活套车及其夹导轮组件的制作方法
1.本发明涉及板带生产及输送设备配套器材技术领域,特别涉及一种夹导轮组件。本发明还涉及一种应用了上述夹导轮组件的活套车。
背景技术:
2.卧式活套车是一种在板带生产领域极为常见的物料输送设备,其主要作用是存储带钢,从而保证机组的连续运行。而夹导轮作为卧式活套车的导向和辅助移动组件,其也是卧式活套车整体工作结构中的关键。
3.在目前的实际生产操作中,夹导轮虽能满足基本的卧式活套车导向作用,但受其自身结构所限,其实际装配运行中仍存在一些问题,一方面,由于制造和安装误差难以保证夹导轮的设计精度要求,即便是保证了夹导轮与某一段轨道的适配精度要求,也很难实现轨道全行程内的适配精度要求,使夹导轮无法对小车起到稳定运行的作用,从而使小车运行时故障频发;另一方面,夹导轮通常使用单点接触,这样一来夹导轮的受力点极为集中,致使夹导轮主体结构的磨损异常严重,使用寿命极短,而且单点接触难以承受运行时的冲击,极易造成夹导轮支架变形,致使夹导轮轴承频繁损坏,导致设备实际运行中需要频繁维修或更换夹导轮,不仅增加了设备使用成本和工作人员劳动强度,也给相关生产作业的工作效率造成不利影响,甚至时常引发设备故障及安全事故,严重制约了相关生产作业的顺利进行。
4.因此,如何提高夹导轮组件的结构稳定性,使活套车运行更加平稳可靠,同时延长夹导轮组件的使用寿命,降低设备使用成本是本领域技术人员目前需要解决的重要技术问题。
技术实现要素:
5.本发明的目的是提供一种夹导轮组件,该夹导轮组件的结构稳定性较好,能够使活套车的移动运行更加平稳可靠,且该夹导轮组件的结构经久耐用,使用寿命较长,无需频繁维修和更换,能够大幅降低活套车及相关设备的运行使用成本;本发明的另一目的是提供一种应用该夹导轮组件的活套车。
6.为解决上述技术问题,本发明提供一种夹导轮组件,包括连接于活套车的车体底部的支架,所述支架上设置有4个与轨道的侧壁相贴合并滚动适配的夹导轮,各所述夹导轮每两个一组分置于轨道的两侧,所述支架上设置有能够调整所述夹导轮与轨道侧壁的间距的调整装置,所述支架上还设置有与该调整装置适配的锁紧装置。
7.优选地,所述调整装置包括与夹导轮一一对应并连接的偏心销,所述支架上具有能够容置该所述偏心销的导孔,所述偏心销的顶部连接有调节头,所述调节头的顶部伸出于所述支架的顶面,所述偏心销的转动轴线与其几何轴线不共线,且所述调节头的转动轴线与所述偏心销的转动轴线共线。
8.优选地,所述锁紧装置包括拆装连接于所述支架的顶面上的锁紧板,该锁紧板上
贯穿有与所述调节头的伸出端套装适配并卡接锁止的锁紧孔。
9.优选地,所述锁紧板通过螺栓拆装连接于所述支架上。
10.优选地,所述调节头为棱柱。
11.本发明还提供一种活套车,包括布置于轨道上的车体以及设置于该车体底部的车轮和夹导轮组件,所述夹导轮组件为上文任一项所述的夹导轮组件。
12.优选地,所述车体的底部设置有两个所述夹导轮组件,且两所述夹导轮组件均适配于同一条轨道上。
13.优选地,其中一个夹导轮组件位于所述车体的前轮的前方,另一个夹导轮组件位于所述车体的后轮的后方。
14.相对上述背景技术,本发明所提供的夹导轮组件,其工作运行过程中,先将支架可靠固定于活套车的车体底部,以此将所述夹导轮组件的整体组件与活套车的车体可靠连接,之后通过调整装置将各夹导轮的位置适度调整,直至对位布置于轨道两侧的两夹导轮的间距足够使轨道对位置于两夹导轮之间,之后可通过调整装置调节各夹导轮与轨道的间距,直至各夹导轮可靠贴合于轨道的侧壁上,并能够自由滚动即可,之后再利用锁紧装置将调整装置锁紧限位,以此将各夹导轮可靠限定于当前工作位置,由此保证后续活套车运行过程中各夹导轮与支架的相对位置保持不变。活套车运行过程中,通过分置于轨道两侧的夹导轮两两一组形成两组可靠夹紧并滚动配合的滚轮导引机构,使得夹导轮组件与轨道间形成多点分散接触的滚动配合机构,大幅降低了夹导轮组件与轨道间适配结构的应力集中度,避免了夹导轮过度受压变形失效等情况,大幅降低了夹导轮的维修和更换频率,延长了夹导轮组件的使用寿命,由此使活套车及其相关设备的整体运行成本得以相应降低,同时,优化了活套车的车体与轨道间配合机构的应力分布和运行效果,显著提高了活套车于轨道上移动时的稳定性和循迹性,提高了活套车的整体运行和控制精度,并使带钢储运等相关作业效率得以相应提高。
15.在本发明的另一优选方案中,所述调整装置包括与夹导轮一一对应并连接的偏心销,所述支架上具有能够容置该所述偏心销的导孔,所述偏心销的顶部连接有调节头,所述调节头的顶部伸出于所述支架的顶面,所述偏心销的转动轴线与其几何轴线不共线,且所述调节头的转动轴线与所述偏心销的转动轴线共线。当需要将分置于轨道两侧对位配合的两个夹导轮的间距调大时,旋拧调节头以带动偏心销同步定轴转动,使偏心销的宽径部逐步移动至偏心销的转动轴线与轨道之间,直至两个对位的夹导轮的间距尺寸满足后续操作及工况需求即可;若需要将分置于轨道两侧对位配合的两个夹导轮的间距调小,则旋拧调节头以带动偏心销同步定轴转动,使偏心销的窄径部逐步移动至偏心销的转动轴线与轨道之间,直至两个对位的夹导轮的间距尺寸满足后续操作及工况需求即可。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
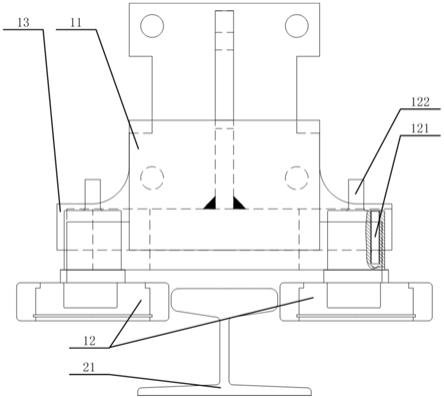
17.图1为本发明一种具体实施方式所提供的夹导轮组件的结构透视图。
18.其中:
19.11-支架;
20.12-夹导轮;
21.121-偏心销;
22.122-调节头;
23.13-锁紧板;
24.21-轨道。
具体实施方式
25.本发明的核心是提供一种夹导轮组件,该夹导轮组件的结构稳定性较好,能够使活套车的移动运行更加平稳可靠,且该夹导轮组件的结构经久耐用,使用寿命较长,无需频繁维修和更换,能够大幅降低活套车及相关设备的运行使用成本;本发明还提供一种应用该夹导轮组件的活套车。
26.为了使本技术领域的人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
27.请参考图1,图1为本发明一种具体实施方式所提供的夹导轮组件的结构透视图。
28.在具体实施方式中,本发明所提供的夹导轮组件,包括连接于活套车的车体底部的支架11,支架11上设置有4个与轨道21的侧壁相贴合并滚动适配的夹导轮12,各夹导轮12每两个一组分置于轨道21的两侧,支架11上设置有能够调整夹导轮12与轨道21侧壁的间距的调整装置,支架11上还设置有与该调整装置适配的锁紧装置。
29.所述夹导轮组件工作运行过程中,先将支架11可靠固定于活套车的车体底部,以此将所述夹导轮组件的整体组件与活套车的车体可靠连接,之后通过调整装置将各夹导轮12的位置适度调整,直至对位布置于轨道21两侧的两夹导轮12的间距足够使轨道21对位置于两夹导轮12之间,之后可通过调整装置调节各夹导轮12与轨道21的间距,直至各夹导轮12可靠贴合于轨道21的侧壁上,并能够自由滚动即可,之后再利用锁紧装置将调整装置锁紧限位,以此将各夹导轮12可靠限定于当前工作位置,由此保证后续活套车运行过程中各夹导轮12与支架11的相对位置保持不变。活套车运行过程中,通过分置于轨道21两侧的夹导轮12两两一组形成两组可靠夹紧并滚动配合的滚轮导引机构,使得夹导轮组件与轨道21间形成多点分散接触的滚动配合机构,大幅降低了夹导轮组件与轨道21间适配结构的应力集中度,避免了夹导轮12过度受压变形失效等情况,大幅降低了夹导轮12的维修和更换频率,延长了夹导轮组件的使用寿命,由此使活套车及其相关设备的整体运行成本得以相应降低,同时,优化了活套车的车体与轨道21间配合机构的应力分布和运行效果,显著提高了活套车于轨道21上移动时的稳定性和循迹性,提高了活套车的整体运行和控制精度,并使带钢储运等相关作业效率得以相应提高。
30.需要说明的是,支架11上组装的夹导轮12的数量并不局限于如上文所述的4个,实际应用中,处于具体工况需求,组装于同一支架11上的夹导轮12的数量还可以为其他数量,但考虑到绝大部分工况下的组件平衡和应力分布情况,夹导轮12的数量应为非零偶数,并分两组对位布置于支架11的两侧,从而形成成对分置于轨道21两侧的适配结构。
31.进一步地,调整装置包括与夹导轮12一一对应并连接的偏心销121,支架11上具有
能够容置该偏心销121的导孔,偏心销121的顶部连接有调节头122,调节头122的顶部伸出于支架11的顶面,偏心销121的转动轴线与其几何轴线不共线,且调节头122的转动轴线与偏心销121的转动轴线共线。当需要将分置于轨道21两侧对位配合的两个夹导轮12的间距调大时,旋拧调节头122以带动偏心销121同步定轴转动,使偏心销121的宽径部逐步移动至偏心销121的转动轴线与轨道21之间,直至两个对位的夹导轮12的间距尺寸满足后续操作及工况需求即可;若需要将分置于轨道21两侧对位配合的两个夹导轮12的间距调小,则旋拧调节头122以带动偏心销121同步定轴转动,使偏心销121的窄径部逐步移动至偏心销121的转动轴线与轨道21之间,直至两个对位的夹导轮12的间距尺寸满足后续操作及工况需求即可。
32.应当指出,实际应用中,上述偏心销121可以为转动轴线与几何轴线不共线的常规销轴结构,也可以为凸轮结构,且考虑到实际操作时的机构联动效果,偏心销121的外壁应保持始终有一部分与导孔内壁贴合,以此保证偏心销121的位置调节效率。
33.此外,夹导轮12的几何轴线与偏心销121的转动轴线共线为宜,当然,夹导轮12与偏心销121及调节头122间的具体适配位置并不局限于此,原则上,只要是能够保证夹导轮12与偏心销121的同步位置调整效果,并满足所述夹导轮组件的实际操作运行需要均可。
34.需要进一步指出的是,宽径部是指偏心销121的外壁与其转动轴线间距较大的部分,窄径部是指偏心销121的外壁与其转动轴线间距较小的部分,具体结构形式并不作限定,实际操作时的结构状态可参考本领域常规凸轮机构的操作状态。
35.具体地,锁紧装置包括拆装连接于支架11的顶面上的锁紧板13,该锁紧板13上贯穿有与调节头122的伸出端套装适配并卡接锁止的锁紧孔。锁紧装置将夹导轮12的位置调节到位后,将锁紧孔对位套接于调节头122上,并使锁紧孔的内壁与调节头122的外壁对位嵌装卡接锁止,以使调节头122失去定轴转动能力,之后可将锁紧板13整体可靠固定于支架11的对应位置上,以保证夹导轮组件的整体组装集成度;需要对调节头122实施转动操作时,解除锁紧板13与支架11间的连接状态,并将锁紧孔由调节头122上卸下,以使调节头122重新恢复定轴转动能力,之后可通过旋拧调节头122重新对夹导轮12的位置进行调整。
36.更具体地,锁紧板13可以通过螺栓拆装连接于支架11上。螺栓的连接结构简单可靠,能够充分保证锁紧板13与支架11间的连接强度,且螺栓的拆装操作简便高效,能够使锁紧板13与支架11间的拆装操作效率得以相应提高。
37.更进一步地,调节头122为棱柱。当然调节头122也可以为方柱或具有侧部切面的柱销结构等,在此基础上,锁紧孔的横截面形状也应为与调节头122横截面适配的形状,以此实现锁紧孔内壁与调节头122外壁间的可靠卡接锁止。
38.在具体实施方式中,本发明一种具体实施方式中所提供的一种活套车,包括布置于轨道21上的车体以及设置于该车体底部的车轮和夹导轮组件,所述夹导轮组件为如上文所述的夹导轮组件。该活套车的移动和运行较为平稳可靠,且其运行成本较低。
39.此外,车体的底部设置有两个夹导轮组件,且两夹导轮组件均适配于同一条轨道21上。将两夹导轮组件适配于同一条轨道21上,能够有效提高活套车对轨道21组装工况的适应能力和匹配效果,避免因将两个夹导轮组件分置于两条平行轨道21上而致使两轨道21尺寸不均一时发生活套车移动阻滞甚至卡死的现象,保证活套车顺畅运行和相关生产作业效率。
40.另外,其中一个夹导轮组件位于车体的前轮的前方,另一个夹导轮组件位于车体的后轮的后方。如此布置可有效保证各夹导轮组件对活套车的导引效果,并避免夹导轮组件的组装结构与活套车的车轮产生结构干涉,保证所述活套车的顺畅平稳运行。
41.综上可知,本发明中提供的夹导轮组件,其工作运行过程中,先将支架可靠固定于活套车的车体底部,以此将所述夹导轮组件的整体组件与活套车的车体可靠连接,之后通过调整装置将各夹导轮的位置适度调整,直至对位布置于轨道两侧的两夹导轮的间距足够使轨道对位置于两夹导轮之间,之后可通过调整装置调节各夹导轮与轨道的间距,直至各夹导轮可靠贴合于轨道的侧壁上,并能够自由滚动即可,之后再利用锁紧装置将调整装置锁紧限位,以此将各夹导轮可靠限定于当前工作位置,由此保证后续活套车运行过程中各夹导轮与支架的相对位置保持不变。活套车运行过程中,通过分置于轨道两侧的夹导轮两两一组形成两组可靠夹紧并滚动配合的滚轮导引机构,使得夹导轮组件与轨道间形成多点分散接触的滚动配合机构,大幅降低了夹导轮组件与轨道间适配结构的应力集中度,避免了夹导轮过度受压变形失效等情况,大幅降低了夹导轮的维修和更换频率,延长了夹导轮组件的使用寿命,由此使活套车及其相关设备的整体运行成本得以相应降低,同时,优化了活套车的车体与轨道间配合机构的应力分布和运行效果,显著提高了活套车于轨道上移动时的稳定性和循迹性,提高了活套车的整体运行和控制精度,并使带钢储运等相关作业效率得以相应提高。
42.另外,本发明提供的活套车,其移动和运行较为平稳可靠,且其运行成本较低
43.以上对本发明所提供的夹导轮组件及应用了该夹导轮组件的活套车进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1