一种基于石墨烯颗粒的定量包装工艺的制作方法
1.本发明涉及石墨烯颗粒包装技术领域,具体为一种基于石墨烯颗粒的定量包装工艺。
背景技术:
2.石墨烯对物理学基础研究有着特殊意义,它使得一些此前只能在理论上进行论证的量子效应可以通过实验经行验证。在二维的石墨烯中,电子的质量仿佛是不存在的,这种性质使石墨烯成为了一种罕见的可用于研究相对论量子力学的凝聚态物质——因为无质量的粒子必须以光速运动,从而必须用相对论量子力学来描述,这为理论物理学家们提供了一个崭新的研究方向:一些原来需要在巨型粒子加速器中进行的试验,可以在小型实验室内用石墨烯进行。
3.参考中国专利,专利名称为:一种饲料颗粒定量包装装置(专利公开号:cn107499545a,专利公开日:2017.12.22),包括饲料颗粒存储罐、定量排料筒、包装袋烫压辊、烫压支撑架、包装袋封口架、烫压轮和切线刀,所述饲料颗粒存储罐底部焊接有定量排料筒,定量排料筒内安装有旋转分料器,所述定量排料筒顶部设有饲料颗粒输入口,饲料颗粒输入口与饲料颗粒存储罐内部连通,解决了现有的饲料称量和包装作业结构复杂,称量效率低,需要人工加料或去除,并且还需要人工倒入一端开口的包装袋内,容易出现饲料颗粒溅出的问题;并且包装袋需要提前加工制作而成,逐一取袋复杂繁琐,降低了饲料的包装效率。
4.但是对于现有的石墨烯颗粒进行定量包装时,包含以上问题之外,还存在以下问题:
5.1、目前通过单一侧对装料的包装袋进行按压,并通过后期的裁切机进行裁切,在此过程中,单一按压会存在受力不均匀的问题,容易致使包装袋封口存在间隙,后续所改进的连续性按压封口依然存在所需的按压时间过短,导致未完全封合,同时能够给予到的裁切时间过短,导致包装袋之间相连影响下次的加工;
6.2、对于进行装料的过程中,目前通过阀门的控制不仅存在无法精准控制相应的下料量,而且需要不断的操作,较为麻烦;
7.3、落下的成品直接掉落在地面,不仅容易导致产品的破损,而且产品过多以后较为杂乱,增加了后续的收料过程。
8.为此,本发明提供了一种基于石墨烯颗粒的定量包装工艺。
技术实现要素:
9.针对现有技术的不足,本发明提供了一种基于石墨烯颗粒的定量包装工艺,解决了现有的包装设备单一侧对装料的包装袋进行按压存在按压受力不均,容易产生间隙的问题,以及所能给予的按压时间短,无法实现封合、裁切一体化操作,同时通过阀门的控制不仅存在无法精准控制相应的下料量,且需要不断的操作较为麻烦的问题。
10.为实现以上目的,本发明通过以下技术方案予以实现:一种基于石墨烯颗粒的定量包装工艺,具体包括以下步骤:
11.步骤一、准备工作:首先将后续所需的包装袋以及需要包装的石墨烯颗粒进行上料,并在进行压合之前,将包装袋从收卷辊处延伸到下料口,通过对包装袋的后侧进行压合,形成直筒式包装袋;
12.步骤二、包装封合:通过将料倒入到进料箱中,并利用该包装设备对装有产品的包装进行封合和裁断;
13.步骤三、产品运输:此时通过封合和裁断的产品通过运输箱运输到检测装置处,对于产品进行漏气、破损问题的检测;
14.其中,步骤二所述的包装设备包括底板和包装箱,所述底板的顶部设置有收料机构,所述包装箱的顶部固定安装有支架板,所述支架板的一侧固定安装有进料斗,所述支架板上设置有定量进料机构,所述包装箱的前侧固定安装有固定架,且固定架上贯穿固定有进料管,所述包装箱的内部设置有包装热压机构,所述包装热压机构中包括内框架和驱动电机,所述驱动电机固定安装在内框架的表面,所述驱动电机输出轴的一端通过联轴器固定连接有驱动转轴,所述驱动转轴的外表面通过啮合组件使得支撑转轴的转动,所述支撑转轴的底端且位于内框架的内部设置有热压定位机构,所述包装箱的内部固定连接有支撑板,所述驱动转轴和支撑转轴的顶端均固定连接有传动轮,所述传动轮的顶部通过凸轴转动连接有推动杆,所述推动杆的一端转动连接有转动块,两个所述转动块互相远离的一侧分别固定连接有第一连接板和第二连接板,所述第一连接板的表面固定连接有连接杆,所述连接杆的一端依次贯穿支撑板和第二连接板并固定连接有第三连接板,所述第二连接板的一侧固定连接有第一热压辊,所述第三连接板的一侧固定连接有第二热压辊,所述第二热压辊的内部设置有包装裁切单元,所述热压定位机构中包括第一平移板和第二平移板,所述第一平移板和第二平移板相对的一侧固定连接有圆弧板,所述支撑转轴的底部固定连接有限位轮,且圆弧板的圆弧槽处与限位轮的表面紧密接触,所述第一平移板的底部固定连接有滑动板,所述第一热压辊的底部固定连接有拨动杆,所述拨动杆的底端固定连接有拨动板,所述拨动板的一侧通过支杆与滑动板的一侧固定连接,所述第一平移板和第二平移板的底部通过转动组件连接。
15.优选的,所述啮合组件中包括驱动齿轮和支撑齿轮,所述驱动齿轮固定安装在驱动转轴的外表面,所述支撑齿轮的外表面固定安装在支撑转轴的外表面,所述驱动齿轮和支撑齿轮的外表面啮合。
16.优选的,所述转动组件中包括第一转杆,所述第一转杆的顶部与第一平移板的底部固定连接,所述第一转杆的一端通过齿轮组件转动连接有第二转杆,所述第二转杆的一端通过齿轮组件转动连接有第三转杆,所述第三转杆的一端与第二平移板的底部转动连接。
17.优选的,所述包装裁切单元中包括固定安装在第三连接板上的气缸,所述气缸的一侧滑动连接有活塞杆,所述活塞杆的一端固定连接有裁切板,且裁切板的一侧固定连接有波浪刀片,所述第一热压辊的一侧开设有裁切槽。
18.优选的,所述收料机构中包括收料箱和拉动板,所述收料箱的两侧开设有凹槽,所述底板的两侧开设有放置槽,所述放置槽的内表面通过滑动组件使得移动板移动。
19.优选的,所述移动板的一侧固定连接有弹簧,且弹簧的一端与放置槽的内表面固定连接,所述移动板的一侧固定连接有拉动杆,所述拉动杆的一端与拉动板的一侧固定连接。
20.优选的,所述拉动板的一侧固定连接有拉动把手,所述拉动板的顶部固定连接有并连杆,所述并连杆的顶部固定连接有卡接块,所述卡接块的外表面与凹槽的内表面滑动连接。
21.优选的,所述滑动组件中包括滑块,所述滑块固定安装在移动板的两侧,所述放置槽的内表面开设有滑槽,所述滑块的外表面与滑槽的内表面滑动连接。
22.优选的,所述定量进料机构中包括副动电机和控量箱,所述副动电机和控量箱均固定安装在支架板上,所述控量箱的底部开设有进料槽,所述控量箱的外表面固定连接有延伸架,所述延伸架的一侧固定连接有抚平挡块。
23.优选的,所述副动电机输出轴的一端通过联轴器固定连接有副动转轴,所述副动转轴的底端固定连接有转动箱,所述转动箱的底部开设有定量槽,且转动箱的外表面与控量箱的内表面转动连接,所述抚平挡块的底部与转动箱的内表面接触。
24.有益效果
25.本发明提供了一种基于石墨烯颗粒的定量包装工艺。与现有技术相比具备以下有益效果:
26.(1)、该基于石墨烯颗粒的定量包装工艺,通过设置有包装热压机构和热压定位机构,利用驱动电机带动驱动转轴的转动,配合啮合组件以及传动轮和推动杆的转动,使得第一热压辊和第二热压辊对包装袋进行热压,并通过第一热压辊使得转动组件的传动,以此实现了对限位轮的抱死,不仅可以实现自动化的均匀力两侧热压包装,而且可以在电机实现反转停留时实现对热压的稳固,以便于热压时长更长和后续的裁切提供时间,极大的提升了产品包装的质量。
27.(2)、该基于石墨烯颗粒的定量包装工艺,通过设置有包装裁切单元,利用气缸推动活塞杆的移动,活塞杆带动裁切板的移动,配合上波浪刀片和裁切槽,不仅可以实现一体化的热压和裁切操作,而且可以减少裁切发生包装纸发生连带的现象,同时加工的切口便于后续使用时的撕开,以此提高该包装工艺的加工效率。
28.(3)、该基于石墨烯颗粒的定量包装工艺,通过设置有收料机构,利用拉动把手带动拉动板的移动,配合上弹簧的弹性,实现卡接块与凹槽的滑动卡接,以此来便于对收料箱的固定,同时也可以对包装好的产品进行装箱,避免了直接掉落在地上容易损坏的问题,以及四处散落需要清理的问题。
29.(4)、该基于石墨烯颗粒的定量包装工艺,通过设置有定量进料机构,利用副动电机带动副动转轴的转动,使得转动箱可以在控量箱的内部进行转动,并通过抚平挡块对定量槽的沿口处进行抚平,以此实现了进料槽和定量槽重合时的定量下料,不仅避免了控制阀不断操作的麻烦,而且有效的提高了定量的精确度。
附图说明
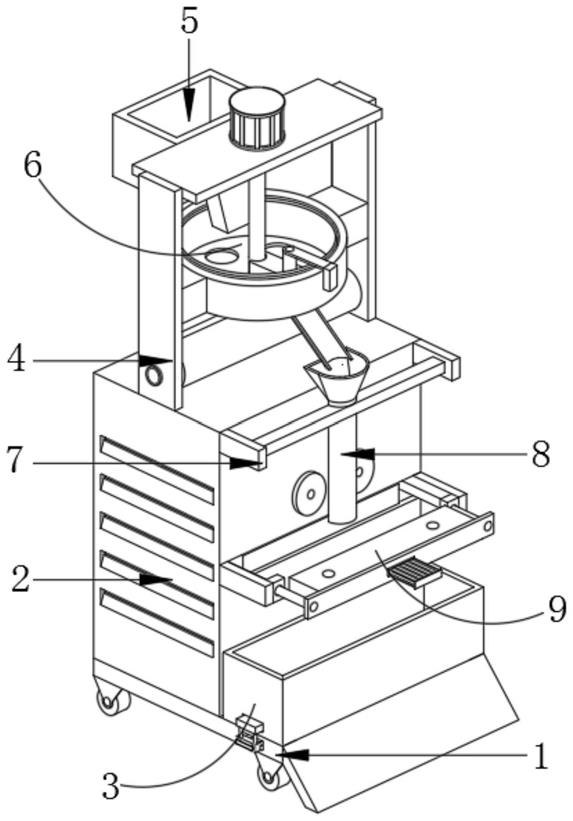
30.图1为本发明的外部结构立体图;
31.图2为本发明包装热压机构的立体结构图;
32.图3为本发明包装热压机构中的局部立体结构分解图;
33.图4为本发明热压定位机构的立体结构图;
34.图5为本发明热压定位机构中的局部立体结构图;
35.图6为本发明包装裁切单元的立体结构分解图;
36.图7为本发明收料机构的立体结构分解图;
37.图8为本发明的图7中a处局部结构放大图;
38.图9为本发明定量进料机构的立体结构分解图。
39.图中:1-底板、2-包装箱、3-收料机构、31-收料箱、32-拉动板、33-凹槽、34-放置槽、35-滑动组件、35-1-滑块、35-2-滑槽、36-移动板、37-弹簧、38-拉动杆、39-拉动把手、310-并连杆、311-卡接块、4-支架板、5-进料斗、6-进料机构、61-副动电机、62-控量箱、63-进料槽、64-延伸架、65-抚平挡块、66-副动转轴、67-转动箱、68-定量槽、7-固定架、8-进料管、9-包装热压机构、91-内框架、92-驱动电机、93-驱动转轴、94-啮合组件、94-1-驱动齿轮、94-2-支撑齿轮、95-支撑转轴、96-热压定位机构、96-1-第一平移板、96-2-第二平移板、96-3-圆弧板、96-4-限位轮、96-5-滑动板、96-6-拨动杆、96-7-拨动板、96-8-支杆、96-9-转动组件、96-91-第一转杆、96-92-第二转杆、96-93-第三转杆、97-支撑板、98-传动轮、99-推动杆、910-转动块、911-第一连接板、912-第二连接板、913-连接杆、914-第三连接板、915-第一热压辊、916-第二热压辊、917-包装裁切单元、917-1-气缸、917-2-活塞杆、917-3-裁切板、917-4-波浪刀片、917-5-裁切槽。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.请参阅图1-5,本发明提供一种技术方案:一种基于石墨烯颗粒的定量包装工艺,具体包括以下步骤:
42.步骤一、准备工作:首先将后续所需的包装袋以及需要包装的石墨烯颗粒进行上料,并在进行压合之前,将包装袋从收卷辊处延伸到下料口,通过对包装袋的后侧进行压合,形成直筒式包装袋;
43.步骤二、包装封合:通过将料倒入到进料箱中,并利用该包装设备对装有产品的包装进行封合和裁断;
44.步骤三、产品运输:此时通过封合和裁断的产品通过运输箱运输到检测装置处,对于产品进行漏气、破损问题的检测;
45.其中,步骤一中通过对包装纸的两侧压合后在进行后续的操作,步骤二的包装设备包括底板1和包装箱2,底板1的顶部包装箱2的底部固定连接,与底板1的顶部设置有收料机构3,包装箱2的顶部固定安装有支架板4,支架板4用于对副动电机61和控量箱62的支撑,且副动电机61安装在支架板4顶部,控量箱62安装在支架板4之间,支架板4的一侧固定安装有进料斗5,支架板4上设置有定量进料机构6,包装箱2的前侧固定安装有固定架7,且固定架7上贯穿固定有进料管8,进料管8的外表面包装纸包裹住,并且通过包装箱2上的圆轮向
下传动,包装箱2的内部设置有包装热压机构9,包装热压机构9中包括内框架91和驱动电机92,驱动电机92为三项异步电动机,可以实现正反转,且驱动电机92与外部电源电性连接,驱动电机92固定安装在内框架91的表面,驱动电机92输出轴的一端通过联轴器固定连接有驱动转轴93,驱动转轴93的外表面通过啮合组件94使得支撑转轴95的转动,啮合组件94中包括驱动齿轮94-1和支撑齿轮94-2,驱动齿轮94-1和支撑齿轮94-2两者实现反方向的转动,驱动齿轮94-1固定安装在驱动转轴93的外表面,支撑齿轮94-2的外表面固定安装在支撑转轴95的外表面,驱动齿轮94-1和支撑齿轮94-2的外表面啮合,支撑转轴95的底端且位于内框架91的内部设置有热压定位机构96,包装箱2的内部固定连接有支撑板97,支撑板97用于对驱动转轴93和支撑转轴95进行支撑,驱动转轴93和支撑转轴95的顶端均固定连接有传动轮98,传动轮98的顶部通过凸轴转动连接有推动杆99,推动杆99的一端转动连接有转动块910,两个转动块910互相远离的一侧分别固定连接有第一连接板911和第二连接板912,第二连接板912在连接杆913的表面进行滑动,第一连接板911的表面固定连接有连接杆913,连接杆913的一端依次贯穿支撑板97和第二连接板912并固定连接有第三连接板914,第三连接板914与第一连接板911之间实现同步移动,第二连接板912的一侧固定连接有第一热压辊915,第三连接板914的一侧固定连接有第二热压辊916,第一热压辊915和第二热压辊916之间用于实现对包装袋的热压封口,以便于实现对产品包装的密封,第二热压辊916的内部设置有包装裁切单元917,热压定位机构96中包括第一平移板96-1和第二平移板96-2,第一平移板96-1和第二平移板96-2相对的一侧固定连接有圆弧板96-3,两个圆弧板96-3与限位轮96-4接触后实现对限位轮96-4的限位,以便于提供更长的热压封口时间,支撑转轴95的底部固定连接有限位轮96-4,且圆弧板96-3的圆弧槽处与限位轮96-4的表面紧密接触,第一平移板96-1的底部固定连接有滑动板96-5,第一平移板96-1下方的滑动板96-5在内框架91表面的凹槽进行移动,同时第二平移板96-2的下方通过l型板在内框架91表面的凹槽进行移动,且支杆96-8与第二平移板96-2的下方通过l型板不发生接触碰撞,第一热压辊915的底部固定连接有拨动杆96-6,拨动杆96-6的底端固定连接有拨动板96-7,拨动板96-7的一侧通过支杆96-8与滑动板96-5的一侧固定连接,第一平移板96-1和第二平移板96-2的底部通过转动组件96-9连接,转动组件96-9中包括第一转杆96-91,第一转杆96-91的顶部与第一平移板96-1的底部固定连接,第一转杆96-91的一端通过齿轮组件转动连接有第二转杆96-92,齿轮组件为对于两个转杆之间的啮合传动,以此可以实现在第一转杆96-91转动时,并且带动了第二转杆96-92和第三转杆96-93的同步转动,实现对第一平移板96-1和第二平移板96-2的相向或是相背运动,第二转杆96-92的一端通过齿轮组件转动连接有第三转杆96-93,第三转杆96-93的一端与第二平移板96-2的底部转动连接,通过设置有包装热压机构9和热压定位机构96,利用驱动电机92带动驱动转轴93的转动,配合啮合组件94以及传动轮98和推动杆99的转动,使得第一热压辊915和第二热压辊916对包装袋进行热压,并通过第一热压辊915使得转动组件96-9的传动,以此实现了对限位轮96-4的抱死,不仅可以实现自动化的均匀力两侧热压包装,而且可以在电机实现反转停留时实现对热压的稳固,以便于热压时长更长和后续的裁切提供时间,极大的提升了产品包装的质量。
46.请参阅图6,包装裁切单元917中包括固定安装在第三连接板914上的气缸917-1,气缸917-1与外部电源电性连接,气缸917-1的一侧滑动连接有活塞杆917-2,活塞杆917-2贯穿延伸至第一热压辊915的内部,活塞杆917-2的一端固定连接有裁切板917-3,且裁切板
917-3的一侧固定连接有波浪刀片917-4,波浪刀片917-4的裁切后便于后期使用产品的撕开,第一热压辊915的一侧开设有裁切槽917-5,通过设置有包装裁切单元917,利用气缸917-1推动活塞杆917-2的移动,活塞杆917-2带动裁切板917-3的移动,配合上波浪刀片917-4和裁切槽917-5,不仅可以实现一体化的热压和裁切操作,而且可以减少裁切发生包装纸发生连带的现象,同时加工的切口便于后续使用时的撕开,以此提高该包装工艺的加工效率。
47.请参阅图7-8,收料机构3中包括收料箱31和拉动板32,收料箱31的两侧开设有凹槽33,底板1的两侧开设有放置槽34,放置槽34的内表面通过滑动组件35使得移动板36移动,滑动组件35中包括滑块35-1,滑块35-1与滑槽35-2之间实现滑动卡接,滑块35-1固定安装在移动板36的两侧,放置槽34的内表面开设有滑槽35-2,滑块35-1的外表面与滑槽35-2的内表面滑动连接,移动板36的一侧固定连接有弹簧37,且弹簧37的一端与放置槽34的内表面固定连接,移动板36的一侧固定连接有拉动杆38,拉动杆38的一端与拉动板32的一侧固定连接,拉动板32的一侧固定连接有拉动把手39,拉动板32的顶部固定连接有并连杆310,并连杆310的顶部固定连接有卡接块311,卡接块311与凹槽33之间实现滑动卡接,卡接块311的外表面与凹槽33的内表面滑动连接,通过设置有收料机构3,利用拉动把手39带动拉动板32的移动,配合上弹簧37的弹性,实现卡接块311与凹槽33的滑动卡接,以此来便于对收料箱31的固定,同时也可以对包装好的产品进行装箱,避免了直接掉落在地上容易损坏的问题,以及四处散落需要清理的问题。
48.请参阅图9,定量进料机构6中包括副动电机61和控量箱62,副动电机61和控量箱62均固定安装在支架板4上,副动电机61为三项异步电动机,副动电机61与外部电源电性连接,控量箱62的底部开设有进料槽63,进料槽63设置有一个,且进料槽63的下方通过进料板延伸至进料斗5中,控量箱62的外表面固定连接有延伸架64,延伸架64的一侧固定连接有抚平挡块65,抚平挡块65用于对定量槽68的沿口处进行抚平,副动电机61输出轴的一端通过联轴器固定连接有副动转轴66,副动转轴66的底端固定连接有转动箱67,转动箱67的底部开设有定量槽68,定量槽68的容积以实现定量的包装量,且转动箱67的外表面与控量箱62的内表面转动连接,抚平挡块65的底部与转动箱67的内表面接触,通过设置有定量进料机构6,利用副动电机61带动副动转轴66的转动,使得转动箱67可以在控量箱62的内部进行转动,并通过抚平挡块65对定量槽68的沿口处进行抚平,以此实现了进料槽63和定量槽68重合时的定量下料,不仅避免了控制阀不断操作的麻烦,而且有效的提高了定量的精确度。
49.同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
50.定量进料工作:首先启动副动电机61,利用副动电机61带动副动转轴66的转动,副动转轴66带动了转动箱67在控量箱62的内部进行转动,转动的过程中使得抚平挡块65对转动箱67内部的颗粒进行抚平,以此可以实现进料槽63和定量槽68重合时的定量下料;
51.热压封合工作:此时启动驱动电机92带动驱动转轴93的转动,驱动转轴93通过啮合组件94,以此带动了支撑转轴95的转动,使得传动轮98进行转动,此时传动轮98带动了推动杆99和转动块910的转动,继而带动了第一连接板911和第二连接板912的相背运动,其中第一连接板911通过连接杆913带动了第三连接板914的移动,使得第二连接板912和第三连接板914上的第一热压辊915和第二热压辊916相互靠近,直至两者接触;
52.热压定位工作:其中,在第一热压辊915和第二热压辊916两者接触时,驱动电机92
停止工作一段时间后并实现反向的转动,而第一热压辊915和第二热压辊916接触之间的移动工作中会带动拨动杆96-6的移动,以此带动了拨动板96-7、支杆96-8和滑动板96-5的移动,而此时第一平移板96-1的移动会通过转动组件96-9带动第二平移板96-2的移动,直至第一热压辊915和第二热压辊916两者紧密接触时,两个圆弧板96-3的圆弧槽与限位轮96-4的表面紧密接触;
53.包装袋裁切工作:与此同时,启动气缸917-1,利用气缸917-1带动活塞杆917-2的移动,活塞杆917-2带动了裁切板917-3和波浪刀片917-4的移动,并通过波浪刀片917-4对包装纸的热压处进行裁断,完成一个产品的包装;
54.收料箱更换:此时裁切后的产品落入到收料箱31中,当产品堆积满后,通过拉动拉动把手39带动拉动板32的移动,使得并连杆310和卡接块311的移动,直至卡接块311从凹槽33处脱离,安装时需要通过弹簧37的弹力即可实现安装固定。
55.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
56.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1