一种太阳能多头连接线一次性成型包装工艺的制作方法
1.本发明涉及太阳能多头连接线包装技术领域,特别是一种太阳能多头连接线一次性成型包装工艺。
背景技术:
2.太阳能电池组件是由高效单晶/多晶太阳能电池片、低铁超白绒面钢化玻璃、封装材料(eva、poe等)、功能背板,互联条,汇流条,接线盒以及铝合金边框组成,使用寿命可达15
‑
25年。
3.单体太阳电池不能直接做电源使用,作电源必须将若干单体电池串、并联连接和严密封装成组件,太阳能电池组件(也叫太阳能电池板、光伏组件)是太阳能发电系统中的核心部分,也是太阳能发电系统中最重要的部分,其作用是将太阳能转化为电能,或送往蓄电池中存储起来,或推动负载工作,太阳能电池组件的质量和成本将直接决定整个系统的质量和成本。
4.太阳能电池组件在安装过程中需要用到接头连接线,接头连接线需多个安装在一起使用,在安装过程中,需要将多个接头连接线一个一个安装,供太阳能电池组件使用,此安装过程中,安装时间较长,需要工人花费较多的劳动时间和劳动强度,且安装的效率较低,安装精度较低,为此,需要设计一种太阳能多头连接线一次性成型包装工艺,满足太阳能多头连接线的使用要求,提高连接线的安装效率。
技术实现要素:
5.本发明的目的是为了解决上述问题,设计了一种太阳能多头连接线一次性成型包装工艺。
6.实现上述目的本发明的技术方案为,一种太阳能多头连接线一次性成型包装工艺,包括以下步骤:
7.步骤一:准备若干片安装纸板;
8.步骤二:在每一片所述安装纸板上制作固定机构;
9.步骤三:将若干个太阳能连接线有序安装在固定机构上;
10.步骤四:将安装好的太阳能连接线的安装纸板固定在底板上;
11.步骤五:将辅助固定组件安装在太阳能连接线上;
12.步骤六:将安装好的太阳能多头连接线搬运至使用位置。
13.作为本技术方案的进一步描述,所述步骤一中,若干片所述安装纸板的尺寸相同,并将若干片安装纸片有序堆叠在一起,将若干片安装纸片堆叠成若干组。
14.作为本技术方案的进一步描述,所述步骤二,固定机构包括设置在安装纸板上的若干个呈一定规律设置的限位槽,所述限位槽的底部设置有承重凹槽,所述固定机构的制作,主要包括以下步骤:
15.步骤a:将若干组安装纸片搬运至冲切装置处,
16.步骤b:启动冲切装置,一次完成限位槽与承重凹槽的冲裁制作;
17.步骤c:冲裁后处理工序。
18.作为本技术方案的进一步描述,所述步骤a中,通过自动化搬运装置,将若干组安装纸片搬运至冲切装置处。
19.作为本技术方案的进一步描述,所述步骤b中,所述冲切装置采用纸箱裁剪机,所述纸箱裁剪机为可调式,可以实现不同尺寸的限位槽与承重凹槽的冲裁制作。
20.作为本技术方案的进一步描述,所述步骤c中,冲裁后处理工序包括清理工序与搬运工序,将冲裁后的废料进行清理,并将制作好固定机构的安装板搬运放置在备料区域。
21.作为本技术方案的进一步描述,所述步骤三中,采用自动化搬运机械手配合视觉识别装置将若干个太阳能连接线依次有序安装在限位槽内,并通过承重凹槽支撑。
22.作为本技术方案的进一步描述,所述步骤四中,安装好的太阳能连接线的安装纸板可以采用卡接固定在底板上,或者采用粘接固定在底板上。
23.作为本技术方案的进一步描述,所述步骤五中,所述辅助固定组件包括辅助固定板,所述辅助固定板上开设有若干个呈一定规律设置的辅助固定槽,所述辅助固定槽卡接在相对应的太阳能连接线上。
24.作为本技术方案的进一步描述,所述步骤六中,采用搬运货叉将安装好的太阳能多头连接线搬运至使用位置,并完成太阳能多头连接线的连接安装。
25.其有益效果在于,本发明提供了太阳能多头连接线一次性成型包装工艺,此包装工艺包括以下步骤,准备若干片安装纸板;在每一片所述安装纸板上制作固定机构;将若干个太阳能连接线有序安装在固定机构上;将安装好的太阳能连接线的安装纸板固定在底板上;将辅助固定组件安装在太阳能连接线上;将安装好的太阳能多头连接线搬运至使用位置,此包装工艺运用到安装纸板,辅助固定组件,在纸板上开设固定机构,通过将若干个太阳能连接线有序安装在固定机构上,并通过辅助固定组件安装在太阳能连接线上,实现太阳能连接线的一次性成型包装,此包装工艺便于操作,易实现,且运用固定机构以及辅助固定组件,有效提高了太阳能连接线的稳定性,也提高了太阳能连接线的安装效率,运用此包装工艺,简化了太阳能连接线的安装步骤,缩短了太阳能连接线的安装时间,同时也降低了安装工人的工作强度。
附图说明
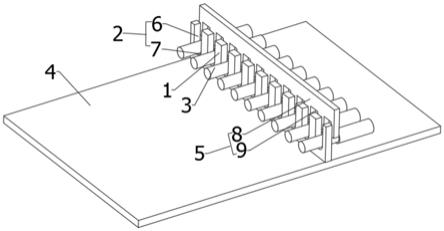
26.图1是本发明的太阳能连接线安装结构示意图。
27.图中,1、安装纸板;2、固定机构;3、太阳能连接线;4、底板;5、辅助固定组件;6、限位槽;7、承重凹槽;8、辅助固定板;9、辅助固定槽。
具体实施方式
28.首先说明本发明的设计初衷,太阳能电池组件是由高效单晶/多晶太阳能电池片、低铁超白绒面钢化玻璃、封装材料(eva、poe等)、功能背板,互联条,汇流条,接线盒以及铝合金边框组成,使用寿命可达15
‑
25年,太阳能电池组件在安装过程中需要用到接头连接线,接头连接线需多个安装在一起使用,在安装过程中,需要将多个接头连接线逐个安装,供太阳能电池组件使用,此安装过程中,安装时间较长,需要工人花费较多的劳动时间和劳
动强度,且安装的效率较低,安装精度较低,因此,本发明设计了一种太阳能多头连接线一次性成型包装工艺。
29.下面结合附图对本发明进行具体描述,如图1所示,一种太阳能多头连接线一次性成型包装工艺,包括以下步骤:
30.步骤一:准备若干片安装纸板1,在所述步骤一中,若干片所述安装纸板1的尺寸相同,并将若干片安装纸片有序堆叠在一起,将若干片安装纸片堆叠成若干组。
31.步骤二:在每一片所述安装纸板1上制作固定机构2,下面将详细介绍固定机构2的具体结构,在所述步骤二,固定机构2包括设置在安装纸板1上的若干个呈一定规律设置的限位槽6,所述限位槽6的底部设置有承重凹槽7,下面将详细介绍固定机构2的制作过程,所述固定机构2的制作,主要包括以下步骤:
32.步骤a:将若干组安装纸片搬运至冲切装置处,在所述步骤a中,通过自动化搬运装置,将若干组安装纸片搬运至冲切装置处。
33.步骤b:启动冲切装置,一次完成限位槽6与承重凹槽7的冲裁制作,在所述步骤b中,所述冲切装置采用纸箱裁剪机,所述纸箱裁剪机为可调式,可以实现不同尺寸的限位槽6与承重凹槽7的冲裁制作。
34.步骤c:冲裁后处理工序,在所述步骤c中,冲裁后处理工序包括清理工序与搬运工序,将冲裁后的废料进行清理,并将制作好固定机构2的安装板搬运放置在备料区域。
35.步骤三:将若干个太阳能连接线3有序安装在固定机构2上,在所述步骤三中,采用自动化搬运机械手配合视觉识别装置将若干个太阳能连接线3依次有序安装在限位槽6内,并通过承重凹槽7支撑。
36.步骤四:将安装好的太阳能连接线3的安装纸板1固定在底板4上,在所述步骤四中,安装好的太阳能连接线3的安装纸板1可以采用卡接固定在底板4上,或者采用粘接固定在底板4上。
37.步骤五:将辅助固定组件5安装在太阳能连接线3上,下面将详细介绍辅助固定组件5的具体结构,在所述步骤五中,所述辅助固定组件5包括辅助固定板8,所述辅助固定板8上开设有若干个呈一定规律设置的辅助固定槽9,所述辅助固定槽9卡接在相对应的太阳能连接线3上。
38.步骤六:将安装好的太阳能多头连接线搬运至使用位置,在所述步骤六中,采用搬运货叉将安装好的太阳能多头连接线搬运至使用位置,并完成太阳能多头连接线的连接安装。
39.此包装工艺运用到安装纸板1,辅助固定组件5,在纸板上开设固定机构2,通过将若干个太阳能连接线3有序安装在固定机构2上,并通过辅助固定组件5安装在太阳能连接线3上,实现太阳能连接线3的一次性成型包装,此包装工艺便于操作,易实现,且运用固定机构2以及辅助固定组件5,有效提高了太阳能连接线3的稳定性,也提高了太阳能连接线3的安装效率,运用此包装工艺,简化了太阳能连接线3的安装步骤,缩短了太阳能连接线3的安装时间,同时也降低了安装工人的工作强度。
40.上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1