一种用于小零件的治具上料检测转贴的装置的制作方法
1.本发明涉及3c产品的小零件检测转贴工业自动化生产,特别涉及一种用于小零件的治具上料检测转贴的装置。
背景技术:
2.在精密电子产品的生产中,存在各种异形轮廓小尺寸的3c零件,零件加工后,需要进行外观检测以及特征检测,目前采用人工摆放料,用电子放大镜逐个进行检测,人工判断产品是否为不良产品,并人工剔除,然后将良品逐个手工贴合在胶带上。其缺陷在于:人工作业,操作工序多,费时费力,工作效率低,生产成本高,检测时间长,而且误判率高,同时容易损伤产品外观,手工贴合位置度低,良品率低,难以满足大规模生产。
技术实现要素:
3.为了解决上述问题的一个或多个,本发明提供了一种用于小零件的治具上料检测转贴的装置。
4.根据本发明的一个方面,该一种用于小零件的治具上料检测转贴的装置包括固定在工作基板后端上的上治具输送机以及前端上的转贴线;
5.上治具输送机从左至右设有满盘码垛工位、第一检测工位、第二检测工位以及取料工位,四个工位下方均设有顶升部,四个顶升部右侧均设有阻挡机构,上治具输送机右方设有下治具输送机,满盘码垛工位上层叠放置若干个整列治具,整列治具下表面的四个侧端槽和四个侧拨爪配合;
6.两个分板机构对称位于在上治具输送机左端两侧,两个侧拨爪对称连接在纵移板左右两端上,纵移板下和升降板通过滑轨滑块副连接,纵移板中间上固定侧移气缸,侧移气缸的伸缩杆连接侧联板上端,侧联板下端固定升降板,第一升降气缸的输出端板连接升降板且缸筒固定上治具输送机,顶升部能够使最下侧整列治具下降至上治具输送机;
7.上检测部的第一直线模组横向固定工作基板后端,第一直线模组的移动端连接第一ccd相机;第一ccd相机逐排采集整列治具的产品轮廓特征;
8.倾斜检测部的第二直线模组横向固定在工作基板中间左端,第二直线模组的移动端连接转角变径架,转角变径架上的第二ccd相机倾斜位于第二检测工位上方,第二ccd相机逐排采集产品的垂直螺纹孔特征;
9.机械手固定在工作基板的中间右侧,机械手的输出轴上连接吸贴治具,在取料工位,吸贴治具将整列治具的产品吸固并移动转贴在转贴线的胶带;
10.下治具输送机的空盘码垛工位下设有顶升部,下治具输送机右端设有右限位挡板,下治具输送机的两侧上转动连接四个旋转支撑块,旋转支撑块和侧端槽对应,旋转支撑块后侧设有斜挡块,若干个整列治具层叠放置在旋转支撑块上,顶升部向上运动能够使整列治具向上运动至旋转支撑块。
11.在一些实施方式中,上治具输送机的第一机架内设有两个能够圆周转动的第一窄
皮带上,第一机架前端以及后端上设有两个侧导轨,整列治具的前后侧面贴合两个侧导轨的内侧面且在第一窄皮带上运动,侧拨爪位于侧导轨上方;
12.下治具输送机的第二机架内设有两个能够圆周转动的第二窄皮带,第二机架前后端上分别连接一个侧滑轨,整列治具的前后侧面贴合两个侧滑轨的内侧面且在第二窄皮带上运动。
13.该一种用于小零件的治具上料检测转贴的装置的有益效果是:其一,自动化检测转贴,降低了作业人员的劳动强度,工作效率高,成本低,检测精度高,误判率低,转贴位置度高,产品外观得到有效保护,良品率高,适用于大规模生产;其二,采用整列治具一次性输送大量料片,同时整列治具前端采用分板机构、顶升部相配合,来精准快速落治具,上治具输送机快速移动至各个工位,同时下料输送机采用顶升部、旋转支撑块相配合来顶升收集治具,整列治具采用右限位挡板、阻挡机构精确定位,实现了整列治具自动化高精度输送料片;其三,上检测部以及倾斜检测部分别采用直线模组带动ccd视觉装置,成排检测产品的外观轮廓以及特征孔,检测精度高,检测速度快,误判率显著降低;其四,分板机构结构巧妙,采用侧拨爪和整列治具的侧端槽配合,提高分板速度和精度,降低设备体积。
14.在一些实施方式中,侧导轨左侧面设有纵向挡板且前后侧面设有横向挡板,纵向挡板、两个横向挡板以及阻挡机构的阻挡板构成满盘码垛工位。
15.在一些实施方式中,分板机构还包括两个上限位滚轮以及侧联座,上限位滚轮转动连接在上支板的下凹槽内,上限位滚轮超出下凹槽且贴合纵移板上表面,上支板的垂向长圆孔和侧联座的上耳座螺纹连接,第一升降气缸的缸筒侧表面和侧联座外侧面下端螺纹连接,侧联座内侧面和第一机架的侧表面螺纹连接。
16.在一些实施方式中,侧拨爪为聚氨酯材料或尼龙材料;
17.侧拨爪的前端为矩形薄片状的矩形指;矩形指和侧端槽相配合。
18.在一些实施方式中,顶升部包括顶升板以及四个聚氨酯或尼龙材质的定位块,四个定位块螺纹连接在顶升板上,每个顶升板的中心孔上垂直连接定位针,定位针和整列治具的定位孔相对应,顶升板连接在第二升降气缸上,第二升降气缸的缸筒下连接下支座。
19.在一些实施方式中,阻挡机构包括直角结构的阻挡板,阻挡板为四个聚氨酯或尼龙材质,阻挡板的垂直端板和整列治具的右侧表面相贴合,阻挡板的水平端板连接在第三升降气缸上,第三升降气缸下表面连接在底座。
20.在一些实施方式中,上检测部的直角架的垂立柱设有纵向长圆孔,纵向长圆孔通过螺纹件可调连接在第一直线模组的移动端,直角架的纵梁前端连接调整垂板上,调整垂板左侧面螺纹连接燕尾滑轨,燕尾滑轨上滑动连接具有燕尾自锁滑块,燕尾自锁滑块上固定上相机板,上相机板上连接第一ccd相机;第一ccd相机下端设有第一高清镜头,调整垂板下端螺纹连接水平设置的圆环板,圆环板上螺纹连接半球状的穹顶光源,穹顶光源位于第一高清镜头正下方。
21.在一些实施方式中,倾斜检测部的垂立座的底板连接在第二直线模组的移动端,第二直线模组的立板的垂向长圆孔通过螺纹件和光源座螺纹连接,光源座上表面连接三向调整架,三向调整架的纵向杆和矩形光源螺纹连接,矩形光源位于第二检测工位正上方;
22.转角变径架的转动气缸连接在光源座前侧面,转动气缸的转动盘上连接有变径组件的燕尾滑轨,变径组件的自锁燕尾滑块的前侧面连接第二ccd相机,第二ccd相机下连接
有远心镜头。
23.在一些实施方式中,转贴线的走料真空台左端设有放料机、斜辊架且右端依次设有拉料机、切片机以及收料部,放料机为伺服电机驱动的气胀轴;走料真空台上设有若干对v型轮组以及胶带检测部,在转贴工位上,走料真空台设有透明亚克力材质的转贴板,转贴板下方设有ccd检测部。
附图说明
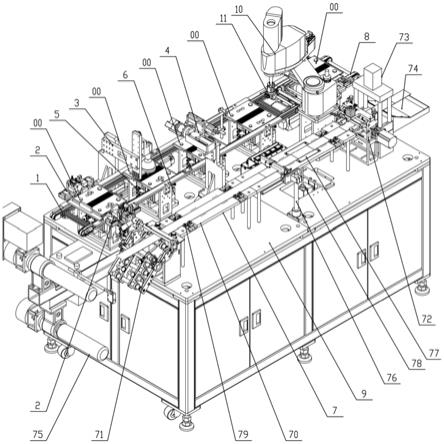
24.图1为本发明一实施方式的一种用于小零件的治具上料检测转贴的装置的三维示意图;
25.图2为图1所示上治具输送机的三维示意图;
26.图3为图2所示整列治具的三维示意图;
27.图4为图2所示分板机构的三维示意图;
28.图5为图2所示顶升部的三维示意图;
29.图6为图2所示阻挡机构的三维示意图;
30.图7为图1所示上检测部的三维示意图;
31.图8为图1所示倾斜检测部的三维示意图;
32.图9为图1所示下治具输送机的三维示意图;
33.图10为图1所示转贴线的三维示意图;
34.整列治具00,侧端槽001,定位孔002;上治具输送机1,第一窄皮带100,第一机架101,侧导轨102,纵向挡板103,横向挡板104;
35.分板机构2,侧拨爪20,矩形指201,纵移板21,升降板22,滑轨滑块副23,侧移气缸24,侧联板25,第一升降气缸26,上限位滚轮27,侧联座28,上支板29;
36.上检测部3,第一直线模组30,第一ccd相机31,第一高清镜头32,直角架33,调整垂板34,燕尾滑轨35,燕尾自锁滑块36,上相机板37,圆环板38,穹顶光源39;
37.倾斜检测部4,第二直线模组40,转角变径架41,第二ccd相机42,垂立座43,光源座44,三向调整架45,矩形光源46,转动气缸47,变径组件48,远心镜头49;
38.顶升部5,定位块50,第二升降气缸51,顶升板52,定位针53,下支座54;阻挡机构6,第三升降气缸61,阻挡板62,底座63;
39.转贴线7,走料真空台70,斜辊架71,拉料机72,切片机73,收料部74,放料机75,胶带检测部76,转贴板77,ccd检测部78,v型轮组79;
40.下治具输送机8,第二窄皮带80,右限位挡板81,旋转支撑块82,斜挡块83,第二机架84,侧滑轨85;工作基板9;机械手10;吸贴治具11。
具体实施方式
41.下面结合附图对本发明作进一步详细的说明。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
42.图1至图10示意性地显示了根据本发明的一种实施方式的一种用于小零件的治具上料检测转贴的装置。如图所示,该装置包括固定在工作基板9后端上的上治具输送机1以
及前端上的转贴线7;
43.上治具输送机1从左至右设有满盘码垛工位、第一检测工位、第二检测工位以及取料工位,四个工位下方均设有顶升部5,四个顶升部5右侧均设有阻挡机构6,上治具输送机1右方设有下治具输送机8,满盘码垛工位上层叠放置若干个整列治具00,整列治具00下表面的四个侧端槽001和四个侧拨爪20配合;
44.两个分板机构2对称位于在上治具输送机1左端两侧,两个侧拨爪20对称连接在纵移板21左右两端上,纵移板21下和升降板22之间通过滑轨滑块副23相连接,纵移板21中间上固定侧移气缸24,侧移气缸24的伸缩杆连接侧联板25上端,侧联板25下端固定升降板22,第一升降气缸26的输出端板连接升降板22且缸筒固定在上治具输送机1上,顶升部5上升贴合整列治具00,侧拨爪20经侧向回缩、上升并侧向伸出进入上一个整列治具00的侧端槽001,顶升部5带动最下侧整列治具00下降并放置在上治具输送机1的第一窄皮带100上;
45.上检测部3的第一直线模组30横向固定在工作基板9后端,第一直线模组30的移动端连接第一ccd相机31;第一直线模组30带动第一ccd相机31在第一检测工位上方移动,逐排采集整列治具00的产品轮廓特征;
46.倾斜检测部4的第二直线模组40横向固定在工作基板9中间左端,第二直线模组40的移动端连接转角变径架41,转角变径架41上的第二ccd相机42倾斜位于第二检测工位上方,第二直线模组40带动第二ccd相机42移动,从而逐排采集整列治具00的产品的垂直螺纹孔特征;
47.机械手10固定在工作基板9的中间右侧,机械手10的输出轴上连接吸贴治具11,在取料工位处,吸贴治具11将整列治具00的产品吸固并移动转贴在转贴线7的胶带上;
48.下治具输送机8的空盘码垛工位下设有顶升部5,下治具输送机8右端设有右限位挡板81,下治具输送机8的两侧上转动连接四个旋转支撑块82,旋转支撑块82和侧端槽001相对应,旋转支撑块82后侧设有斜挡块83,若干个整列治具00层叠放置在旋转支撑块82上,下治具输送机8的第二窄皮带80带动一个整列治具00进入空盘码垛工位,顶升部5上升顶起整列治具00并使旋转支撑块82逆向旋转至斜挡块83脱离整列治具00,然后旋转支撑块82回转进入最下侧的整列治具00下方。
49.该一种用于小零件的治具上料检测转贴的装置的有益效果是:其一,自动化检测转贴,降低了作业人员的劳动强度,工作效率高,成本低,检测精度高,误判率低,转贴位置度高,产品外观得到有效保护,良品率高,适用于大规模生产;其二,采用整列治具00一次性输送大量料片,同时整列治具00前端采用分板机构2、顶升部5相配合,来精准快速落治具,上治具输送机1快速移动至各个工位,同时下料输送机8采用顶升部5、旋转支撑块82相配合来顶升收集治具,整列治具00采用右限位挡板81、阻挡机构6精确定位,实现了整列治具00自动化高精度输送料片;其三,上检测部3以及倾斜检测部4分别采用直线模组带动ccd视觉装置,成排检测产品的外观轮廓以及特征孔,检测精度高,检测速度快,误判率显著降低;其四,分板机构2结构巧妙,采用侧拨爪20和整列治具00的侧端槽001相配合,大大提高分板速度和精度,同时降低设备体积。
50.优选的,上治具输送机1的第一机架101内设有两个能够圆周转动的第一窄皮带100上,第一机架101前端以及后端上设有两个侧导轨102,整列治具00的前后侧面贴合两个侧导轨102的内侧面且在第一窄皮带100上运动,侧拨爪20位于侧导轨102上方;
51.下治具输送机8的第二机架84内设有两个能够圆周转动的第二窄皮带80,第二机架84前后端上分别连接一个侧滑轨85,整列治具00的前后侧面贴合两个侧滑轨85的内侧面且在第二窄皮带80上运动。其有益效果是:侧导轨102以及侧滑轨85保证了整列治具00的运行具备良好的直线度,无倾斜、转动现象,即保证了整列治具00到位精度,为视觉检测以及转贴提供良好的基础。
52.优选的,侧导轨102左侧面设有纵向挡板103且前后侧面设有横向挡板104,纵向挡板103、两个横向挡板104以及阻挡机构6的阻挡板62构成满盘码垛工位。其有益效果是:该结构的满盘码垛工位保证了料盘垂向滑落具有良好的导向性,无位置偏移。
53.优选的,分板机构2还包括两个上限位滚轮27以及侧联座28,上限位滚轮27转动连接在上支板29的下凹槽内,上限位滚轮27超出下凹槽且贴合纵移板21上表面,上支板29的垂向长圆孔和侧联座28的上耳座螺纹连接,第一升降气缸26的缸筒侧表面和侧联座28外侧面下端螺纹连接,侧联座28内侧面和第一机架101的侧表面螺纹连接。其有益效果是:上限位滚轮27保证侧拨抓20纵向移动直线度高,无上下跳动现象保证了整列治具00稳定无异动。
54.优选的,侧拨爪20为聚氨酯材料或尼龙材料;
55.侧拨爪20的前端为矩形薄片状的矩形指201;矩形指201和侧端槽001相配合。其有益效果是:特殊材质能够保护整列治具00,长期使用无损伤,矩形指200提高整列治具00的落盘精度。
56.优选的,顶升部5包括顶升板52以及四个聚氨酯或尼龙材质的定位块50,四个定位块50螺纹连接在顶升板52上,每个顶升板52的中心孔上垂直连接一个定位针53,定位针53和整列治具00的定位孔002相对应,顶升板52连接在第二升降气缸51上,第二升降气缸51的缸筒下表面连接下支座54,下支座54连接在工作基板9上。其有益效果是:该设置的顶升部5往复运动精度高,每次落盘动作统一可控。
57.优选的,阻挡机构6包括直角结构的阻挡板62,阻挡板62为四个聚氨酯或尼龙材质,阻挡板62的垂直端板和整列治具00的右侧表面相贴合,阻挡板62的水平端板连接在第三升降气缸61上,第三升降气缸61下表面连接在底座63上,底座63连接在工作基板9上;
58.第一升降气缸26、第一升降气缸51以及第三升降气缸61为双导杆气缸。其有益效果是:阻挡板62能够保证整列治具00的横向位置。
59.优选的,上检测部3的直角架33的垂立柱设有纵向长圆孔,纵向长圆孔通过螺纹件可调连接在第一直线模组30的移动端,直角架33的纵梁前端连接调整垂板34上,调整垂板34左侧面螺纹连接燕尾滑轨35,燕尾滑轨35上滑动连接具有燕尾自锁滑块36,燕尾自锁滑块36上固定上相机板37,上相机板37上连接第一ccd相机31;第一ccd相机31下端设有第一高清镜头32,调整垂板34下端螺纹连接水平的圆环板38,圆环板38上螺纹连接半球状的穹顶光源39,穹顶光源39位于第一高清镜头32正下方。其有益效果是:该上检测部3具有良好的外观检测精度,同时方便调整,适用于多种检测场合。
60.优选的,倾斜检测部4的垂立座43的底板连接在第二直线模组40的移动端,第二直线模组40的立板的垂向长圆孔通过螺纹件和光源座44螺纹连接,光源座44上表面连接三向调整架45,三向调整架45的纵向杆和矩形光源46螺纹连接,矩形光源46位于第二检测工位正上方;
61.转角变径架41的转动气缸47连接在光源座44前侧面,转动气缸47的转动盘上连接有变径组件48的燕尾滑轨,变径组件48的自锁燕尾滑块的前侧面连接第二ccd相机42,第二ccd相机42下连接有远心镜头49。其有益效果是:该倾斜检测部4具有良好的特征孔检测精度,同时方便调整,适用于多种检测场合。
62.优选的,转贴线7的走料真空台70左端设有放料机75、斜辊架71且右端依次设有拉料机72、切片机73以及收料部74,
63.放料机75为伺服电机驱动的气胀轴;
64.走料真空台70上设有若干对v型轮组79以及胶带检测部76,在转贴工位上,走料真空台70设有透明亚克力材质的转贴板77,转贴板下方设有ccd检测部78;
65.胶带经放料机75连续输出,并经拉料机72定距拉动,由斜辊架71进入走料真空台70,v型轮组79贴合胶带,胶带检测部76检测控制胶带移动距离,ccd检测部78采集胶带的转贴位置信息,切片机73裁切形成片状的成品,成品进入收料部74收集。其有益效果是:该转贴线7实现了胶带的高精度自动化移动,转贴精度高,同时自动化裁片,生产速度快。
66.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1