一种医用手套制备工艺的制作方法
1.本发明涉及医用手套加工领域,更具体的说是一种医用手套制备工艺。
背景技术:
2.医用手套通常使由橡胶材质制备成,使医院的医护人员在无菌的环境下进行工作的防护装置,通常紧贴皮肤使用;专利号为201711380955.4公开了一种医用手套的制备方法:包括以下步骤1乳胶制备:将医用聚氨酯、脂肪族二异氰酸酯、表面活性剂、硝酸银、去离子水和乙二醇混合溶解,酸性条件下100℃反应6
‑
8h,得到乳胶材料;采用磨具将乳胶材料制备成医用手套;所述医用手套采用中成药消毒剂进行消毒处理,然后除去中成药消毒后用蒸馏水喷淋后干燥,最后进行无菌包装。但是该设备生产出的手套无法在有菌环境和无菌环境进行切换使用,操作更为方便。
技术实现要素:
3.本发明的目的是提供一种医用手套制备工艺,其有益效果为自动加工生产出一种可在有菌和无菌环境下进行切换使用的医用手套。
4.本发明的目的通过以下技术方案来实现:
5.一种医用手套制备工艺,该方法包括以下步骤:
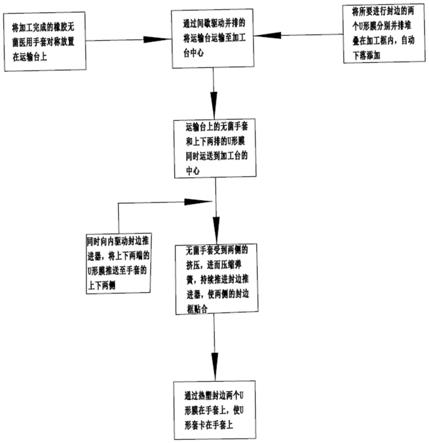
6.步骤一、将加工完成的橡胶无菌医用手套对称放置在运输台上;将所要进行封边的两个u形膜分别并排堆叠在加工框内,自动下落添加;
7.步骤二、通过间歇驱动并排的将运输台运输至加工台中心,运输台上的无菌手套和上下两排的u形膜同时运送到加工台的中心;
8.步骤三、同时向内驱动封边推进器,将上下两端的u形膜推送至手套的上下两侧;无菌手套受到两侧的挤压,进而压缩弹簧,持续推进封边推进器,使两侧的封边框贴合;
9.步骤四、通过热塑封边两个u形膜在手套上,使u形套卡在手套上。
10.所述封边推进器设置有四个,封边推进器包括u形热塑封边框、弹簧顶板、弹簧轴和推进挤压板,u形热塑封边框固定在弹簧顶板上的内端,弹簧轴滑动在弹簧顶板的中端,弹簧轴的弹簧设置在在弹簧顶板和推进挤压板之间,推进挤压板固定在弹簧轴上。
11.所述弹簧顶板固定在用于连接和缓冲弹簧轴的连接框内,两个连接框之间固定有用于衔接和驱动的中心连接台,中心连接台的上端通过轴承座转动设置有用于驱动的螺杆轴,螺杆轴通过螺纹配合连接在用于往复驱动的螺筒,螺筒固定在用于变频驱动的变频驱动电机的传动轴上。
12.所述连接框的侧端固定有用于纵向限位滑动的侧限位滑板,侧限位滑板纵向滑动在支撑加工的添加固定框内;添加固定框上设置有纵向滑槽和横向滑槽。
13.通过将经过橡胶成型制备的医用无菌手套放置在运输台上,通过间歇驱动,将带有对称医用无菌手套的运输台推进至加工台的中端,后停止推进;同时通过下落运输将两个u形膜运送至运输台的中端,分别位于医用无菌手套的上下两端,位置确定后,通过驱动
上下两端的封边推进器,进而推进两个u形膜到医用无菌手套上,通过弹簧挤压在医用无菌手套的上下两端,同时弹簧收缩,持续推进封边推进器,使u形热塑框将两个u形膜挤压,热塑后,两个u形膜的出现一个开口,周边封闭,进而套接在医用无菌手套上,加工完成后复位,继续间歇添加,如此往复,将加工完成的医用无菌手套运走折叠包装;通过在医用无菌手套的头部端套接添加u形膜套,在使用医用无菌手套之前可以进行有菌环境的操作,在拆除u形膜套后,实现无菌操作,保障无菌的操作环境,同时使用方便。
附图说明
14.图1是本发明的手套制备的流程示意图;
15.图2是本发明的u形热塑封装置的结构示意图一;
16.图3是本发明的u形热塑封装置的结构示意图二;
17.图4是本发明的u形热塑封装置驱动的结构示意图;
18.图5是本发明的医用无菌手套间歇输送的结构示意图一;
19.图6是本发明的医用无菌手套间歇输送的结构示意图二;
20.图7是本发明的加工台的结构示意图;
21.图8是本发明的整体热塑添加加工的结构示意图;
22.图9是本发明的的u形膜驱动添加的结构示意图;
23.图10是本发明的整体的结构示意图一;
24.图11是本发明的整体的结构示意图二。
25.图中:u形热塑封边框1;弹簧顶板2;弹簧轴3;推进挤压板4;连接框5;中心连接台6;螺杆轴7;螺筒8;变频驱动电机9;侧限位滑板10;两个添加固定框11;中心加工台12;手套固定台13;医用无菌手套14;间歇添加驱动器15;u形膜添加滑板16;u形膜17;堆叠添加框18和u形膜驱动器19。
具体实施方式
26.下面结合附图对本发明作进一步详细说明。
27.如这里所示的实施方式所示,
28.通过将经过橡胶成型制备的医用无菌手套放置在运输台上,通过间歇驱动,将带有对称医用无菌手套的运输台推进至加工台的中端,后停止推进;同时通过下落运输将两个u形膜运送至运输台的中端,分别位于医用无菌手套的上下两端,位置确定后,通过驱动上下两端的封边推进器,进而推进两个u形膜到医用无菌手套上,通过弹簧挤压在医用无菌手套的上下两端,同时弹簧收缩,持续推进封边推进器,使u形热塑框将两个u形膜挤压,热塑后,两个u形膜的出现一个开口,周边封闭,进而套接在医用无菌手套上,加工完成后复位,继续间歇添加,如此往复,将加工完成的医用无菌手套运走折叠包装;通过在医用无菌手套的头部端套接添加u形膜套,在使用医用无菌手套之前可以进行有菌环境的操作,在拆除u形膜套后,实现无菌操作,保障无菌的操作环境,同时使用方便。
29.结合以上实施例进一步优化:
30.进一步的根据图2、图3、图4和图5所示的一种医用手套制备工艺示例的工作过程是:
31.通过推进挤压板4实现对u形膜的挤压和推进,通过弹簧轴3上的弹簧,进而实现在挤压过程轴,可以持续推进u形热塑封边框1,进而使两个u形热塑封边框1将两侧的u形膜夹紧热塑在医用无菌手套上,进而方便对u形膜套的加工,使其卡在手套上,在打开包装使用后,保障在有菌和无菌环境的切换使用,使用方便。
32.结合以上实施例进一步优化:
33.进一步的根据图2、图3、图4和图5所示的一种医用手套制备工艺示例的工作过程是:
34.通过变频驱动电机9的驱动,进而使螺筒8旋转,通过螺纹配合进而推动螺杆轴7旋转,进而使中心连接台6带动两个连接框5旋转,通过纵向牵制,实现对纵向位移的驱动,进而实现封边的驱动。
35.结合以上实施例进一步优化:
36.进一步的根据图4、图5、图6和图7所示的一种医用手套制备工艺示例的工作过程是:
37.通过侧限位滑板10在添加固定框11上纵向滑槽内的限位滑动,进而实现对中心连接台6和两个连接框5的牵制,配合变频驱动电机9的驱动,进而实现对两个连接框5的纵向位移的驱动,进而实现加工的纵向驱动。
38.结合以上实施例进一步优化:
39.进一步的所述加工台包括添加固定框11和中心加工台12,中心加工台12 的上下两端均固定有添加固定框11。
40.该部分根据图5、图6、图7和图8所示的一种医用手套制备工艺示例的工作过程是:
41.通过中心加工台12上的两个添加固定框11,方便对上下两组的热塑添加进行限位滑动和固定,同时通过横向滑槽,方便对u形膜17进行添加,进而为加工出u型膜套套接在医用无菌手套14上做好准备。
42.结合以上实施例进一步优化:
43.进一步的所述中心加工台12上限位滑动添加用于运输手套的手套固定台 13,手套固定台13上的卡槽内设置有对称的医用无菌手套14,手套固定台13 通过齿条齿轮啮合传动用于间歇添加的间歇添加驱动器15,间歇添加驱动器15 固定在中心加工台12上。
44.该部分根据图5、图6、图7和图8所示的一种医用手套制备工艺示例的工作过程是:
45.通过将经过橡胶成型制备的的医用无菌手套14放置在手套固定台13上的卡槽内,使其手部端暴露,便于进行加工;同时通过间歇添加驱动器15的间歇驱动,进而保障运输至中端后进行加工的时间,加工完成后,继续运送,将加工完成的挤出,继续添加加工,如此往复。
46.结合以上实施例进一步优化:
47.进一步的所述添加固定框11上横向滑动添加有用于添加原料的u形膜添加滑板16,u形膜添加滑板16上设置有两个开槽,开槽上设置有用于组合封闭的 u形膜17。
48.该部分根据图7、图8、图9和图10所示的一种医用手套制备工艺示例的工作过程是:
49.通过在开槽上设置和添加u形膜17,方便在加工过程中,将u形膜17推出开槽,进行挤压加工;通过u形膜添加滑板16将u形膜17运送至指定位置后,通过驱动推进挤压板4,将u
形膜17经过开槽挤压在医用无菌手套14上,有限进行包裹在医用无菌手套14上。
50.结合以上实施例进一步优化:
51.进一步的所述u形膜17纵向堆叠设置在用于添加的堆叠添加框18内,两个堆叠添加框18均通过连接板固定在添加固定框11的侧端,u形膜添加滑板 16通过齿条齿轮啮合传动用于往复添加的u形膜驱动器19,u形膜驱动器19固定在中心加工台12上。
52.该部分根据图7、图8、图9和图10所示的一种医用手套制备工艺示例的工作过程是:
53.通过u形膜驱动器19的变频往复驱动,保障u形膜17的同时,配合堆叠添加框18,实现对u形膜17的自动添加,实现原料u形膜17的自动添加和运输。
54.结合以上实施例进一步优化:
55.进一步的所述u形膜添加滑板16上设置有阻挡块,堆叠添加框18和u形膜添加滑板16之间的缝隙直径比u形膜17的厚度大。
56.该部分根据图7、图8、图9和图10所示的一种医用手套制备工艺示例的工作过程是:
57.通过u形膜添加滑板16上的阻挡块,避免堆叠添加框18内u形膜17的持续下落,导致下落不准的情况;堆叠添加框18和u形膜添加滑板16之间的缝隙直径比u形膜17的厚度大且小于两个u形膜17的后端,方便自动添加和运输。
58.结合以上实施例进一步优化:
59.进一步的所述两个u形膜17分别设置在医用无菌手套14的上下两端,两个u形膜17均设置在两个u形热塑封边框1之间。
60.该部分根据图7、图8、图9和图10所示的一种医用手套制备工艺示例的工作过程是:
61.通过推进挤压板4将两个u形膜17挤压固定在医用无菌手套14的上下两端后,通过持续推进将两个u形热塑封边框1贴合,通过通电加热,使两个u 形膜17的边端热熔贴合,组成u形膜套套在医用无菌手套14的头部,u形热塑封边框1和u形膜17的形状仙童,方便流出卡口卡在医用无菌手套14上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1