端获取接料信息;
25.将接料信息错位排序并生成接料指令发送给下位机。
26.结合第二方面,所述接料指令包括客户id、物料id以及物料重量,上位机将接料信息错位排序避免多个相同物料的接料信息连续出现。
27.结合第二方面,下位机将接收到的接料指令与接料筐匹配后共享至接料工位的方法包括如下步骤:
28.下位机将接收到的客户id、物料id以及物料重量与接料筐id绑定配对;
29.下位机将物料id所处的接料工位与接料筐id绑定;
30.接料工位获取绑定后与之对应的接料筐id。
31.结合第二方面,接料工位根据接料指令放出与接料筐对应的物料的方法包括如下步骤:
32.接料工位获取接料筐的接料筐id;
33.根据接料筐id判断该接料筐是否需要在此接料工位接料;
34.若需要接料,接料工位根据接料指令放出相对应重量的物料至该接料筐中;
35.若不需要接料,则该接料筐直接略过继续前进。
36.结合第二方面,所述接料工位下方设有若干阻挡器,若需要接料,阻挡器升起将该接料筐阻挡停留;
37.若不需要接料,则阻挡器不工作。
38.结合第二方面,所述接料工位下方设有抬升装置,若需要接料,抬升装置在阻挡器挡住接料筐后将其抬起,使接料筐靠近接料工位的出料口;
39.若不需要接料,则抬升装置不工作。
40.结合第二方面,接料工位根据当前接料筐和后方接料筐的接料指令控制后方接料筐的运行状态的方法包括如下步骤:
41.若当前接料筐需要接料并已抬升接料时,对后方接料筐进行接料判断;
42.若后方接料筐同样需要在当前接料工位接料,则阻挡器将后方接料筐阻挡,并为当前接料筐预留落下的位置;
43.若后方接料筐不需要在当前接料工位接料,则该后方接料筐略过当前接料工位前往下一个接料工位;
44.当前接料工位则继续对后方的接料筐进行接料判断。
45.结合第二方面,接料完成后,当前接料筐继续前进接料的方法包括如下步骤;
46.接料完成后,抬升装置将当前接料筐放下,接料筐继续前往下一个接料工位。
47.本发明的优点在于:该种原料混合智能调剂系统及方法,通过设置的储料机构及在储料箱存放物料,再通过给料机构称取所需重量的物料落入到送料机构,送料机构将物料运输到包装处进行包装;
48.该系统中,每个储料箱和一个称量组件相对应,即每个储料箱源源不断地为与之对应的称量组件提供物料。每种物料有单独的落料通道,这样可以避免物料交叉污染;
49.通过设置的输送带带动接料筐运行,在接料时通过设置的阻挡器来阻接料筐的移动,从而确保物料能够准确落入到接料筐中;
50.通过设置的rfid读取器获取接料筐上的信息,根据相应的指令控制接料工位在指定的位置停下接料,并可根据指令越过前方的接料筐减少不必要的等待,有效的提高了调剂的效率,采用全自动接料的方式减少了人工成本。
附图说明
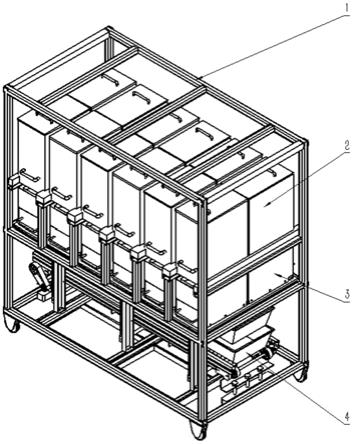
51.图1为本发明的整体结构示意图;
52.图2为本发明中储料机构的局部视图;
53.图3为本发明中给料机构的局部视图;
54.图4为本发明中振动箱体的结构示意图;
55.图5为本发明中给料机构的结构示意图;
56.图6为本发明中送料机构的结构示意图;
57.图7为本发明中同步带组件的结构示意图。
58.其中:1—机架;2—储料机构;3—给料机构;4—送料机构;2
‑
1—储料箱;3
‑
1—振动箱体;3
‑
2—电磁振动器;3
‑
3—振动盘;3
‑
4—称量斗;3
‑
5—称重传感器;3
‑
6—支架;4
‑
1—接料筐;4
‑
2—同步带组件;4
‑
3—驱动系统;4
‑
4—第一安装支架;4
‑
5—第一安装支架;4
‑
6—rfid读取器;4
‑
7—抬升组件;4
‑
8—阻挡器。
具体实施方式
59.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
60.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为
基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
61.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
62.本发明所能实现混合的物料包括多种,其中不乏中药处方的混合、火锅底料的搭配、调味品的搭配、肥料的混合等。
63.如图1至图7所示,一种原料混合智能调剂系统,包括多个配料单元,所述配料单元包括机架1、设于所述机架1上存放物料的储料机构2、设于所述储料机构2底部称量从所述储料机构2落下的物料的给料机构3以及设于所述给料机构3底部将物料接收后输送至包装处的送料机构4;
64.储料机构2设置在机架1的最上层,与机架1之间设有橡胶垫,可以减少储料机构2对机架1的负担,储料机构主要为给料机构连续提供物料,确保给料机构运行稳定;
65.给料机构3通过螺栓连接固定在机架2的第二层,且给料机构3与储料机构2对应放置,给料机构主要是将落入的中药按照处方信息称取对应的重量,然后落入到送料机构中;
66.送料机构4是一个独立的输送单元设置在机架的最下层,送料机构在同步带的带动下根据处方信息依次到各个给料机构下方接料,并将接好的药方送至打包处;
67.所述储料机构2、所述给料机构3与所述送料机构4与上位机连接后相互通信,并接收相应指令运行。
68.在本实施例中,所述储料机构包括若干储料箱2
‑
1,所述储料箱2
‑
1的底部设有落料口,储料箱2
‑
1包括2
‑
16个,数量的多少根据情况而定,并且根据工位的设置不同可以选择一排、双排或三排等排列组合方式,优选的数量为12个,分为3组,每组4个作为一个工位。
69.在本实施例中,所述落料口根据物料的规格设置有不同直径的通孔,不同的物料有不同的粒径,根据物料的粒径大小将落料口的通孔直径设置成不同的规格,便于控制物料落下的流速,防止造成堵塞或者倾泻式下落。
70.在本实施例中,所述给料机构包括振动箱体3
‑
1,所述振动箱体3
‑
1内部包括称量组件以及设于所述称量组件上方,将物料抖入所述称量组件内的振动组件,给料机构设置有12个,与储料箱一一对应,分为3组,每组4个作为一个工位;
71.所述称量组件包括称量斗3
‑
4、设于所述称量斗3
‑
4底部的称重传感器3
‑
5以及对所述称量斗3
‑
4和所述称重传感器3
‑
5起到支撑作用的支架3
‑
6,。
72.所述振动组件包括振动盘3
‑
3以及设于所述振动盘3
‑
3底部带动所述振动盘3
‑
3振动的电磁振动器3
‑
2,所述振动盘3
‑
3在朝向所述称量斗3
‑
4的一侧设有开口,振动盘3
‑
3与储料箱2
‑
1的落料口对应,储料箱2
‑
1中的药材落入到振动盘3
‑
3中,然后通过振动盘3
‑
3导
入到称量斗3
‑
4上。
73.所述送料机构包括若干接料筐4
‑
1、设于所述接料筐4
‑
1底部的同步带组件4
‑
2、以及固定设于所述接料筐4
‑
1两侧控制所述接料筐4
‑
1上下运动的抬升组件4
‑
7,抬升组件4
‑
7包括液压缸或气压缸,在接收到指令后将相应的接料筐4
‑
1抬升至指定高度进行接料。
74.所述同步带组件4
‑
2包括带动同步带转动的驱动系统4
‑
3、固定所述驱动系统4
‑
3的第一安装支架4
‑
4、与所述第一安装支架4
‑
4固定连接的第二安装支架4
‑
5以及设于所述第二安装支架4
‑
5上的若干阻挡器4
‑
8,同步带包括有两条,分别位于第一安装支架4
‑
4和第二安装支架4
‑
5的两侧边,第一安装支架4
‑
4与第二安装支架4
‑
5通过螺栓联接固定,阻挡器4
‑
8安装在第一安装支架4
‑
4上,介于两个接料工位之间,阻挡器4
‑
8通过伸缩杆控制伸缩实现上升下降,或通过电机带动转动至指定位置后实现阻挡作用,在接收到阻挡指令后,阻挡器4
‑
8运行到指定位置将接料筐4
‑
1阻挡。
75.所述第一安装支架4
‑
4上设有若干与上位机连接的rfid读取器4
‑
6,所述rfid读取器4
‑
6读取设于所述接料筐4
‑
1上的信息并与上位机通信获取指令,在接料筐4
‑
1的底部、储料箱2
‑
1的落料口处、称量斗3
‑
4和振动盘3
‑
3上均设有信号接收单元,信号接收单元均与上位机连接,形成通信网络。
76.本发明同时还提供了上述系统运行时的一种原料混合智能调剂方法,所述方法包括如下步骤:
77.步骤一:上位机根据接收到的接料信息生成接料指令发送至下位机;
78.上位机定期从云端获取接料信息;
79.将接料信息错位排序并生成接料指令发送给下位机;
80.其中,接料指令包括客户id、物料id以及物料重量,上位机将接料信息错位排序避免多个相同物料的接料信息连续出现;
81.具体实现的步骤为:
82.上位机定期从云端获取处方,接收到处方以后,为了避免多个接料筐连续在同一个接料工位接料造成堵车现象,上位机对处方下发顺序进行了一定的排布,减少下位机堵塞情况提高调剂效率;
83.步骤二:下位机将接收到的接料指令与接料筐匹配后共享至接料工位;
84.下位机将接收到的客户id、物料id以及物料重量与接料筐id绑定配对;
85.下位机将物料id所处的接料工位与接料筐id绑定;
86.接料工位获取绑定后与之对应的接料筐id;
87.下位机获取接料指令以后,依次将接料筐编号与接料指令进行绑定,将接料指令中物料id所处的接料工位与接料筐绑定,即通过接料筐id就可判断需要去哪个接料工位进行接料,接料前通过rfid读取器读取接料筐底部的编号标识来获取接料id;
88.步骤三:接料工位根据接料指令放出与接料筐对应的物料;
89.接料工位获取接料筐的接料筐id;
90.根据接料筐id判断该接料筐是否需要在此接料工位接料;
91.若需要接料,接料工位根据接料指令放出相对应重量的物料至该接料筐中;
92.若不需要接料,则该接料筐直接略过继续前进;
93.其中,接料工位下方设有若干阻挡器,若需要接料,阻挡器升起将该接料筐阻挡停
留;
94.若不需要接料,则阻挡器不工作;
95.接料工位下方还设有抬升装置,若需要接料,抬升装置在阻挡器挡住接料筐后将其抬起,使接料筐靠近接料工位的出料口;
96.若不需要接料,则抬升装置不工作;
97.当接料筐a运行到第一个接料工位时,安装在接料工位底部的rfid读取器读取接料筐底部的芯片获取接料筐id。每个工位有四种物料,通过接料筐id判断当前接料筐是否需要在此接料,如果不需要接料则接料筐a前行,如果需要接料,负责称量该种物料的振动称量装置,开始根据接料指令进行称量;
98.步骤四:接料工位根据当前接料筐和后方接料筐的接料指令控制后方接料筐的运行状态;
99.若当前接料筐需要接料并已抬升接料时,对后方接料筐进行接料判断;
100.若后方接料筐同样需要在当前接料工位接料,则阻挡器将后方接料筐阻挡,并为当前接料筐预留落下的位置;
101.若后方接料筐不需要在当前接料工位接料,则该后方接料筐略过当前接料工位前往下一个接料工位;
102.当前接料工位则继续对后方的接料筐进行接料判断;
103.当接料筐a需要接料时,接料筐a前后阻挡器会立刻升起,前阻挡器是为了阻止接料筐a前行,使接料筐a停在该接料工位,后阻挡器为了阻止后面的接料筐进入该接料工位,待接料筐a稳定以后抬升机构开始动作,将接料筐a抬升至一定高度等待接料,此时阻挡器落下,后面的接料筐继续前行。待接料筐a上升到位信号与称量完毕信号同时触发时,称量斗挡板电机打开,延时1s关闭,物料通过单独的落料通道落入接料筐a内。挡板电机关闭,意味着落料结束,接料筐a后阻挡器会收到升起指令,待阻挡器上方传感器检测到无接料筐经过时,阻挡器会立刻升起,阻挡后面的接料筐继续前行。待接料筐a底下无接料筐经过时,抬升机构开始动作,接料筐a落到底部,至此整个接料动作全部完成,接料筐a继续前行到达下一工位进行接料,重复此动作,直到离开调剂系统;
104.实现上述功能,相邻工位还需有一定通信功能,即接料筐b进入接料工位1时,下位机通过rfid获取处方信息,并判断接料筐b是否在下一接料工位2进行接料;
105.如果接料工位2中无接料筐,接料筐b直接进入接料工位2重复上述接料的动作;
106.如果接料筐a正在接料工位2进行接料,且接料筐b不需要在接料工位2进行接料,这时待接料筐a抬升以后,接料筐a前后阻挡器落下,接料筐b可以通过接料工位2,不需要在此等待,下位机通过接料工位2的rfid判断接料筐b是否需要在接料工位3进行接料,然后重复上述操作;
107.如果接料筐a正在接料工位2进行接料,且接料筐b也需要在接料工位2进行接料,接料筐b前阻挡器即接料筐a后阻挡器会一直升起,接料筐b在此等待,直到接料筐a完成接料离开接料工位2时,接料筐b前阻挡器落下,接料筐b进入接料工位2进行接料。为了减少这种情况需要上位机根据处方信息对处方顺序进行一定排布,重复上述操作,直到药筐离开配料单元;
108.步骤五:接料完成后,当前接料筐继续前进接料;。
109.接料完成后,抬升装置将当前接料筐放下,接料筐继续前往下一个接料工位。
110.下面通过具体的实施例进一步阐述本发明方法所能实现的具体方案:
111.实施例1
112.下面通过火锅底料的搭配对本发明所能实现的功能进行阐述:
113.现有八角、山奈、桂皮、小茴香、草果、紫草、香叶、香草、丁香、冰糖、干辣椒、枸杞12种香料。每个单元柜有3个接料工位,每个接料工位正上方有4个储料箱,即一个接料工位负责4种香料的接取,现将八角、山奈、桂皮、小茴香放入接料工位1;将草果、紫草、香叶、香草放入接料工位2;将丁香、冰糖、干辣椒、枸杞放入接料工位3。为更加清晰地阐述具体实施方案,下文所阐述的火锅底料配方并不完整,只包含一个单元柜,具体重量信息也不具备真实性,只为阐明具体工作流程。
114.例如:上位机从微信小程序或者是购物app获取3个火锅底料配方信息,配方编号a1
‑
a3,具体配方信息如下:
115.a1:山奈(15g)、桂皮(30g)、小茴香(10g)、紫草(15g)、香叶(15g)、香草(20g)、丁香(10g)、枸杞(20g);
116.a2:八角(15g)、山奈(20g)、桂皮(10g)、小茴香(5g)、丁香(5g)、冰糖(10g)、干辣椒(15g)、枸杞(15g);
117.a3:丁香(15g)、冰糖(20g)、干辣椒(15g)、枸杞(15g);
118.显然配方a1中的香料在工位1、工位2、工位3中;配方a2中的香料在工位1、工位3中;配方a3中的香料都在工位3中。为了避免多个接料筐连续在同一个工位接料造成堵塞情况,上位机会根据配方信息,对配方下发顺序进行一定调整。即配方的最终下发顺序a1、a3、a2。
119.当下位机接收到配方信息以后,开始下发接料筐,接料筐编号01
‑
03。控制系统将接料筐01、02、03依次与配方a1、a3、a2进行关联即后续接料工位通过读取接料筐底部的电子芯片即可获得与该接料筐关联的配方信息。控制系统判断出接料筐01需要在工位1接料,此时接料工位1中无接料筐,即接料筐01直接进入接料工位1。控制系统通过接料工位1的rfid读写器读取接料筐01信息,获取配方a1的具体信息,配方a1中包括工位1中的3种香料,即对应这3种香料的称量装置开始称量对应重量的香料。同时,接料筐01前后阻挡器立刻升起,前阻挡器是为了阻止接料筐01前行,使接料筐01停在接料工位1,后阻挡器为了阻止后面的接料筐进入接料工位1,待接料筐01稳定以后抬升机构开始动作,将接料筐01抬升至一定高度等待接料,此时阻挡器落下,后面的接料筐继续前行。
120.此时,控制系统判断出接料筐02不需要在工位1、工位2接料,即接料筐02此时可以直接通过接料工位1、工位2,进入工位3进行接料。
121.当接料筐02进入配料单元以后,控制系统判断出接料筐03需要在工位1接料,此时接料筐01正在接料工位1接料,则接料筐03前阻挡器升起,阻止接料筐03进入接料工位1,接料筐03在此等待。
122.待接料筐01上升到位信号与所需香料称量完毕信号同时触发时,称量斗挡板电机打开,延时1s关闭,香料通过单独的落料通道落入接料筐01内。待所有香料称量完毕,落料结束,接料筐01后阻挡器会收到升起指令,待阻挡器上方检测到无接料筐经过时,后阻挡器会立刻升起,阻挡后面的接料筐继续前行。待接料筐01底下无其他接料筐经过时,抬升机构
开始动作,接料筐01落到底部,接料筐01后阻挡器即接料筐03前阻挡器落下,至此接料筐01在接料工位1完成整个接料工作,接料筐01继续前行到达下一工位接料。此时接料筐03进入接料工位1,重复接料筐01的动作接料。
123.控制系统判断出接料筐01不需在接料工位2接料,需要在接料工位3接料,此时接料筐02正在接料工位3接料,则接料筐03前阻挡器升起使其停在接料工位2进行等待,当接料筐03在工位1完成接料时,控制系统判断出接料筐03也需在工位3接料,即接料筐03被堵在后面等待。当02在接料工位3完成接料时,接料筐01再进入接料工位3。当接料筐01进入工位3以后,接料筐03前阻挡器会立即升起阻止其前行使其在此等待,重复上述动作,直到所有接料筐完成接料。
124.如果此时有新的接料筐04不需在该单元柜接料,即接料筐04需要直接通过该单元,但接料筐03、01停在前方,此时下位机控制系统可以控制抬升机构将接料筐03、01抬升至一定高度,将接料筐04放行,然后控制系统再将接料筐03、01落下等待接料。
125.重复上述操作,直到药筐离开配料单元。
126.实施例2
127.下面通过中药处方的混合对本发明所能实现的功能进行阐述:
128.为了方便阐述,下文只对单个配料单元动作的具体流程进行叙述,整个调剂系统的动作流程是多个单元动作的整合。
129.现有赤小豆、决明子、油菜籽、薏仁、山药、菟丝子、杏仁、甘草、黄柏、补骨脂、续断、连翘12种中药。每个单元柜有3个接料工位,每个接料工位正上方有4个储料箱,即一个接料工位负责4种中药的接取,现将赤小豆、决明子、油菜籽、薏仁4种中药放入接料工位1;将山药、菟丝子、杏仁、甘草4种中药放入接料工位2;将黄柏、补骨脂、续断、连翘4种中药放入接料工位3。为更加清晰地阐述具体实施方案,下文所阐述的中药配方并不完整,只包括一个单元柜,具体重量信息并不具备真实性,只为阐明具体工作流程。
130.例如:上位机从微信小程序或者his系统获取3个中药处方信息,处方编号b1
‑
b3,具体处方信息如下:
131.b1:赤小豆(20g)、决明子(10g)、山药(30g)、菟丝子(10g)、黄柏(20g)、补骨脂(10g);
132.b2:菟丝子(10g)、杏仁(20g)、甘草(20g)、补骨脂(20g)、续断(10g)、连翘(10g);
133.b3:黄柏(20g)、补骨脂(20g)、续断(10g)、连翘(10g);
134.显然处方b1中的中药在工位1、工位2、工位3中;处方b2中的中药在工位2、工位3中;处方b3中的中药都在工位3中。为了避免多个接料筐连续在同一个工位接料造成堵塞情况,上位机会根据处方信息,对处方下发顺序进行一定调整。即处方的最终下发顺序b3、b2、b1。
135.当下位机接收到处方信息以后,开始下发接料筐,接料筐编号01
‑
03。控制系统将接料筐01、02、03依次与处方b3、b2、b1进行关联,即后续接料工位通过读取接料筐底部的电子芯片即可获得与该接料筐关联的处方信息。控制系统判断出接料筐01需要在工位3接料,接料筐01第一个进入配料单元,接料工位中无接料筐,即接料筐01直接进入接料工位3接料。控制系统通过工位3的rfid读写器读取接料筐01信息,获取处方b3的具体信息,处方b3中包括工位3中的4种中药,即对应这4种中药的称量装置开始称量对应重量的中药。同时,
接料筐01前后阻挡器立刻升起,前阻挡器是为了阻止接料筐01前行,使接料筐01停在接料工位3,后阻挡器为了阻止后面的接料筐进入接料工位3,待接料筐01稳定以后抬升机构开始动作,将接料筐01抬升至一定高度等待接料,此时阻挡器落下,后面的接料筐继续前行。
136.接料筐01进入配料单元以后,接料筐02紧接着进入配料单元。控制系统判断出接料筐02需要在工位2接料,接料工位2中无接料筐,接料筐02直接进入接料工位2接料。控制系统通过工位2的rfid读写器读取接料筐02信息,获取处方b2的具体信息,处方b2中包括工位2中的3种中药,即对应这3种中药的称量装置开始称量对应重量的中药。同时,接料筐02前后阻挡器立刻升起,前阻挡器是为了阻止接料筐02前行,使接料筐02停在接料工位2,后阻挡器为了阻止后面的接料筐进入接料工位2,待接料筐02稳定以后抬升机构开始动作,将接料筐02抬升至一定高度等待接料,此时阻挡器落下,后面的接料筐继续前行。
137.接料筐02进入配料单元以后,接料筐03紧接着进入配料单元。控制系统判断出接料筐03需要在工位1接料,接料工位1中无接料筐,接料筐03直接进入接料工位1接料。控制系统通过工位1的rfid读写器读取接料筐03信息,获取处方b1的具体信息,处方b1中包括工位1中的2种中药,即对应这2种中药的称量装置开始称量对应重量的中药。同时,接料筐03前后阻挡器立刻升起,前阻挡器是为了阻止接料筐03前行,使接料筐03停在接料工位1,后阻挡器为了阻止后面的接料筐进入接料工位1,待接料筐03稳定以后抬升机构开始动作,将接料筐03抬升至一定高度等待接料,此时阻挡器落下,后面的接料筐继续前行。
138.待接料筐01上升到位信号与所需中药称量完毕信号同时触发时,称量斗挡板电机打开,延时1s关闭,中药通过单独的落料通道落入接料筐01内。待所有中药称量完毕,落料结束,接料筐01后阻挡器会收到升起指令,待阻挡器上方检测到无接料筐经过时,后阻挡器会立刻升起,阻挡后面的接料筐继续前行。待接料筐01底下无其他接料筐经过时,抬升机构开始动作,接料筐01落到底部,接料筐01后阻挡器落下,至此接料筐01在接料工位3完成整个接料工作,接料筐01继续前行到达下一配料单元接料。此时接料筐02重复接料筐01的动作,完成工位2的接料,然后进入工位3接料。接料筐03重复接料筐01的动作,完成工位1的接料。
139.重复上述动作,直到所有接料筐离开调剂系统。
140.实施例3
141.下面通过调味品的搭配对本发明所能实现的功能进行阐述:
142.为了方便阐述,下文只对单个配料单元动作的具体流程进行叙述,整个调剂系统的动作流程是多个单元动作的整合。
143.现有花椒、茴香、良姜、大料、白蔻、丁香、桂皮、肉蔻、木香、陈皮、香叶、辣椒12种粉状调味料。每个单元柜有3个接料工位,每个接料工位正上方有4个储料箱,即一个接料工位负责4种调味料的接取,现将花椒、茴香、良姜、大料放入接料工位1;将白蔻、丁香、桂皮、肉蔻放入接料工位2;将木香、陈皮、香叶、辣椒放入接料工位3。为更加清晰地阐述具体实施方案,下文所阐述的调味品配方并不完整,只包含一个单元柜,具体重量信息也不具备真实性,只为阐明具体工作流程。
144.例如:上位机从微信小程序或者是购物cpp获取3个调味品配方信息,配方编号c1
‑
c3,具体配方信息如下:
145.c1:花椒(10g)、茴香(5g)、良姜(20g)、白蔻(15g)、丁香(5g)、桂皮(10g)、木香
(5g)、陈皮(10g);
146.c2:花椒(15g)、茴香(10g)、良姜(20g)、大料(20g)、木香(5g)、陈皮(10g)、香叶(15g)、辣椒(10g);
147.c3:木香(10g)、陈皮(15g)、香叶(5g)、辣椒(10g);
148.显然配方c1中的调味料在工位1、工位2、工位3中;配方c2中的调味料在工位1、工位3中;配方c3中的调味料都在工位3中。为了避免多个接料筐连续在同一个工位接料造成堵塞情况,上位机会根据配方信息,对配方下发顺序进行一定调整。即配方的最终下发顺序c1、c3、c2。
149.当下位机接收到配方信息以后,开始下发接料筐,接料筐编号01
‑
03。控制系统将接料筐01、02、03依次与配方c1、c3、c2进行关联即后续接料工位通过读取接料筐底部的电子芯片即可获得与该接料筐关联的配方信息。控制系统判断出接料筐01需要在工位1接料,此时接料工位1中无接料筐,即接料筐01直接进入接料工位1。控制系统通过接料工位1的rfid读写器读取接料筐01信息,获取配方c1的具体信息,配方c1中包括工位1中的3种调味料,即对应这3种调味料的称量装置开始称量对应重量的调味料。同时,接料筐01前后阻挡器立刻升起,前阻挡器是为了阻止接料筐01前行,使接料筐01停在接料工位1,后阻挡器为了阻止后面的接料筐进入接料工位1,待接料筐01稳定以后抬升机构开始动作,将接料筐01抬升至一定高度等待接料,此时阻挡器落下,后面的接料筐继续前行。
150.此时,控制系统判断出接料筐02不需要在工位1、工位2接料,即接料筐02此时可以直接通过接料工位1、工位2,进入工位3进行接料。
151.当接料筐02进入配料单元以后,控制系统判断出接料筐03需要在工位1接料,此时接料筐01正在接料工位1接料,则接料筐03前阻挡器升起,阻止接料筐03进入接料工位1,接料筐03在此等待。
152.待接料筐01上升到位信号与所需调味料称量完毕信号同时触发时,称量斗挡板电机打开,延时1s关闭,调味料通过单独的落料通道落入接料筐01内。待所有调味料称量完毕,落料结束,接料筐01后阻挡器会收到升起指令,待阻挡器上方检测到无接料筐经过时,后阻挡器会立刻升起,阻挡后面的接料筐继续前行。待接料筐01底下无其他接料筐经过时,抬升机构开始动作,接料筐01落到底部,接料筐01后阻挡器即接料筐03前阻挡器落下,至此接料筐01在接料工位1完成整个接料工作,接料筐01继续前行到达下一工位接料。此时接料筐03进入接料工位1,重复接料筐01的动作接料。
153.控制系统判断出接料筐01不需在接料工位2接料,需要在接料工位3接料,此时接料筐02正在接料工位3接料,则接料筐03前阻挡器升起使其停在接料工位2进行等待,当接料筐03在工位1完成接料时,控制系统判断出接料筐03也需在工位3接料,即接料筐03被堵在后面等待。当02在接料工位3完成接料时,接料筐01再进入接料工位3。当接料筐01进入工位3以后,接料筐03前阻挡器会立即升起阻止其前行使其在此等待,重复上述动作,直到所有接料筐完成接料。
154.如果此时有新的接料筐04不需在该单元柜接料,即接料筐04需要直接通过该单元,但接料筐03、01停在前方,此时下位机控制系统可以控制抬升机构将接料筐03、01抬升至一定高度,将接料筐04放行,然后控制系统再将接料筐03、01落下等待接料。
155.重复上述操作,直到药筐离开配料单元。
156.由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1